
Fターム[2F065AA22]の内容
光学的手段による測長装置 (194,290) | 測定内容 (27,691) | 長さ;径;間隙;深さ (3,606) | 1方向の (823)
Fターム[2F065AA22]に分類される特許
61 - 80 / 823
乗員検知装置
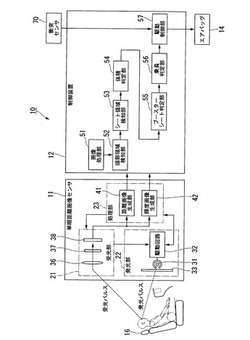
【課題】乗員とチャイルドシートとの存在を精度良く判定する。
【解決手段】乗員検知装置10は、単眼距離画像センサ11から出力される距離画像に基づき、乗員の頭部領域を検知する頭部領域検知部52およびシートの領域を検知するシート領域検知部53と、シートの領域を距離画像から除去して得られるシート領域除去画像に基づき、頭部領域を有する乗員領域の体積を推定し、該体積が所定体積範囲内であるか否かを判定する体積判定部54と、乗員領域の体積が所定体積範囲内であると判定された場合に、頭部領域の断面画像と乗員領域の断面画像とを比較し、乗員の肩部の有無を判定し、乗員の肩部が存在すると判定された場合には乗員領域には大人が存在すると判定し、乗員の肩部が存在しないと判定された場合には乗員領域にはチャイルドシートおよび該チャイルドシートに着座した子供が存在すると判定する乗員判定部56とを備える。
(もっと読む)
物体のサイズ検査方法

【課題】信頼性が高く、簡易で日常的な検査に適した物体のサイズ検査方法を提供する。
【解決手段】物体の二次元形状が二次元空間である所定長さのスリットを通過するか否かにより、物体のサイズを検査する。物体を撮像して画像データを取得し、画像データを二値化処理し、二値化処理した二値画像に基づいて物体に対応する画素の連結領域を特定し、画素の連結領域において輪郭構成画素を順次特定し、輪郭構成画素の一つを起点として、第一の点は第一の方向に移動させ、第二の点は第二の方向に移動させるとともに第一の点との直線距離がスリットの所定長さである規定値以上となる場合にのみ第一の方向に移動させ、第一の点が輪郭構成画素を一巡し起点となる画素に戻るまでの間に、輪郭構成画素のすべてを、第一の点と第二の点の少なくともいずれかが通過した状態で該第一の点と第二の点とが一致することで、物体の二次元形状がスリットを通過するものと判断する。
(もっと読む)
光学系の光学面の間隔を測定する方法及び装置
【課題】本発明の目的は、単レンズ又は多レンズ光学系の光学面の間隔が確実かつ高精度に測定され得る装置及び方法を指定することである。
【解決手段】多レンズ光学系(38)の光学面(S1、S2、S3)の間隔を測定する方法の場合に、光学系のセンタリング状態は、光学系(38)の少なくとも2つの光学面(S1、S2、S3)を考慮することにより記録される。光学系(38)は、センタリング状態を考慮して、光学系(38)の光軸(40)が参照軸(34)とできる限り揃うように調節される。次のステップでは、光学面(S1、S2、S3)の間隔が、短コヒーレンス干渉計(24)を用いて決定される。この目的のために光学系(38)に向けられる測定光線(50)は、参照軸(34)に沿っている。試験片(38)の事前の調節により、光学系の少なくとも2つの光学面を考慮して、高精度の測定が得られる。
(もっと読む)
接触可能性検知装置、接触可能性検知方法、及びプログラム
【課題】対象車両の自車両への接触の可能性の有無の判定精度を向上させる。
【解決手段】測距部11は、自車両と対象車両との間の距離の計測を行う。方位角変化率算出部12は、自車両に搭載されている車載カメラ2が対象車両を撮像して得た時系列の撮像画像に基づいて、当該対象車両の水平線方向の端部を当該自車両から見たときの方位角の時間変化率を算出する。そして、判定部13は、測距部11により計測された距離と、方位角変化率算出部12により算出された、前述の方位角の時間変化率とに基づいて、対象車両の自車両への接触の可能性の有無を判定する。
(もっと読む)
突き合わせ溶接部の溶接品質評価装置
【課題】溶接線の径が多様に変化する筒形状部材であっても、計測機器の種類を増やすことなく、また、計測作業時間の増大を極力抑制する。
【解決手段】カメラ装置4が第1の撮影位置での溶接裏波8の全周にわたる撮影を終了すると、その装置本体41は移動ステージ42により第2の撮影位置に移動され、同様に、溶接裏波8の全周にわたる撮影を行う。このときの第1の撮影位置から第2の撮影位置までの距離Lは、第1の撮影位置におけるカメラ装置4と、撮影対象地点である溶接裏波8との間の距離Hに応じて設定される。そして、これら2個所の撮影位置で撮影された画像情報により、三角測量の原理に基づき溶接裏波8の3次元形状情報が演算され、この3次元形状情報に基づき突き合わせ溶接部の溶接品質が評価される。
(もっと読む)
センサを位置決めするためのシステム及び方法
【課題】互いに対して移動できる複数の障壁部を通過するセンサを位置決めするシステム及び方法を提供する。
【解決手段】内側障壁部14及び外側障壁部16を通ってセンサ12を位置決めするシステム10は、内側又は外側障壁部14、16と係合するよう構成された第1のカラー18と、折り畳み可能カップリング32と、折り畳み可能カップリング32に接続されたセンサ支持部22と、を含む。折り畳み可能カップリング32又はセンサ支持部22は、第1のカラー18とシール係合しており、第1のカラー18、折り畳み可能カップリング32、及びセンサ支持部22が通路を画成する。
(もっと読む)
表面欠陥検査装置
【課題】金属帯の幅方向に配列された複数台の撮像装置に故障などの異常が生じたことを正確に検出して表面欠陥の見逃し等を防止することのできる表面欠陥検査装置を提供する。
【解決手段】表面欠陥検査装置2は、撮像装置3〜6と、その撮像領域に照明光を照射する照明装置7と、撮像装置により撮像された画像を記憶する画像メモリ9と、画像メモリに記憶された画像を画像処理して金属帯1の表面欠陥を検出する欠陥検出装置10とを備え、さらに、画像メモリに記憶された画像から金属帯のエッジを検出するエッジ検出部16と、検出されたエッジから金属帯の板幅を算出する板幅算出部17と、撮像装置から出力された画像信号の平均輝度レベルを算出する平均輝度算出部18と、算出された板幅を金属帯の真の板幅情報と比較すると共に算出された平均輝度レベルを閾値レベルと比較して撮像装置3〜6の異常を判断する異常判断部19とを有してなる異常検出装置15を備えている。
(もっと読む)
パッケージのサイズを測定するための装置
【課題】正確な測定、使用の容易さおよび効率、適応性および柔軟性を有するレセプターモジュールの複数の信号レセプターを調整する方法を提供する。
【解決手段】各レセプターに対して、(a)レセプターを最大の信号にさらす工程と、(b)レセプターの出力を最大の信号から測定する工程と、(c)レセプターを最小の信号にさらす工程と、(d)レセプターの出力を最小の信号から測定する工程と、(e)最大の信号から所定基準の最大に出力をマッピングし、最小の信号から所定基準の最小に出力をマッピングするマッピング機能を決定する工程と、(f)複数の測定における使用に対して、レセプターモジュールに結合されたローカル制御装置においてマッピング機能を記憶する工程とを含む。
(もっと読む)
光学式位置検出装置および位置検出機能付き機器
【課題】少ない数の検出用光源部であっても、広い領域にわたって対象物体の位置を検出することのできる光学式位置検出装置、および位置検出機能付き機器を提供すること。
【解決手段】光学式位置検出装置10は、第1検出用光源部12Aおよび第2検出用光源部12Bから検出光L2を出射し、検出対象空間10Rの対象物体Obで反射した検出光L2の一部を光検出部30で受光して対象物体Obの位置を検出する。第1検出用光源部12Aおよび第2検出用光源部12Bは、検出対象空間10RからX軸方向で離間しており、光検出部30は、検出対象空間10Rから第1検出用光源部12Aおよび第2検出用光源部12BよりY軸方向で離間している。このため、検出光L2が対象物体Obで正反射して光検出部30に入射するような対象物体Obの特異位置を、よりX軸方向の外側にシフトさせることができる。
(もっと読む)
プロキシミティ露光装置、プロキシミティ露光装置の基板位置決め方法、及び表示用パネル基板の製造方法
【課題】安価な構成で、チャックのθ方向の傾きを精度良く検出して、基板のθ方向の位置決めを精度良く行う。
【解決手段】X方向(又はY方向)へ移動する第1のステージ(14)、第1のステージに搭載されY方向(又はX方向)へ移動する第2のステージ(16)、及び第2のステージに搭載されθ方向へ回転する第3のステージ(17)を有する移動ステージにチャック(10a,10b)を搭載する。チャック(10a,10b)に複数の光学式変位計(41)を設け、複数の光学式変位計(41)により、第2のステージ(16)に取り付けた第2の反射手段(35)までの距離を複数箇所で測定する。複数の光学式変位計(41)の測定結果から、チャック(10a,10b)のθ方向の傾きを検出し、検出結果に基づき、第3のステージ(17)によりチャック(10a,10b)をθ方向へ回転して、基板(1)のθ方向の位置決めを行う。
(もっと読む)
検査装置、検査方法、検査装置用プログラムおよび露光システム
【課題】パターン形状の測定精度を向上させた検査装置を提供する。
【解決手段】下地層の上に所定のパターンを有するウェハ5のパターンを検査する検査装置であって、対物レンズ7の瞳面もしくは該瞳面と共役な面における領域毎の光の強度情報を検出する撮像素子18と、パターンの形状変化に対しては強度情報の変化が異なり、下地層の変化に対しては強度情報の変化が同程度である、瞳面もしくは該瞳面と共役な面内の第1領域と第2領域の位置情報をそれぞれ記憶する記憶部と、撮像素子18で検出される、第1領域の強度情報と、第2領域の強度情報との差異に基づいてパターンの形状を求める演算処理部20とを備えている。
(もっと読む)
容器の判別方法
【課題】画像処理によって廃棄物中に混在しているペットボトルを確実に判別可能とすることを課題とする。
【解決手段】被判別対象の撮影工程と、被判別対象の二値化画像を作成する二値化工程と、前記二値化画像から前記容器の口部分の形状を抽出する口部分形状抽出工程と、前記二値化画像の容器の口部分を含む画像部分を、容器を輪切りするように帯状に複数の区域に区分けする区域分け工程と、前記区域毎に容器に該当する領域の横幅をそれぞれ計測する横幅計測工程と、前記区域毎に、各区域において同一の方向に隣接する区域との前記横幅の差又は比率を求め、求めた値を判別値とする判別値演算工程と、前記判別値と事前に設定した閾値とを比較する形状判断工程とからなり、該形状判断工程での比較の結果に基づいて前記容器がペットボトルであるか否かを判別する、という技術的手段を講じた。
(もっと読む)
ラベル検査方法及び装置
【課題】容器に貼付されたラベルの良否がラベラ内で検査できるラベル検査装置を提供する。
【解決手段】自転しながら公転軌道3aを公転する容器2にラベル7を貼付するラベラ1と、ラベラ1の公転軌道3aを挟んで対向し、かつラベルの正面方向またはラベルの側面方向に設置された少なくとも一対の撮像手段12a〜12dと、撮像手段12a〜12dが撮像した容器2の画像をから容器2に貼付されたラベル7の特徴点を計測する画像計測演算手段22と、ラベル7の良否を判定する基準値が設定された良否判定基準値設定手段23と、画像計測演算手段22が計測した特徴点と基準値とを比較演算してラベル7の良否を判定する良否判定演算手段25とから構成したもので、ラベラ1内に撮像手段12a〜12dを設置するだけでよいため、既存のラベラにも容易かつ安価に実施することができる。
(もっと読む)
欠陥検査方法、微弱光検出方法および微弱光検出器
【課題】
微小な欠陥を検出すること、検出した欠陥の寸法を高精度に計測することなどが求められる。
【解決手段】
光源から出射した光を、調整する照明光調整工程と、前記照明光調整工程により得られる光束を所望の照明強度分布に形成する照明強度分布制御工程と、前記照明強度分布の長手方向に対して実質的に垂直な方向に試料を変位させる試料走査工程と、照明光が照射される領域内の複数の小領域各々から出射される散乱光の光子数を計数して対応する複数の散乱光検出信号を出力する散乱光検出工程と、複数の散乱光検出信号を処理して欠陥の存在を判定する欠陥判定工程と、欠陥と判定される箇所各々について欠陥の寸法を判定する欠陥寸法判定工程と、前記欠陥と判定される箇所各々について、前記試料表面上における位置および前記欠陥の寸法を表示する表示工程と、を有することを特徴とする欠陥検査方法。
(もっと読む)
加工位置の計測方法
【課題】第mの加工位置と第nの加工位置とのずれを精度よく計測することのできる加工位置の計測方法の提供を目的とする。
【解決手段】加工位置の計測方法は、第mの加工を施すとともに、第mのマーク26、及び、基準寸法を示す基準マーク29を形成し(S2)、第nの加工を施すとともに、第nのマーク27を形成し(S7)と、第mのマーク26及び第nのマーク27の相対的位置を測定するとともに、測定した基準寸法L1と基準寸法L0との比にもとづいて、第mのマーク26と第nのマーク27との相対的位置を補正し、第mの加工位置と第nの加工位置との加工位置のずれを計測する(S9)方法としてある。
(もっと読む)
撮像式工具測定装置および測定方法
【課題】撮像環境の変化を検出し、工具寸法を高精度に測定できるように撮像条件を自動的に調整したり、画像を補正するようにした、撮像式工具測定装置および撮像式工具測定方法を提供する。
【解決手段】撮像部12からの工具像にかかる信号、または画像前処理部20からの処理信号に基づいて撮像環境・条件を検出する撮像環境・条件検出部25と、撮像環境・条件検出部25の検出情報を基に、撮像の適正条件を判断し、調整指令を導出する撮像条件判断・調整指令部27と、前記撮像条件判断・調整指令部27からの調整指令信号により、撮像条件を調整する調整手段と、を具備する。
(もっと読む)
材料流れの幅を測定する方法
【課題】放物線で送り出される材料流れの幅を測定する方法の提供。
【解決手段】第1の位置と第2の位置を通過するように移動しながら下方へ放物線で送出する材料流れの幅を測定する方法であって、所定の鉛直走査面に対して走査測定を行って複数の距離データを取得し、第2の位置で材料流れの光波測距手段に向かっている端縁における複数の点の座標データを第1の軌跡情報として取り出し、第2の位置で材料流れの光波測距手段に向かっている端縁における複数の点の座標データを第2の軌跡情報として取り出してから、第1の軌跡情報および第2の軌跡情報を用いて第1の軌跡情報に対応する第1の曲線および第2の軌跡情報に対応する第2の曲線を算出してから材料流れの幅を算出することを特徴とする、材料流れの幅を測定する方法。
(もっと読む)
配筋情報取得装置及び配筋情報取得方法
【課題】立体的に配置された鉄筋の配筋情報を取得する。
【解決手段】撮影者は、撮影対象部位2を決定し(S702)、撮影対象部位2の鉄筋のうち、4隅の鉄筋にマーカMKを取り付け、1の鉄筋に方位確認用マーカDMKを取り付ける(S703)。次に、鉄筋内側の中心部付近に全方位カメラ3を挿入し(S706)、その中心部から360度全周囲の鉄筋を全方位カメラ3で撮影し(S707)、撮影した全周囲画像のデータを全方位カメラ3から携帯端末4に取り込む(S708)。携帯端末4は、取り込まれた全周囲画像を方位確認用マーカDMKに基づいて平面画像に展開する(S709)。続いて、展開した平面画像において方位確認用マーカDMK及びマーカMKを検出することにより、その平面画像を4面の画像に分割する(S710)。さらに、分割した各面の画像に対して画像処理を行い、鉄筋の径長やピッチを計算する(S711)。
(もっと読む)
容器の判別方法
【課題】画像処理によって廃棄物中に混在しているペットボトルを確実に判別可能とする方法を提供する。
【解決手段】選別対象の容器を撮影する撮影工程S1と、前記撮影工程で撮影して得られた画像情報から二値化画像を作成する二値化工程S2と、前記二値化画像から前記容器の口部分の形状を抽出する口部分形状抽出工程S3と、前記口部分形状抽出工程で前記形状が抽出された二値化画像から容器の首部及び口部の幅を計測する工程S4・S5と、前記工程で計測された首部の幅及び口部の幅の計測値を演算し、演算して求めた演算値と事前に設定した閾値とを比較する形状判断工程S6とからなり、前記形状判断工程での前記比較結果に基づいて前記容器が判別対象の容器であるか否かを判断する。
(もっと読む)
外径測定装置
【課題】断面円形材である高温の棒鋼、線材や鋼管の外径を測定しても測定精度が良く、かつ、スケールや粉塵が投光部及び受光部に付着し難い外径測定装置を提供する。
【解決手段】外径測定装置1は、棒鋼Wの外径を測定する外径測定器2と、棒鋼Wを挿通させる挿通部材3とを備えている。外径測定器2は、棒鋼Wに光Lを投光する投光部21と、光Lを受光する受光部22と、棒鋼Wの外径を演算する制御演算部23とを有している。挿通部材3は、棒鋼Wを挿通させる挿通口31を有しており、挿通口31が投光部21から受光部22への光路に対向するように設けられている。挿通部材3は、挿通口31を囲繞する環状の送風口32を有しており、送風口32は、棒鋼Wの径方向外方の周囲を棒鋼Wの軸方向にエアーFを送風してエアーカーテンAを形成する。送風口32から送風されるエアーFの送風方向には遮蔽物がない。
(もっと読む)
61 - 80 / 823
[ Back to top ]