
異種金属パネルの接合構造および接合方法

【課題】異種金属パネル同士の接合に際して左右のフロントサイドメンバー同士のスパンの精度悪化やばらつきの発生を未然に防止できるようにした接合構造を提供する。
【解決手段】鋼板製のフロントサイドメンバー8とフードリッジ9に対するアルミ鋳物製のストラットハウジング11の接合に際して、フランジ部13,15の接合面に熱硬化型の接着剤を介装した上でセルフピアスリベット(セルフピアスリベット結合部を符号12で示す)にて結合する。塗装オーブン通過時の熱変形を予め考慮して、前方側接合部16Aに硬化温度の低い接着剤を、後方側接合部16Bに硬化温度の高い接着剤をそれぞれ使い分け、接着剤硬化時の形状凍結を後方側接合部16Bほど遅らせる。
【解決手段】鋼板製のフロントサイドメンバー8とフードリッジ9に対するアルミ鋳物製のストラットハウジング11の接合に際して、フランジ部13,15の接合面に熱硬化型の接着剤を介装した上でセルフピアスリベット(セルフピアスリベット結合部を符号12で示す)にて結合する。塗装オーブン通過時の熱変形を予め考慮して、前方側接合部16Aに硬化温度の低い接着剤を、後方側接合部16Bに硬化温度の高い接着剤をそれぞれ使い分け、接着剤硬化時の形状凍結を後方側接合部16Bほど遅らせる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、異種金属パネルの接合構造および接合方法に関し、例えば自動車の前部車体構造としていわゆるフロントエンドモジュール構造を採用する場合に、車体骨格部材であるフロントサイドメンバーやフードリッッジおよびストラットハウジング相互の接合に適した異種金属パネルの接合構造と接合方法に関するものである。
【0002】
ここで、フロントエンドモジュール構造を採用した車体とは、車幅方向強度部材であるラジエータコアサポートやファーストクロスメンバーを母体として左右のヘッドランプユニットやラジエータ等をフロントエンドモジュールとして予めモジュール化しておき、これを車体前面側から組み付けるようにした構造のものをいう。
【背景技術】
【0003】
周知のように、フロントエンドモジュール構造を採用する自動車の車体においては、塗装後の車両組立工程においてフロントエンドモジュールが組み付けられるまでは車体前部がいわゆるオープン構造となっていて、特にエンジンコンパートメントの主要骨格部材である左右のフロントサイドメンバー同士を連結するものが存在せずに左右のフロントサイドメンバーが実質的に片持ち支持状態となっていることから、その左右のフロントサイドメンバー同士のスパン(ピッチ)の精度の悪化(スパンそのものとスパンセンター値の双方を含む)が懸念される。そこで、特許文献1,2に記載のように左右のフロントサイドメンバー同士を連結する治具を採用し、もってその左右のフロントサイドメンバー同士のスパンを矯正することが行われている。
【特許文献1】特開2003−2266号公報
【特許文献2】特開平9−309460号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記のような従来の技術では、車体、特にエンジンコンパートメントを構成している各種のパネルが鋼板製の場合には相応の効果が期待できるものの、車体前部のエンジンコンパートメントを構成しているパネルの一部をアルミニウム系のものに置き換えた場合には必ずしも十分な効果を期待することができなくなる。
【0005】
例えば、車体そのものは鋼板製のものであることを前提としつつ、エンジンコンパートメント(車体前部)の主要構成部品であるストラットハウジングをアルミ鋳物製のものに置き換えることが試みられているが、アルミニウム系材料の線膨張係数は鋼板の約2倍であるため、アルミ鋳物製のストラットハウジングが塗装焼き付け時に温度上昇すると鋼板製の車体に対して大きな熱変形を伴うことになる。
【0006】
その上、アルミ鋳物製のストラットハウジングとその周囲の鋼板製パネルであるフロントサイドメンバーやフードリッジとは異種金属パネル同士の接合となるため、例えばセルフピアスリベット等の機械的結合に際してその接合部にいわゆる電食防止を目的として接着剤を介装して接着接合を併用することが行われる。この接着剤としては構造用接着剤であるところの熱硬化型エポキシ系接着剤を使用することが多く、一般的には塗装工程(下塗り工程)の電着塗装時にオーブンにて例えば170℃×20分程度の条件下で加熱硬化される。
【0007】
このように、高温下でアルミ鋳物製のストラットハウジングが大きく熱変形した状態で接着剤が加熱硬化することになるため、仮に左右のフロントサイドメンバーの同士のスパンを拘束する治具を使用したとしても、そのストラットハウジングに対して接合部を有する左右のフロントサイドメンバー同士のスパンの精度悪化やばらつきを防止することができなくなる。
【0008】
本発明はこのような課題に着目してなされたものであり、上記のような異種金属パネル同士の接合に際して左右のフロントサイドメンバー同士のスパンの精度悪化やばらつきの発生を未然に防止できるようにした接合構造と接合方法を提供するものである。
【課題を解決するための手段】
【0009】
請求項1に記載の発明は、
材質の異なる金属パネル同士を熱硬化型の接着剤で接合した構造であって、一部の接合部位と残りの接合部位とで、接着接合後の加熱硬化処理における硬化時間の異なる接着剤をもって接合してあることを特徴とする。
【0010】
より具体的には、請求項3に記載のように、一部の接合部位と残りの接合部位とで硬化温度の異なる接着剤またはガラス転移点の異なる接着剤をもって接合してあることを特徴とする。
【0011】
ここで、上記ガラス転移点(ガラス転移温度:Tg)とは二次転移点のことで、接着剤における高分子物質の回転的分子運動が妨げられるようになる温度をいう。この温度以下ではゴム状物質がガラス状に硬化してもろくなるので、ガラス転移点ともいう。すなわち、高分子物質はガラス転移点よりも高温度では網状構造をなす鎖状高分子の各部分の熱運動が激しくいわゆるゴム状弾性を示すが、ガラス転移点以下では熱運動が自由体積の減少によって抑制されて、最終的には凍結状態となって硬くなり、いわゆるガラス状態に転移するので、その変化点をいう。
【0012】
請求項2に記載の発明は、請求項1に記載の技術を接合方法として捉えたものであって、一部の接合部位と残りの接合部位とで、接着接合後の加熱硬化処理における硬化時間の異なる接着剤をもって接合することを特徴とする。
【0013】
より具体的には、請求項4に記載のように、一部の接合部位と残りの接合部位とで硬化温度の異なる接着剤またはガラス転移点の異なる接着剤をもって接合することを特徴とする。
【0014】
なお、請求項1〜4に記載の技術においては、異種金属パネル同士の接合であることから、請求項5,6に記載のように、例えばセルフピアスリベット等による金属パネル同士の機械的結合に接着剤による接合を併用したものであることが望ましい。
【0015】
また、接合対象となる異種金属パネル同士の組み合わせは、請求項7,8に記載のように、例えば一方の金属パネルが鋼板、他方の金属パネルがアルミニウム合金製のパネルとする。
【0016】
より具体的には、請求項9,10に記載のように、一方の金属パネルが自動車の車体前部における鋼板製の骨格部材であり、他方の金属パネルがアルミニウム合金製のストラットハウジングであって、接着剤による接合部位のうち車体後方側の部分を車体前方側の部分よりも硬化温度の高い接着剤またはガラス転移点の高い接着剤にて接合するものとする。
【0017】
したがって、少なくとも請求項1〜4に記載の発明では、例えば少なくとも二種類の硬化温度の異なる接着剤を部位に応じて使い分けることにより、それぞれの接着剤の硬化のタイミングひいては金属パネル同士の接着接合にあずかる部分の形状が凍結するタイミングがずれることとなり、結果として金属パネルの熱膨張差による変形を制御・抑制することが可能となる。このような挙動は、硬化温度の異なる接着剤に代えて、ガラス転移点の異なる接着剤を使い分けるようにしても同様に起こり得る。
【0018】
この場合、従来と同様に左右のフロントサイドメンバーの同士のスパンを拘束する治具を併用することがスパン精度向上の上で望ましい。
【0019】
請求項14に記載の発明は、請求項2の記載を前提として、硬化温度の異なる接着剤またはガラス転移点の異なる接着剤を接合部位ごとに使い分けるのに代えて、接着接合後の加熱硬化処理に先立って一部の接合部位の接着剤に予め予備加熱を施すことを特徴とする。
【0020】
したがって、この方法においては、接着剤による接合部位の一部に予め予備加熱処理を施しておくことにより、それぞれの接着剤の硬化のタイミングひいては金属パネル同士の接着接合にあずかる部分の形状が凍結するタイミングがずれることとなり、結果として金属パネルの熱膨張差による変形を制御・抑制することが可能となる。
【発明の効果】
【0021】
請求項1〜4に記載の発明によれば、部位ごとに使い分けた接着剤の硬化のタイミングが異なることになるため、金属パネル同士の接着接合にあずかる部分の形状が凍結するタイミングもまた異なることとなり、金属パネルの熱膨張差による変形を大幅に抑制することが可能となる。
【0022】
また、請求項14に記載も発明によれば、接着接合後の加熱硬化処理に先立って一部の接合部位の接着剤に予め予備加熱を施すようにしたため、請求項1〜4に記載の発明と同様に金属パネルの熱膨張差による変形を大幅に抑制することが可能となる。
【発明を実施するための最良の形態】
【0023】
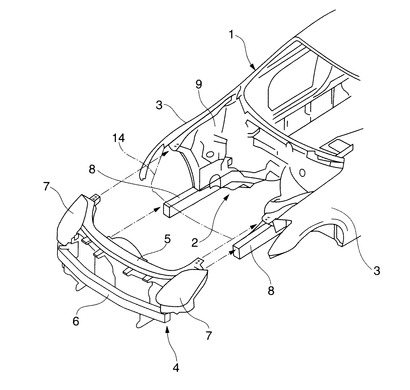
図1〜5は本発明のより具体的な第1の実施の形態を示す図で、フロントエンドモジュール構造を採用する自動車の車体前部構造に適用した場合の例を示しており、特に図1は自動車の車体前部の概略構造、すなわちフロントエンドモジュール4を備えた車体前部の構造を、図2は図1の要部拡大図をそれぞれ示している。
【0024】
図1に示すように、車体(ボデー)1は、エンジンコンパートメント2や図示しないフロアパネルおよびボデーサイド等のボデーメイン構成要素を相互に組み付けるボデーメイン工程、フロントフェンダー3のほかフード14やドア等の開閉体を組み付けるメタル工程、ならびに塗装工程等を経ることにより順次組み立てられ、その後にフロントエンドモジュール4が組み付けられる。
【0025】
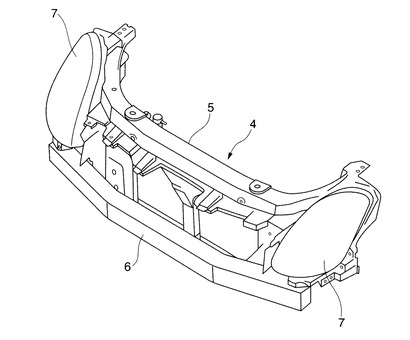
このフロントエンドモジュール4は、図2にも示すように車幅方向強度部材であるラジエータコアサポート5とバンパーレインフォース(ファーストクロスメンバー)6を母体としてこれに左右のヘッドランプユニット7や図外のラジエータおよびその補機類等を予め組み付けてモジュール化したものであって、上記のようにメタル部品の組付完了後であって且つ塗装後にエンジンコンパートメント構成要素でもある車体骨格部材としての左右のフロントサイドメンバー8およびフードリッジ9を締結部位としてボルト締結される。
【0026】
なお、上記フロントエンドモジュール4には後から図示しないバンパーフェイシアが組み付けられることになる。
【0027】
したがって、ラジエータコアサポート5やバンパーレインフォース6がフロントエンドモジュール4単体での骨格部材として機能するが故に、フロントエンドモジュール4が車体1に組み付けられるまではその車体1の前部側にはラジエータコアサポート5やそれに類する車体幅方向の骨格部材(車幅方向強度部材)が付帯しておらず、車体1(エンジンコンパートメント2)の前端はいわゆるオープン構造となっていて、左右のフロントサイドメンバー8はいわゆる片持ち支持状態となっている。そのため、左右のフロントサイドメンバー8をはじめとしてフロントフェンダー3が組み付けられることになるフードリッジ9等の各部の位置精度にばらつきが生じやすい。
【0028】
そこで、エンジンコンパートメント2の前端がオープン構造であって且つ左右のフロントサイドメンバー8がいわゆる片持ち支持構造であることを前提としつつも、エンジンコンパートメント2を構成することになる車体骨格部材同士の接合部、例えば後述するようにフロントサイドメンバー8とストラットハウジング11との接合部、あるいはフードリッジ9とストラットハウジング11との接合部での変形挙動あるいは熱変形を積極的に制御もしくは拘束することで左右のフロントサイドメンバー8同士のスパン(ピッチ)精度、ひいてはそのフロントサイドメンバー8を主要素とするエンジンコンパートメント2各部の位置精度を保証しようとするものである。
【0029】
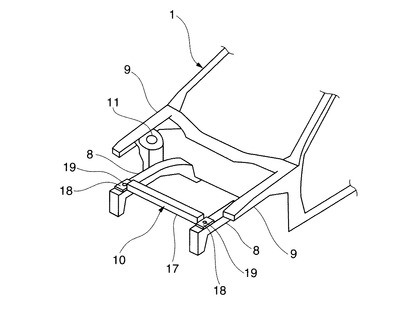
なお、この場合において、フロントエンドモジュール4が組み付けられるまでの間、車体骨格部材であるラジエータコアサポート5に代えて図3に示すような矯正治具10を併用し、この強制治具10にて左右のフロントサイドメンバー8同士を連結してそのフロントサイドメンバー8同士のなすスパンを矯正・拘束し、もって左右のフロントサイドメンバー8同士のスパン(ピッチ)精度、ひいてはそのフロントサイドメンバー8を主要素とするエンジンコンパートメント2各部の位置精度を保証するのが望ましい。
【0030】
図3に示すように、ボデーメイン工程において、フードリッジ9やストラットハウジング11あるいは左右のフロントサイドメンバー8を主要素としてエンジンコンパートメント2が組み立てる段階で、エンジンコンパートメント2の各構成要素が鋼板製のものであるのに対して上記ストラットハウジング11として例えばアルミ鋳物製のものを採用した場合には、いわゆる異種金属パネル同士の接合となる。
【0031】
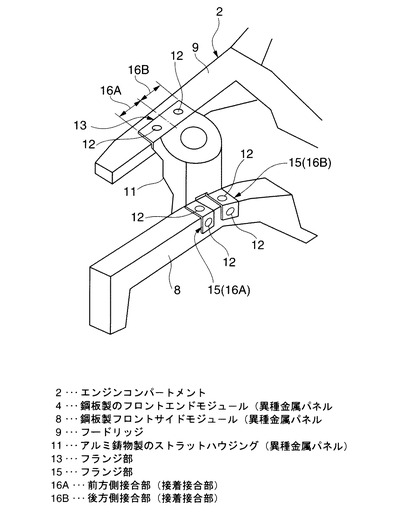
そこで、このような場合には、図4にも示すようにフロントサイドメンバー8とフードリッジ9の両者に跨るようにしてアルミ鋳物製のストラットハウジング11がいわゆる架橋的に配設されることになるのであるが、アルミ鋳物製のストラットハウジング11は隣接する鋼板製のエンジンコンパートメント構成要素で且つ車体骨格部材であるフロントサイドメンバー8およびフードリッジ9に対し、先に述べたように電食防止の観点から接着剤を介装した上で例えばセルフピアスリベット(SPR)等の機械的結合手段にて結合する(なお、セルフピアスリベットによる結合部を符号12で示す)。また、上記接着剤を併用したセルフピアスリベットによる接合方法の代表的なものとして例えば特開2005−1655671号公報に記載のものがある。
【0032】
すなわち、図4に示すように、アルミ鋳物製のストラットハウジング11の上下には上記フードリッジ9やフロントクロスメンバー8との結合のために予めフランジ部13および15が一体に曲折形成してあり、そのフランジ部13,15の内側面に予め接着剤を塗布した上でフードリッジ9およびフロントサイドメンバー8に対し先に述べたようにセルフピアスリベット等の機械的結合手段にて結合する。
【0033】
上記接着剤としては、例えば熱硬化型一液エポキシ系接着剤が使用される。また、セルフピアスリベットに代表されるような機械的結合手段としては、そのセルフピアスリベットに代えて、ボルト・ナット結合、メカニカルクリンチ、ブラインドリベット等を採用することもできる。
【0034】
こうしてフードリッジ9やストラットハウジング11あるいは左右のフロントサイドメンバー8を主要素としてエンジンコンパートメント2が組み立てられた段階で、図3に示す矯正治具10を用いて左右のフロントサイドメンバー8同士を連結して両者のスパンW1(図5参照)を矯正・拘束する。これにより、フロントサイドメンバー8同士の先端部が矯正治具10にて結合されることによりフロントサイドメンバー8が片持ち支持構造でなくなり、同時にエンジンコンパートメント2もいわゆるオープン構造の形態ではなくなる。
【0035】
そして、このように左右のフロントサイドメンバー8同士を矯正治具10にて拘束した状態のままで車体を以降の各工程に流す。
【0036】
上記のようにフロントサイドメンバー8とストラットハウジング11との接合部、およびフードリッジ9とストラットハウジング11との接合部にそれぞれ採用した接着剤は熱硬化型のものであるが故に、車体組立完了後の塗装工程のオーブンにて電着塗膜(いわゆる下塗り塗膜)の乾燥と焼き付け処理を行う際に同時に加熱処理されて硬化することになる。上記オーブンでの一般的な加熱条件は例えば170℃×20分程度である。
【0037】
塗装のオーブンを出た車体は室温まで冷却される。その過程で接着剤の物性は変化する。例えば、ガラス転移温度よりも高い温度では接着剤は相対的に柔らかく、ガラス転移温度よりも低い温度では接着剤は相対的に固くなる。
【0038】
この場合において、異種金属パネル同士の接合部、特に先に述べた鋼板製のフロントサイドメンバー8とアルミ鋳物製のストラットハウジング11との接合部、および同じく鋼板製のフードリッジ9とアルミ鋳物製のストラットハウジング11との接合部では、材料自体の線膨張差のために、塗装オーブンの中で最も膨張した状態で接着剤が硬化する一方、その後の冷却過程で接着剤の収縮や固化が進行し、それらの複合作用の影響でフロントサイドメンバー8等が変形して、そのフロントサイドメンバー8同士のスパン精度が低下することとなる。
【0039】
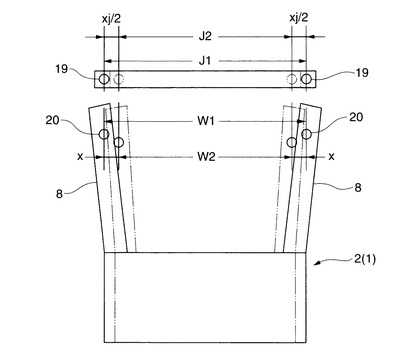
ここで、図5に示すように、左右のフロントサイドメンバー8同士が片持ち支持状態のままで後工程である塗装工程のオーブンにて加熱処理した場合、それらのフロントサイドメンバー8は素材自体の熱変形のほかストラットハウジング11(図4参照)の接合部に採用されている接着剤の加熱硬化の影響を受けて変形し、特に図5に実線で示すようにフロントサイドメンバー8のうち基準部となる車体後方側(根元側)と反対側、すなわちフロントサイドメンバー8の長手方向において車体前方側ほど左右のフロントサイドメンバー8同士のスパンに関する熱変形量xが大きくなる傾向にある。そうすると、フロントサイドメンバー8およびフードリッジ9に対するストラットハウジング11の接着接合部のうち前方側ほど形状凍結を早めて、後方側ほど形状凍結を遅らせることが上記熱変形量xを抑制する上で有効となる。
【0040】
そこで、本実施の形態では、図4に示すようにフロントサイドメンバー8およびフードリッジ9に対するストラットハウジング11の接着剤接合部を前方側接合部16Aと後方側接合部16Bとに分けて、各部位ごとに特性の異なる接着剤を使用して接合を行うものとする。
【0041】
接着剤の基本的な考え方としては、早く固めたい部位には硬化速度の速い接着剤やガラス転移点(ガラス転移温度)の高い接着剤が採用が有効ではあるものの、板厚や材質の比熱の違い等に応じて車体各部の上昇温度、降下速度が異なることから、部位ごとの接着剤の適用は柔軟に行う必要がある。
【0042】
より具体的には、本実施の形態では図4に示した接着接合部16A,16Bに硬化温度の異なる二種類の接着剤を使い分けるものとし、後方側接合部16Bに硬化温度の高い接着剤(硬化の遅い接着剤)を、前方側接合部16Aに硬化温度の低い接着剤(硬化の速い接着剤)をそれぞれ使い分けるものとし、硬化温度の高い接着剤としては例えばサンダイン2403(アサヒゴム社製、硬化条件170℃×20分)を、硬化温度の低い接着剤としては例えばEP138(セメダイン社製、硬化条件150℃×20分)をそれぞれ使用するものとする。
【0043】
このように接合部位に応じて接着剤を使い分けることにより、いずれの接着剤も塗装オーブンでの加熱時に共に硬化反応して硬化が進行することになるものの、硬化温度の低い接着剤が採用されている前方側接合部16Aでは速い時期に硬化が進行してその接着接合による形状凍結が速くなり、逆に硬化温度の低い接着剤が採用されている後方側接合部16Bでは前方側接合部16Aよりも硬化が遅れ気味となってその接着接合による形状凍結が遅くなる。つまり、異種金属パネル同士に接合部において後方側接合部16Aと前方側接合部16Bとでは接着剤の硬化のタイミング、ひいてはその接着接合による形状凍結のタイミングが異なることとなり、異種金属パネルの熱膨張差による変形を積極的に制御もしくは拘束できるようになる。そして、後方側接合部16Bほど接着剤の硬化による形状凍結が遅れることは先に述べたフロントサイドメンバー8の先端側での熱変形量x(図5参照)が小さくなることほかならず、左右のフロントサイドメンバー8同士にスパン精度の悪化を抑制できることになる。
【0044】
ここで、図3のようにフードリッジ9やストラットハウジング11あるいは左右のフロントサイドメンバー8を主要素としてエンジンコンパートメント2が組み立てられた段階で、矯正治具10を用いて左右のフロントサイドメンバー8同士を連結して両者のスパンW1(図5参照)を矯正・拘束することは先に述べた。
【0045】
矯正治具10は、図3に示すように例えば十分な剛性を有した角パイプ状(鋼材製)の治具本体17の両端に同じく鋼板製の矩形状のブラケット18を溶接等にて固定したもので、そのブラケット18にはフロントサイドメンバー8との連結点となる例えばボルト締結のための穴19が形成されており、ボルト・ナット締結をもって矯正治具10を介して左右一対のフロントサイドメンバー8同士が結合される。なお、図5に示すようにフロントサイドメンバー8側にも穴19に対応する穴20が予め形成されている。
【0046】
そして、本実施の形態では左右のフロントサイドメンバー8同士を矯正治具10にて連結した状態のままで以降のメタル工程や塗装工程に車体1を流すことを前提としていることから、後工程である塗装工程のオーブンにて矯正治具10が車体1全体とともに加熱処理されることを考慮し、図5に示すように、左右のフロントサイドメンバー8同士が片持ち支持状態にあるときの室温(常温)時における連結点スパン(穴20同士のスパン)をW2とし、上記と同様に後工程である塗装工程のオーブンにて車体1全体が加熱処理されることを考慮し、左右のフロントサイドメンバー8同士を矯正治具10にて連結することなく片持ち支持状態のままで上記オーブン通過時と同等の加熱処理条件で加熱した場合の上記連結点スパンW1を予め解析して、W2とW1との差である熱変形量xを予め定量的に把握しておく。なお、図5において、両者の差であるW1−W2=2xがフロントサイドメンバー8の連結点スパンW1総熱変形量となる。
【0047】
同時に、図5に示すように、常温時における矯正治具10の連結点スパン(穴19同士のスパン)をJ1とし、同矯正治具10を上記オーブン通過時と同等の加熱処理条件で加熱した場合の長手方向での連結点スパンJ1および熱変形量xjを予め解析し、その熱変形量(熱膨張に伴う長手方向の変形量)xjを予め定量的に把握しておく。なお、この熱変形量xjを左右のフロントサイドメンバー8に対応させて左右に振り分けるとそれぞれの熱変形量はxj/2となる。なお、上記の説明から明らかなように、J2は常温(室温)状態での矯正治具10側の連結点スパンを、J1は後工程である塗装工程のオーブンにて加熱処理された際の矯正治具10側の連結点スパンをそれぞれ示しており、両者の差であるJ1−J2=xjが矯正治具10の総熱変形量となる。
【0048】
その上で、上記矯正治具10側の連結点スパンJ2の熱変形量xj/2がフロントサイドメンバー8側の連結点スパンW1の熱変形量xと等しくなるように、双方の連結点となる穴19,20の位置を予め決定しておく。
【0049】
したがって、図3の形態をもって車体1全体を後工程である塗装工程のオーブンにて加熱処理した場合には、フロントサイドメンバー8同士の連結点スパンは矯正治具10の全長とともに熱変形することになるものの、先に述べたようにx=xj/2の関係にあることから、フロントサイドメンバー8同士の連結点スパンに関する熱変形量xと矯正治具10側の連結点スパンに関する熱変形量xj/2とが相殺されることになる。その結果として、矯正治具10には接着剤の加熱硬化による変形のほか、車体1(エンジンコンパートメント2)を構成する板組の合わせ誤差等の影響による応力のみ作用することになり、その応力に対しては矯正治具10の剛性をもって十分に対抗することができるので、上記矯正治具10をもってフロントサイドメンバー8同士のスパンを確実に矯正することができる。
【0050】
なお、オーブンを含む塗装工程を経た後に矯正治具10を取り外し、代わって図1の形態でフロントエンドモジュール4を組み付けることになる。
【0051】
ここで、第2の実施の形態として、上記のように硬化温度の異なる二種類の接着剤を使い分けるのに代えて、二種類の硬化温度の異なる接着剤を混合して使用することを前提として、接合部位に応じて両者の混合比を変えたものを使い分けるようにしても良い。
【0052】
例えば、先に例示した二種類の接着剤であるサンダイン2403とEP138との混合比を変えて後方側接合部16Bと前方側接合部16Aとに塗布する。二種類の接着剤の混合方法は、スタティックミキサの使用する場合のほか、塗布ガン等を用いて異なる接着剤をいわゆる二度引きにより重ね塗りするようにしても良い。そして、接着剤の硬化進行を速めたい部位、上記の例では前方側接合部16Aほど硬化温度の低い接着剤の配合比が多くなるように、逆に後方側接合部16Bほど硬化温度の高い接着剤の配合比が多くなるようにそれぞれの接着剤を各接合部位に塗布するものとする。
【0053】
こうすることにより、前方側接合部16Aと後方側接合部16Bとで硬化温度の異なる接着剤を使いわけた場合と同様の効果が得られることになる。
【0054】
また、第3の実施の形態として、少なくとも二種類以上のガラス転移温度の異なる接着剤を接合部位ごとに使い分けるようにしても良い。
【0055】
なお、上記ガラス転移点(ガラス転移温度・Tg)とは先に述べた通りの二次転移点のことで、接着剤における高分子物質の回転的分子運動が妨げられるようになる温度をいう。この温度以下ではゴム状物質がガラス状に硬化してもろくなるので、ガラス転移点ともいう。すなわち、高分子物質はガラス転移点よりも高温度では網状構造をなす鎖状高分子の各部分の熱運動が激しくいわゆるゴム状弾性を示すが、ガラス転移点以下では熱運動が自由体積の減少によって抑制されて、最終的にには凍結状態となって硬くなり、いわゆるガラス状態に転移するので、その変化点をいう。
【0056】
図4の例では、少なくとも二種類のガラス転移温度の異なる接着剤として例えばガラス転移温度が90℃以上のものと、ガラス転移温度が80℃以下のものを使い分けるものとし、前方側接合部16Aにはガラス転移温度が高い接着剤を、後方接合部16Bにはガラス転移温度が低い接着剤を使い分けることで、ガラス転移温度の低い後方側接合部16Bほど接着剤の硬化による形状凍結が遅れることになり、このことは先に述べたフロントサイドメンバー8の先端側での熱変形量xが小さくなることほかならず、左右のフロントサイドメンバー8同士のスパン精度の悪化を抑制できることになる。
【0057】
さらに第4の実施の形態として、前方側接合部16Aであるか後方側接合部16Bであるかにかかわらず、共に同じ接着剤の使用を前提として、一方側だけ予めいわゆるプレキュアと称される予備加熱を施して、硬化のタイミングを異ならせるようにしても良い。
【0058】
すなわち、図6に示すように、前方側接合部16Aおよび後方側接合部16B共に特性の同じ接着剤の使用を前提とし、その接着剤の塗布後にそれぞれにセルフピアスリベットをもって機械的結合を行ったならば、接着剤の硬化のタイミングを速くして先に固めたい側の接合部、この実施の形態では前方側接合部16Aについて予め予備加熱処理(プレキュア)を施す。この予備加熱処理には例えば工業用ドライヤー21を用いて、200〜300℃程度の熱風を前方側接合部16Aに吹き付けて行う。もちろん、加熱処理手段として工業用ドライヤー21以外に誘導加熱等の手段を用いても良い。
【0059】
この後、塗装工程のオーブンにて車体1全体を加熱すると、昇温に伴って前方側接合部16Aおよび後方側接合部16B共に接着剤の硬化が促進されることになるものの、たとえ同じ加熱条件であっても一部の接着剤に予備加熱が施されていることにより前方側接合部16Aと後方側接合部16Bとでは硬化のタイミングが異なることとなり、予備加熱が施されている前方側接合部16Aの方が先に硬化が進行し、後方側接合部16Bの方が硬化が遅れることになる。その結果として、硬化が遅い後方側接合部16Bほど接着剤の硬化による形状凍結が遅れることになり、このことは先に述べたフロントサイドメンバー8の先端側での熱変形量xが小さくなることほかならず、左右のフロントサイドメンバー8同士のスパン精度の悪化を抑制できることになる。
【図面の簡単な説明】
【0060】
【図1】本発明が適用されるフロントエンドモジュール構造を採用した自動車の車体前部の分解斜視図。
【図2】図1の要部拡大図。
【図3】図1の要部拡大図で、車体骨格部材であるフロントサイドメンバーとフードリッジおよびストラットハウジングの相対位置関係を示す要部斜視図。
【図4】図3の要部拡大図。
【図5】図3に示すフロントサイドメンバーの加熱時の熱変形挙動と矯正治具との関係を示す平面説明図。
【図6】本発明の第2の実施の形態を示す図で、図4と同等部位の斜視図。
【符号の説明】
【0061】
1…車体
2…エンジンコンパートメント
4…鋼板製のフロントエンドモジュール(異種金属パネル)
5…ラジエータコアサポート
8…鋼板製フロントサイドメンバー(異種金属パネル)
9…フードリッジ
10…矯正治具
11…アルミ鋳物製のストラットハウジング(異種金属パネル)
13…フランジ部
15…フランジ部
16A…前方側接合部(接着接合部)
16B…後方側接合部(接着接合部)
【技術分野】
【0001】
本発明は、異種金属パネルの接合構造および接合方法に関し、例えば自動車の前部車体構造としていわゆるフロントエンドモジュール構造を採用する場合に、車体骨格部材であるフロントサイドメンバーやフードリッッジおよびストラットハウジング相互の接合に適した異種金属パネルの接合構造と接合方法に関するものである。
【0002】
ここで、フロントエンドモジュール構造を採用した車体とは、車幅方向強度部材であるラジエータコアサポートやファーストクロスメンバーを母体として左右のヘッドランプユニットやラジエータ等をフロントエンドモジュールとして予めモジュール化しておき、これを車体前面側から組み付けるようにした構造のものをいう。
【背景技術】
【0003】
周知のように、フロントエンドモジュール構造を採用する自動車の車体においては、塗装後の車両組立工程においてフロントエンドモジュールが組み付けられるまでは車体前部がいわゆるオープン構造となっていて、特にエンジンコンパートメントの主要骨格部材である左右のフロントサイドメンバー同士を連結するものが存在せずに左右のフロントサイドメンバーが実質的に片持ち支持状態となっていることから、その左右のフロントサイドメンバー同士のスパン(ピッチ)の精度の悪化(スパンそのものとスパンセンター値の双方を含む)が懸念される。そこで、特許文献1,2に記載のように左右のフロントサイドメンバー同士を連結する治具を採用し、もってその左右のフロントサイドメンバー同士のスパンを矯正することが行われている。
【特許文献1】特開2003−2266号公報
【特許文献2】特開平9−309460号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記のような従来の技術では、車体、特にエンジンコンパートメントを構成している各種のパネルが鋼板製の場合には相応の効果が期待できるものの、車体前部のエンジンコンパートメントを構成しているパネルの一部をアルミニウム系のものに置き換えた場合には必ずしも十分な効果を期待することができなくなる。
【0005】
例えば、車体そのものは鋼板製のものであることを前提としつつ、エンジンコンパートメント(車体前部)の主要構成部品であるストラットハウジングをアルミ鋳物製のものに置き換えることが試みられているが、アルミニウム系材料の線膨張係数は鋼板の約2倍であるため、アルミ鋳物製のストラットハウジングが塗装焼き付け時に温度上昇すると鋼板製の車体に対して大きな熱変形を伴うことになる。
【0006】
その上、アルミ鋳物製のストラットハウジングとその周囲の鋼板製パネルであるフロントサイドメンバーやフードリッジとは異種金属パネル同士の接合となるため、例えばセルフピアスリベット等の機械的結合に際してその接合部にいわゆる電食防止を目的として接着剤を介装して接着接合を併用することが行われる。この接着剤としては構造用接着剤であるところの熱硬化型エポキシ系接着剤を使用することが多く、一般的には塗装工程(下塗り工程)の電着塗装時にオーブンにて例えば170℃×20分程度の条件下で加熱硬化される。
【0007】
このように、高温下でアルミ鋳物製のストラットハウジングが大きく熱変形した状態で接着剤が加熱硬化することになるため、仮に左右のフロントサイドメンバーの同士のスパンを拘束する治具を使用したとしても、そのストラットハウジングに対して接合部を有する左右のフロントサイドメンバー同士のスパンの精度悪化やばらつきを防止することができなくなる。
【0008】
本発明はこのような課題に着目してなされたものであり、上記のような異種金属パネル同士の接合に際して左右のフロントサイドメンバー同士のスパンの精度悪化やばらつきの発生を未然に防止できるようにした接合構造と接合方法を提供するものである。
【課題を解決するための手段】
【0009】
請求項1に記載の発明は、
材質の異なる金属パネル同士を熱硬化型の接着剤で接合した構造であって、一部の接合部位と残りの接合部位とで、接着接合後の加熱硬化処理における硬化時間の異なる接着剤をもって接合してあることを特徴とする。
【0010】
より具体的には、請求項3に記載のように、一部の接合部位と残りの接合部位とで硬化温度の異なる接着剤またはガラス転移点の異なる接着剤をもって接合してあることを特徴とする。
【0011】
ここで、上記ガラス転移点(ガラス転移温度:Tg)とは二次転移点のことで、接着剤における高分子物質の回転的分子運動が妨げられるようになる温度をいう。この温度以下ではゴム状物質がガラス状に硬化してもろくなるので、ガラス転移点ともいう。すなわち、高分子物質はガラス転移点よりも高温度では網状構造をなす鎖状高分子の各部分の熱運動が激しくいわゆるゴム状弾性を示すが、ガラス転移点以下では熱運動が自由体積の減少によって抑制されて、最終的には凍結状態となって硬くなり、いわゆるガラス状態に転移するので、その変化点をいう。
【0012】
請求項2に記載の発明は、請求項1に記載の技術を接合方法として捉えたものであって、一部の接合部位と残りの接合部位とで、接着接合後の加熱硬化処理における硬化時間の異なる接着剤をもって接合することを特徴とする。
【0013】
より具体的には、請求項4に記載のように、一部の接合部位と残りの接合部位とで硬化温度の異なる接着剤またはガラス転移点の異なる接着剤をもって接合することを特徴とする。
【0014】
なお、請求項1〜4に記載の技術においては、異種金属パネル同士の接合であることから、請求項5,6に記載のように、例えばセルフピアスリベット等による金属パネル同士の機械的結合に接着剤による接合を併用したものであることが望ましい。
【0015】
また、接合対象となる異種金属パネル同士の組み合わせは、請求項7,8に記載のように、例えば一方の金属パネルが鋼板、他方の金属パネルがアルミニウム合金製のパネルとする。
【0016】
より具体的には、請求項9,10に記載のように、一方の金属パネルが自動車の車体前部における鋼板製の骨格部材であり、他方の金属パネルがアルミニウム合金製のストラットハウジングであって、接着剤による接合部位のうち車体後方側の部分を車体前方側の部分よりも硬化温度の高い接着剤またはガラス転移点の高い接着剤にて接合するものとする。
【0017】
したがって、少なくとも請求項1〜4に記載の発明では、例えば少なくとも二種類の硬化温度の異なる接着剤を部位に応じて使い分けることにより、それぞれの接着剤の硬化のタイミングひいては金属パネル同士の接着接合にあずかる部分の形状が凍結するタイミングがずれることとなり、結果として金属パネルの熱膨張差による変形を制御・抑制することが可能となる。このような挙動は、硬化温度の異なる接着剤に代えて、ガラス転移点の異なる接着剤を使い分けるようにしても同様に起こり得る。
【0018】
この場合、従来と同様に左右のフロントサイドメンバーの同士のスパンを拘束する治具を併用することがスパン精度向上の上で望ましい。
【0019】
請求項14に記載の発明は、請求項2の記載を前提として、硬化温度の異なる接着剤またはガラス転移点の異なる接着剤を接合部位ごとに使い分けるのに代えて、接着接合後の加熱硬化処理に先立って一部の接合部位の接着剤に予め予備加熱を施すことを特徴とする。
【0020】
したがって、この方法においては、接着剤による接合部位の一部に予め予備加熱処理を施しておくことにより、それぞれの接着剤の硬化のタイミングひいては金属パネル同士の接着接合にあずかる部分の形状が凍結するタイミングがずれることとなり、結果として金属パネルの熱膨張差による変形を制御・抑制することが可能となる。
【発明の効果】
【0021】
請求項1〜4に記載の発明によれば、部位ごとに使い分けた接着剤の硬化のタイミングが異なることになるため、金属パネル同士の接着接合にあずかる部分の形状が凍結するタイミングもまた異なることとなり、金属パネルの熱膨張差による変形を大幅に抑制することが可能となる。
【0022】
また、請求項14に記載も発明によれば、接着接合後の加熱硬化処理に先立って一部の接合部位の接着剤に予め予備加熱を施すようにしたため、請求項1〜4に記載の発明と同様に金属パネルの熱膨張差による変形を大幅に抑制することが可能となる。
【発明を実施するための最良の形態】
【0023】
図1〜5は本発明のより具体的な第1の実施の形態を示す図で、フロントエンドモジュール構造を採用する自動車の車体前部構造に適用した場合の例を示しており、特に図1は自動車の車体前部の概略構造、すなわちフロントエンドモジュール4を備えた車体前部の構造を、図2は図1の要部拡大図をそれぞれ示している。
【0024】
図1に示すように、車体(ボデー)1は、エンジンコンパートメント2や図示しないフロアパネルおよびボデーサイド等のボデーメイン構成要素を相互に組み付けるボデーメイン工程、フロントフェンダー3のほかフード14やドア等の開閉体を組み付けるメタル工程、ならびに塗装工程等を経ることにより順次組み立てられ、その後にフロントエンドモジュール4が組み付けられる。
【0025】
このフロントエンドモジュール4は、図2にも示すように車幅方向強度部材であるラジエータコアサポート5とバンパーレインフォース(ファーストクロスメンバー)6を母体としてこれに左右のヘッドランプユニット7や図外のラジエータおよびその補機類等を予め組み付けてモジュール化したものであって、上記のようにメタル部品の組付完了後であって且つ塗装後にエンジンコンパートメント構成要素でもある車体骨格部材としての左右のフロントサイドメンバー8およびフードリッジ9を締結部位としてボルト締結される。
【0026】
なお、上記フロントエンドモジュール4には後から図示しないバンパーフェイシアが組み付けられることになる。
【0027】
したがって、ラジエータコアサポート5やバンパーレインフォース6がフロントエンドモジュール4単体での骨格部材として機能するが故に、フロントエンドモジュール4が車体1に組み付けられるまではその車体1の前部側にはラジエータコアサポート5やそれに類する車体幅方向の骨格部材(車幅方向強度部材)が付帯しておらず、車体1(エンジンコンパートメント2)の前端はいわゆるオープン構造となっていて、左右のフロントサイドメンバー8はいわゆる片持ち支持状態となっている。そのため、左右のフロントサイドメンバー8をはじめとしてフロントフェンダー3が組み付けられることになるフードリッジ9等の各部の位置精度にばらつきが生じやすい。
【0028】
そこで、エンジンコンパートメント2の前端がオープン構造であって且つ左右のフロントサイドメンバー8がいわゆる片持ち支持構造であることを前提としつつも、エンジンコンパートメント2を構成することになる車体骨格部材同士の接合部、例えば後述するようにフロントサイドメンバー8とストラットハウジング11との接合部、あるいはフードリッジ9とストラットハウジング11との接合部での変形挙動あるいは熱変形を積極的に制御もしくは拘束することで左右のフロントサイドメンバー8同士のスパン(ピッチ)精度、ひいてはそのフロントサイドメンバー8を主要素とするエンジンコンパートメント2各部の位置精度を保証しようとするものである。
【0029】
なお、この場合において、フロントエンドモジュール4が組み付けられるまでの間、車体骨格部材であるラジエータコアサポート5に代えて図3に示すような矯正治具10を併用し、この強制治具10にて左右のフロントサイドメンバー8同士を連結してそのフロントサイドメンバー8同士のなすスパンを矯正・拘束し、もって左右のフロントサイドメンバー8同士のスパン(ピッチ)精度、ひいてはそのフロントサイドメンバー8を主要素とするエンジンコンパートメント2各部の位置精度を保証するのが望ましい。
【0030】
図3に示すように、ボデーメイン工程において、フードリッジ9やストラットハウジング11あるいは左右のフロントサイドメンバー8を主要素としてエンジンコンパートメント2が組み立てる段階で、エンジンコンパートメント2の各構成要素が鋼板製のものであるのに対して上記ストラットハウジング11として例えばアルミ鋳物製のものを採用した場合には、いわゆる異種金属パネル同士の接合となる。
【0031】
そこで、このような場合には、図4にも示すようにフロントサイドメンバー8とフードリッジ9の両者に跨るようにしてアルミ鋳物製のストラットハウジング11がいわゆる架橋的に配設されることになるのであるが、アルミ鋳物製のストラットハウジング11は隣接する鋼板製のエンジンコンパートメント構成要素で且つ車体骨格部材であるフロントサイドメンバー8およびフードリッジ9に対し、先に述べたように電食防止の観点から接着剤を介装した上で例えばセルフピアスリベット(SPR)等の機械的結合手段にて結合する(なお、セルフピアスリベットによる結合部を符号12で示す)。また、上記接着剤を併用したセルフピアスリベットによる接合方法の代表的なものとして例えば特開2005−1655671号公報に記載のものがある。
【0032】
すなわち、図4に示すように、アルミ鋳物製のストラットハウジング11の上下には上記フードリッジ9やフロントクロスメンバー8との結合のために予めフランジ部13および15が一体に曲折形成してあり、そのフランジ部13,15の内側面に予め接着剤を塗布した上でフードリッジ9およびフロントサイドメンバー8に対し先に述べたようにセルフピアスリベット等の機械的結合手段にて結合する。
【0033】
上記接着剤としては、例えば熱硬化型一液エポキシ系接着剤が使用される。また、セルフピアスリベットに代表されるような機械的結合手段としては、そのセルフピアスリベットに代えて、ボルト・ナット結合、メカニカルクリンチ、ブラインドリベット等を採用することもできる。
【0034】
こうしてフードリッジ9やストラットハウジング11あるいは左右のフロントサイドメンバー8を主要素としてエンジンコンパートメント2が組み立てられた段階で、図3に示す矯正治具10を用いて左右のフロントサイドメンバー8同士を連結して両者のスパンW1(図5参照)を矯正・拘束する。これにより、フロントサイドメンバー8同士の先端部が矯正治具10にて結合されることによりフロントサイドメンバー8が片持ち支持構造でなくなり、同時にエンジンコンパートメント2もいわゆるオープン構造の形態ではなくなる。
【0035】
そして、このように左右のフロントサイドメンバー8同士を矯正治具10にて拘束した状態のままで車体を以降の各工程に流す。
【0036】
上記のようにフロントサイドメンバー8とストラットハウジング11との接合部、およびフードリッジ9とストラットハウジング11との接合部にそれぞれ採用した接着剤は熱硬化型のものであるが故に、車体組立完了後の塗装工程のオーブンにて電着塗膜(いわゆる下塗り塗膜)の乾燥と焼き付け処理を行う際に同時に加熱処理されて硬化することになる。上記オーブンでの一般的な加熱条件は例えば170℃×20分程度である。
【0037】
塗装のオーブンを出た車体は室温まで冷却される。その過程で接着剤の物性は変化する。例えば、ガラス転移温度よりも高い温度では接着剤は相対的に柔らかく、ガラス転移温度よりも低い温度では接着剤は相対的に固くなる。
【0038】
この場合において、異種金属パネル同士の接合部、特に先に述べた鋼板製のフロントサイドメンバー8とアルミ鋳物製のストラットハウジング11との接合部、および同じく鋼板製のフードリッジ9とアルミ鋳物製のストラットハウジング11との接合部では、材料自体の線膨張差のために、塗装オーブンの中で最も膨張した状態で接着剤が硬化する一方、その後の冷却過程で接着剤の収縮や固化が進行し、それらの複合作用の影響でフロントサイドメンバー8等が変形して、そのフロントサイドメンバー8同士のスパン精度が低下することとなる。
【0039】
ここで、図5に示すように、左右のフロントサイドメンバー8同士が片持ち支持状態のままで後工程である塗装工程のオーブンにて加熱処理した場合、それらのフロントサイドメンバー8は素材自体の熱変形のほかストラットハウジング11(図4参照)の接合部に採用されている接着剤の加熱硬化の影響を受けて変形し、特に図5に実線で示すようにフロントサイドメンバー8のうち基準部となる車体後方側(根元側)と反対側、すなわちフロントサイドメンバー8の長手方向において車体前方側ほど左右のフロントサイドメンバー8同士のスパンに関する熱変形量xが大きくなる傾向にある。そうすると、フロントサイドメンバー8およびフードリッジ9に対するストラットハウジング11の接着接合部のうち前方側ほど形状凍結を早めて、後方側ほど形状凍結を遅らせることが上記熱変形量xを抑制する上で有効となる。
【0040】
そこで、本実施の形態では、図4に示すようにフロントサイドメンバー8およびフードリッジ9に対するストラットハウジング11の接着剤接合部を前方側接合部16Aと後方側接合部16Bとに分けて、各部位ごとに特性の異なる接着剤を使用して接合を行うものとする。
【0041】
接着剤の基本的な考え方としては、早く固めたい部位には硬化速度の速い接着剤やガラス転移点(ガラス転移温度)の高い接着剤が採用が有効ではあるものの、板厚や材質の比熱の違い等に応じて車体各部の上昇温度、降下速度が異なることから、部位ごとの接着剤の適用は柔軟に行う必要がある。
【0042】
より具体的には、本実施の形態では図4に示した接着接合部16A,16Bに硬化温度の異なる二種類の接着剤を使い分けるものとし、後方側接合部16Bに硬化温度の高い接着剤(硬化の遅い接着剤)を、前方側接合部16Aに硬化温度の低い接着剤(硬化の速い接着剤)をそれぞれ使い分けるものとし、硬化温度の高い接着剤としては例えばサンダイン2403(アサヒゴム社製、硬化条件170℃×20分)を、硬化温度の低い接着剤としては例えばEP138(セメダイン社製、硬化条件150℃×20分)をそれぞれ使用するものとする。
【0043】
このように接合部位に応じて接着剤を使い分けることにより、いずれの接着剤も塗装オーブンでの加熱時に共に硬化反応して硬化が進行することになるものの、硬化温度の低い接着剤が採用されている前方側接合部16Aでは速い時期に硬化が進行してその接着接合による形状凍結が速くなり、逆に硬化温度の低い接着剤が採用されている後方側接合部16Bでは前方側接合部16Aよりも硬化が遅れ気味となってその接着接合による形状凍結が遅くなる。つまり、異種金属パネル同士に接合部において後方側接合部16Aと前方側接合部16Bとでは接着剤の硬化のタイミング、ひいてはその接着接合による形状凍結のタイミングが異なることとなり、異種金属パネルの熱膨張差による変形を積極的に制御もしくは拘束できるようになる。そして、後方側接合部16Bほど接着剤の硬化による形状凍結が遅れることは先に述べたフロントサイドメンバー8の先端側での熱変形量x(図5参照)が小さくなることほかならず、左右のフロントサイドメンバー8同士にスパン精度の悪化を抑制できることになる。
【0044】
ここで、図3のようにフードリッジ9やストラットハウジング11あるいは左右のフロントサイドメンバー8を主要素としてエンジンコンパートメント2が組み立てられた段階で、矯正治具10を用いて左右のフロントサイドメンバー8同士を連結して両者のスパンW1(図5参照)を矯正・拘束することは先に述べた。
【0045】
矯正治具10は、図3に示すように例えば十分な剛性を有した角パイプ状(鋼材製)の治具本体17の両端に同じく鋼板製の矩形状のブラケット18を溶接等にて固定したもので、そのブラケット18にはフロントサイドメンバー8との連結点となる例えばボルト締結のための穴19が形成されており、ボルト・ナット締結をもって矯正治具10を介して左右一対のフロントサイドメンバー8同士が結合される。なお、図5に示すようにフロントサイドメンバー8側にも穴19に対応する穴20が予め形成されている。
【0046】
そして、本実施の形態では左右のフロントサイドメンバー8同士を矯正治具10にて連結した状態のままで以降のメタル工程や塗装工程に車体1を流すことを前提としていることから、後工程である塗装工程のオーブンにて矯正治具10が車体1全体とともに加熱処理されることを考慮し、図5に示すように、左右のフロントサイドメンバー8同士が片持ち支持状態にあるときの室温(常温)時における連結点スパン(穴20同士のスパン)をW2とし、上記と同様に後工程である塗装工程のオーブンにて車体1全体が加熱処理されることを考慮し、左右のフロントサイドメンバー8同士を矯正治具10にて連結することなく片持ち支持状態のままで上記オーブン通過時と同等の加熱処理条件で加熱した場合の上記連結点スパンW1を予め解析して、W2とW1との差である熱変形量xを予め定量的に把握しておく。なお、図5において、両者の差であるW1−W2=2xがフロントサイドメンバー8の連結点スパンW1総熱変形量となる。
【0047】
同時に、図5に示すように、常温時における矯正治具10の連結点スパン(穴19同士のスパン)をJ1とし、同矯正治具10を上記オーブン通過時と同等の加熱処理条件で加熱した場合の長手方向での連結点スパンJ1および熱変形量xjを予め解析し、その熱変形量(熱膨張に伴う長手方向の変形量)xjを予め定量的に把握しておく。なお、この熱変形量xjを左右のフロントサイドメンバー8に対応させて左右に振り分けるとそれぞれの熱変形量はxj/2となる。なお、上記の説明から明らかなように、J2は常温(室温)状態での矯正治具10側の連結点スパンを、J1は後工程である塗装工程のオーブンにて加熱処理された際の矯正治具10側の連結点スパンをそれぞれ示しており、両者の差であるJ1−J2=xjが矯正治具10の総熱変形量となる。
【0048】
その上で、上記矯正治具10側の連結点スパンJ2の熱変形量xj/2がフロントサイドメンバー8側の連結点スパンW1の熱変形量xと等しくなるように、双方の連結点となる穴19,20の位置を予め決定しておく。
【0049】
したがって、図3の形態をもって車体1全体を後工程である塗装工程のオーブンにて加熱処理した場合には、フロントサイドメンバー8同士の連結点スパンは矯正治具10の全長とともに熱変形することになるものの、先に述べたようにx=xj/2の関係にあることから、フロントサイドメンバー8同士の連結点スパンに関する熱変形量xと矯正治具10側の連結点スパンに関する熱変形量xj/2とが相殺されることになる。その結果として、矯正治具10には接着剤の加熱硬化による変形のほか、車体1(エンジンコンパートメント2)を構成する板組の合わせ誤差等の影響による応力のみ作用することになり、その応力に対しては矯正治具10の剛性をもって十分に対抗することができるので、上記矯正治具10をもってフロントサイドメンバー8同士のスパンを確実に矯正することができる。
【0050】
なお、オーブンを含む塗装工程を経た後に矯正治具10を取り外し、代わって図1の形態でフロントエンドモジュール4を組み付けることになる。
【0051】
ここで、第2の実施の形態として、上記のように硬化温度の異なる二種類の接着剤を使い分けるのに代えて、二種類の硬化温度の異なる接着剤を混合して使用することを前提として、接合部位に応じて両者の混合比を変えたものを使い分けるようにしても良い。
【0052】
例えば、先に例示した二種類の接着剤であるサンダイン2403とEP138との混合比を変えて後方側接合部16Bと前方側接合部16Aとに塗布する。二種類の接着剤の混合方法は、スタティックミキサの使用する場合のほか、塗布ガン等を用いて異なる接着剤をいわゆる二度引きにより重ね塗りするようにしても良い。そして、接着剤の硬化進行を速めたい部位、上記の例では前方側接合部16Aほど硬化温度の低い接着剤の配合比が多くなるように、逆に後方側接合部16Bほど硬化温度の高い接着剤の配合比が多くなるようにそれぞれの接着剤を各接合部位に塗布するものとする。
【0053】
こうすることにより、前方側接合部16Aと後方側接合部16Bとで硬化温度の異なる接着剤を使いわけた場合と同様の効果が得られることになる。
【0054】
また、第3の実施の形態として、少なくとも二種類以上のガラス転移温度の異なる接着剤を接合部位ごとに使い分けるようにしても良い。
【0055】
なお、上記ガラス転移点(ガラス転移温度・Tg)とは先に述べた通りの二次転移点のことで、接着剤における高分子物質の回転的分子運動が妨げられるようになる温度をいう。この温度以下ではゴム状物質がガラス状に硬化してもろくなるので、ガラス転移点ともいう。すなわち、高分子物質はガラス転移点よりも高温度では網状構造をなす鎖状高分子の各部分の熱運動が激しくいわゆるゴム状弾性を示すが、ガラス転移点以下では熱運動が自由体積の減少によって抑制されて、最終的にには凍結状態となって硬くなり、いわゆるガラス状態に転移するので、その変化点をいう。
【0056】
図4の例では、少なくとも二種類のガラス転移温度の異なる接着剤として例えばガラス転移温度が90℃以上のものと、ガラス転移温度が80℃以下のものを使い分けるものとし、前方側接合部16Aにはガラス転移温度が高い接着剤を、後方接合部16Bにはガラス転移温度が低い接着剤を使い分けることで、ガラス転移温度の低い後方側接合部16Bほど接着剤の硬化による形状凍結が遅れることになり、このことは先に述べたフロントサイドメンバー8の先端側での熱変形量xが小さくなることほかならず、左右のフロントサイドメンバー8同士のスパン精度の悪化を抑制できることになる。
【0057】
さらに第4の実施の形態として、前方側接合部16Aであるか後方側接合部16Bであるかにかかわらず、共に同じ接着剤の使用を前提として、一方側だけ予めいわゆるプレキュアと称される予備加熱を施して、硬化のタイミングを異ならせるようにしても良い。
【0058】
すなわち、図6に示すように、前方側接合部16Aおよび後方側接合部16B共に特性の同じ接着剤の使用を前提とし、その接着剤の塗布後にそれぞれにセルフピアスリベットをもって機械的結合を行ったならば、接着剤の硬化のタイミングを速くして先に固めたい側の接合部、この実施の形態では前方側接合部16Aについて予め予備加熱処理(プレキュア)を施す。この予備加熱処理には例えば工業用ドライヤー21を用いて、200〜300℃程度の熱風を前方側接合部16Aに吹き付けて行う。もちろん、加熱処理手段として工業用ドライヤー21以外に誘導加熱等の手段を用いても良い。
【0059】
この後、塗装工程のオーブンにて車体1全体を加熱すると、昇温に伴って前方側接合部16Aおよび後方側接合部16B共に接着剤の硬化が促進されることになるものの、たとえ同じ加熱条件であっても一部の接着剤に予備加熱が施されていることにより前方側接合部16Aと後方側接合部16Bとでは硬化のタイミングが異なることとなり、予備加熱が施されている前方側接合部16Aの方が先に硬化が進行し、後方側接合部16Bの方が硬化が遅れることになる。その結果として、硬化が遅い後方側接合部16Bほど接着剤の硬化による形状凍結が遅れることになり、このことは先に述べたフロントサイドメンバー8の先端側での熱変形量xが小さくなることほかならず、左右のフロントサイドメンバー8同士のスパン精度の悪化を抑制できることになる。
【図面の簡単な説明】
【0060】
【図1】本発明が適用されるフロントエンドモジュール構造を採用した自動車の車体前部の分解斜視図。
【図2】図1の要部拡大図。
【図3】図1の要部拡大図で、車体骨格部材であるフロントサイドメンバーとフードリッジおよびストラットハウジングの相対位置関係を示す要部斜視図。
【図4】図3の要部拡大図。
【図5】図3に示すフロントサイドメンバーの加熱時の熱変形挙動と矯正治具との関係を示す平面説明図。
【図6】本発明の第2の実施の形態を示す図で、図4と同等部位の斜視図。
【符号の説明】
【0061】
1…車体
2…エンジンコンパートメント
4…鋼板製のフロントエンドモジュール(異種金属パネル)
5…ラジエータコアサポート
8…鋼板製フロントサイドメンバー(異種金属パネル)
9…フードリッジ
10…矯正治具
11…アルミ鋳物製のストラットハウジング(異種金属パネル)
13…フランジ部
15…フランジ部
16A…前方側接合部(接着接合部)
16B…後方側接合部(接着接合部)
【特許請求の範囲】
【請求項1】
材質の異なる金属パネル同士を熱硬化型の接着剤で接合した構造であって、
一部の接合部位と残りの接合部位とで、接着接合後の加熱硬化処理における硬化時間の異なる接着剤をもって接合してあることを特徴とする異種金属パネルの接合構造。
【請求項2】
材質の異なる金属パネル同士を熱硬化型の接着剤で接合する方法であって、
一部の接合部位と残りの接合部位とで、接着接合後の加熱硬化処理における硬化時間の異なる接着剤をもって接合することを特徴とする異種金属パネルの接合方法。
【請求項3】
一部の接合部位と残りの接合部位とで硬化温度の異なる接着剤またはガラス転移点の異なる接着剤をもって接合してあることを特徴とする請求項1に記載の異種金属パネルの接合構造。
【請求項4】
一部の接合部位と残りの接合部位とで硬化温度の異なる接着剤またはガラス転移点の異なる接着剤をもって接合することを特徴とする請求項2に記載の異種金属パネルの接合方法。
【請求項5】
金属パネル同士の機械的結合に接着剤による接合を併用したものであることを特徴とする請求項3に記載の異種金属パネルの接合構造。
【請求項6】
金属パネル同士の機械的結合に接着剤による接合を併用することを特徴とする請求項4に記載の異種金属パネルの接合方法。
【請求項7】
一方の金属パネルが鋼板であり、他方の金属パネルがアルミニウム合金製のパネルであることを特徴とする請求項3または5に記載の異種金属パネルの接合構造。
【請求項8】
一方の金属パネルが鋼板であり、他方の金属パネルがアルミニウム合金製のパネルであることを特徴とする請求項4または6に記載の異種金属パネルの接合方法。
【請求項9】
一方の金属パネルが自動車の車体前部における鋼板製の骨格部材であり、他方の金属パネルがアルミニウム合金製のストラットハウジングであって、
接着剤による接合部位のうち車体後方側の部分を車体前方側の部分よりも硬化温度の高い接着剤またはガラス転移点の高い接着剤にて接合してあることを特徴とする請求項3または5に記載の異種金属パネルの接合構造。
【請求項10】
一方の金属パネルが自動車の車体前部における鋼板製の骨格部材であり、他方の金属パネルがアルミニウム合金製のストラットハウジングであって、
接着剤による接合部位のうち車体後方側の部分を車体前方側の部分よりも硬化温度の高い接着剤またはガラス転移点の高い接着剤にて接合することを特徴とする請求項4または6に記載の異種金属パネルの接合方法。
【請求項11】
上記一方の金属パネルである骨格部材はフロントサイドメンバーとフードリッジを含んでいて、他方の金属パネルであるアルミ鋳物製のストラットハウジングが上記フロントサイドメンバーとフードリッジとに跨って架橋的に接合されていることを特徴とする請求項9に記載の異種金属パネル金属パネルの接合構造。
【請求項12】
上記一方の金属パネルである骨格部材はフロントサイドメンバーとフードリッジを含んでいて、他方の金属パネルであるアルミ鋳物製のストラットハウジングが上記フロントサイドメンバーとフードリッジとに跨るように架橋的に接合することを特徴とする請求項10に記載の異種金属パネル金属パネルの接合方法。
【請求項13】
接着剤の加熱硬化処理は車体塗装後のオーブンでの加熱硬化処理をもって行うことを特徴とする請求項10または12に記載の異種金属パネル金属パネルの接合方法。
【請求項14】
接着接合後の加熱硬化処理に先立って一部の接合部位の接着剤に予め予備加熱を施すことを特徴とする請求項2に記載の異種金属パネルの接合方法。
【請求項15】
金属パネル同士の機械的結合に接着剤による接合を併用することを特徴とする請求項14に記載の異種金属パネルの接合方法。
【請求項16】
一方の金属パネルが鋼板であり、他方の金属パネルがアルミニウム合金製のパネルであることを特徴とする請求項14または15に記載の異種金属パネルの接合方法。
【請求項17】
一方の金属パネルが自動車の車体前部における鋼板製の骨格部材であり、他方の金属パネルがアルミニウム合金製のストラットハウジングであって、
接着剤による接合部位のうち車体前方側の部分に予備加熱を施すことを特徴とする請求項14または15に記載の異種金属パネルの接合方法。
【請求項18】
上記一方の金属パネルである骨格部材はフロントサイドメンバーとフードリッジを含んでいて、他方の金属パネルであるアルミ鋳物製のストラットハウジングが上記フロントサイドメンバーとフードリッジとに跨るように架橋的に接合するることを特徴とする請求項17に記載の異種金属パネルの接合方法。
【請求項19】
接着剤の加熱硬化処理は車体塗装後のオーブンでの加熱硬化処理をもって行うことを特徴とする請求項17または18に記載の異種金属パネルの接合方法。
【請求項1】
材質の異なる金属パネル同士を熱硬化型の接着剤で接合した構造であって、
一部の接合部位と残りの接合部位とで、接着接合後の加熱硬化処理における硬化時間の異なる接着剤をもって接合してあることを特徴とする異種金属パネルの接合構造。
【請求項2】
材質の異なる金属パネル同士を熱硬化型の接着剤で接合する方法であって、
一部の接合部位と残りの接合部位とで、接着接合後の加熱硬化処理における硬化時間の異なる接着剤をもって接合することを特徴とする異種金属パネルの接合方法。
【請求項3】
一部の接合部位と残りの接合部位とで硬化温度の異なる接着剤またはガラス転移点の異なる接着剤をもって接合してあることを特徴とする請求項1に記載の異種金属パネルの接合構造。
【請求項4】
一部の接合部位と残りの接合部位とで硬化温度の異なる接着剤またはガラス転移点の異なる接着剤をもって接合することを特徴とする請求項2に記載の異種金属パネルの接合方法。
【請求項5】
金属パネル同士の機械的結合に接着剤による接合を併用したものであることを特徴とする請求項3に記載の異種金属パネルの接合構造。
【請求項6】
金属パネル同士の機械的結合に接着剤による接合を併用することを特徴とする請求項4に記載の異種金属パネルの接合方法。
【請求項7】
一方の金属パネルが鋼板であり、他方の金属パネルがアルミニウム合金製のパネルであることを特徴とする請求項3または5に記載の異種金属パネルの接合構造。
【請求項8】
一方の金属パネルが鋼板であり、他方の金属パネルがアルミニウム合金製のパネルであることを特徴とする請求項4または6に記載の異種金属パネルの接合方法。
【請求項9】
一方の金属パネルが自動車の車体前部における鋼板製の骨格部材であり、他方の金属パネルがアルミニウム合金製のストラットハウジングであって、
接着剤による接合部位のうち車体後方側の部分を車体前方側の部分よりも硬化温度の高い接着剤またはガラス転移点の高い接着剤にて接合してあることを特徴とする請求項3または5に記載の異種金属パネルの接合構造。
【請求項10】
一方の金属パネルが自動車の車体前部における鋼板製の骨格部材であり、他方の金属パネルがアルミニウム合金製のストラットハウジングであって、
接着剤による接合部位のうち車体後方側の部分を車体前方側の部分よりも硬化温度の高い接着剤またはガラス転移点の高い接着剤にて接合することを特徴とする請求項4または6に記載の異種金属パネルの接合方法。
【請求項11】
上記一方の金属パネルである骨格部材はフロントサイドメンバーとフードリッジを含んでいて、他方の金属パネルであるアルミ鋳物製のストラットハウジングが上記フロントサイドメンバーとフードリッジとに跨って架橋的に接合されていることを特徴とする請求項9に記載の異種金属パネル金属パネルの接合構造。
【請求項12】
上記一方の金属パネルである骨格部材はフロントサイドメンバーとフードリッジを含んでいて、他方の金属パネルであるアルミ鋳物製のストラットハウジングが上記フロントサイドメンバーとフードリッジとに跨るように架橋的に接合することを特徴とする請求項10に記載の異種金属パネル金属パネルの接合方法。
【請求項13】
接着剤の加熱硬化処理は車体塗装後のオーブンでの加熱硬化処理をもって行うことを特徴とする請求項10または12に記載の異種金属パネル金属パネルの接合方法。
【請求項14】
接着接合後の加熱硬化処理に先立って一部の接合部位の接着剤に予め予備加熱を施すことを特徴とする請求項2に記載の異種金属パネルの接合方法。
【請求項15】
金属パネル同士の機械的結合に接着剤による接合を併用することを特徴とする請求項14に記載の異種金属パネルの接合方法。
【請求項16】
一方の金属パネルが鋼板であり、他方の金属パネルがアルミニウム合金製のパネルであることを特徴とする請求項14または15に記載の異種金属パネルの接合方法。
【請求項17】
一方の金属パネルが自動車の車体前部における鋼板製の骨格部材であり、他方の金属パネルがアルミニウム合金製のストラットハウジングであって、
接着剤による接合部位のうち車体前方側の部分に予備加熱を施すことを特徴とする請求項14または15に記載の異種金属パネルの接合方法。
【請求項18】
上記一方の金属パネルである骨格部材はフロントサイドメンバーとフードリッジを含んでいて、他方の金属パネルであるアルミ鋳物製のストラットハウジングが上記フロントサイドメンバーとフードリッジとに跨るように架橋的に接合するることを特徴とする請求項17に記載の異種金属パネルの接合方法。
【請求項19】
接着剤の加熱硬化処理は車体塗装後のオーブンでの加熱硬化処理をもって行うことを特徴とする請求項17または18に記載の異種金属パネルの接合方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−309471(P2007−309471A)
【公開日】平成19年11月29日(2007.11.29)
【国際特許分類】
【出願番号】特願2006−141018(P2006−141018)
【出願日】平成18年5月22日(2006.5.22)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成19年11月29日(2007.11.29)
【国際特許分類】
【出願日】平成18年5月22日(2006.5.22)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]