
Fターム[2F065AA22]の内容
光学的手段による測長装置 (194,290) | 測定内容 (27,691) | 長さ;径;間隙;深さ (3,606) | 1方向の (823)
Fターム[2F065AA22]に分類される特許
41 - 60 / 823
検査方法および装置
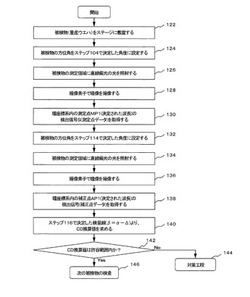
【課題】パターンの線幅情報の測定不良を抑制する。
【解決手段】表面検査方法は、基材と、その基材の表面を被覆し、かつ繰り返しパターンが形成された下地部とを含むウェハの表面に光を照射し、その光が照射されたウェハの表面からの反射光の光強度情報を、受光光学系の測定面で検出するステップ128と、その測定面において、第1位置での第1光強度の検出信号を求めるステップ130と、その下地部の情報とその第1光強度の検出信号とを用いて、その繰り返しパターンの線幅の情報を求めるステップ140とを含む。
(もっと読む)
光学的記録媒体、該光学的記録媒体の光学的測定方法及び光学的測定装置

【課題】2つの屈折率分布間の距離を、精度よく、非破壊で、高速に測定可能な光学的記録媒体、該光学的記録媒体の光学的測定方法及び光学的測定装置を実現する。
【解決手段】光を散乱させて測定・解析するための入射光波長の最小値をλとするとき、周囲と屈折率の異なる2つの光散乱体60の距離が0.7λ以上15λ以下であり、2つの光散乱体の全光線透過率または全光線反射率が50%以上であり、散乱光強度の角度分布またはある角度での散乱光強度の波長分布を角度の正弦または1/波長を横軸としてフーリエ変換し、フーリエ変換後のピークの横軸を読み取ることで、2つの領域の距離を求める。
(もっと読む)
グラスランの断面形状評価方法
【課題】グラスランにおける断面形状の各部の寸法の評価をインラインにて定量的に行える断面形状評価方法を提供する。
【解決手段】押出成形後に所定長さに裁断された断面略チャンネル状のグラスラン1の切断面をCCDカメラ28で撮像し、断面形状の良否を画像解析装置33により評価する。撮像する工程のほか、側壁部とリップのそれぞれの長さと側壁部に対するリップ先端までの距離を計測してその良否判定を行う工程と、底壁部の幅寸法を計測してその良否判定を行う工程と、各側壁部と底壁部との相対位置関係として底壁部と各側壁部とのなす角度を計測してその良否判定を行う工程と、を含んでいる。
(もっと読む)
タイヤ寸法測定方法及びタイヤ寸法測定装置
【課題】タイヤの寸法測定において、正確かつ確実にタイヤ幅及びタイヤ外径を測定することを可能にするタイヤ寸法測定方法及びタイヤ寸法測定装置を提供する。
【解決手段】タイヤTをリム組みし、内圧が印加されたタイヤTと、当該タイヤTの幅方向に互いに対向して配置される測定手段41とを相対的に回転させながら、測定手段41を、タイヤTが1回転する間にタイヤ側面におけるタイヤトレッドからビードまでの範囲をタイヤ半径方向に沿って走査させ、測定手段からタイヤ側面までの距離の変位量に基づいてタイヤ幅寸法を測定するようにした。
(もっと読む)
欠陥検出方法及び欠陥検出装置
【課題】被検査物が複雑な形状である場合でも、精度よく欠陥を検出することができる欠陥検出方法及び欠陥検出装置を提供する。
【解決手段】欠陥検出方法は、撮像工程により被検査物を撮像し、エッジ検出工程により得られた画像データに基づいて、構造パターンの外周形状であるエッジを検出し、ライン検出工程により、エッジの最外周画素の集合であるラインを検出し、構造ライン取得工程によりエッジが境界となる複数の構造パターンに対してそれぞれに接するラインである構造ラインを取得し、エッジ幅取得工程により2つの異なる構造ライン間の距離をエッジ幅として取得し、平均エッジ幅算出工程により同じ構造ライン上の任意の2点を始点及び終点として設定し、始点から終点までの平均エッジ幅を取得する。そして、欠陥検出工程により、平均エッジ幅とエッジ幅とを比較し欠陥を検出する。
(もっと読む)
グリーンタイヤのキャップトレッドのオフセットを測定する測定方法、測定装置及び測定プログラム
【課題】グリーンタイヤのキャップトレッドのセンターオフセット位置を自動で検出する。
【解決手段】グリーンタイヤのキャップトレッドのオフセット測定方法であって、回転自在なドラム上に載置されたグリーンタイヤの形状を計測する工程と、計測結果に基づきグリーンタイヤの基準高さhを算出する工程と、基準高さhにおけるキャップトレッドの幅をセリアル側及び反セリアル側で算出する工程と、算出したキャップトレッドの幅に基づきキャップトレッドのセンターオフセットの異常を判断する工程と、を有する。
(もっと読む)
散乱計測定の改良システムおよび応用
【課題】回折構造体の測定パラメータモデルを利用する分光散乱システムおよび方法を提供する。
【解決手段】モデルの固有値を事前計算し、記憶し、ある共通の特性をもつ他の構造体に対して後に再利用する。1つ以上のパラメータの値を求めるために用いられる散乱データは、下敷フィルム特性に対して感度が低くなる波長におけるデータだけに制限することが可能である。代表的な構造体をスラブ200’(i)のスタックにスライスし、各スラブの近似を行うため四角形ブロック210,212,214,216,218のアレイを作成することによって三次元グレーティングに対するモデルを構築することが可能となる。
(もっと読む)
トロリ線の摩耗状態監視装置
【課題】トロリ線とパンタグラフが離れたときに発生するアークを検知し、このときのトロリ線の下面、すなわち摩耗面を閲覧することができるトロリ線の摩耗状態監視装置を提供する。
【解決手段】トロリ線の摩耗状態監視装置において、車両10の屋根10a上にパンタグラフ11に向けて設置されパンタグラフ11を監視するエリアカメラ1と、前記車両10の屋根10a上に鉛直上向きに設置されトロリ線13の下面を撮影するラインセンサカメラ2と、前記エリアカメラ1及び前記ラインセンサカメラ2により撮影した画像を入力及び録画し、前記パンタグラフ11からアークが発生したときの前記ラインセンサカメラ2により撮影した画像を閲覧することができる画像処理装置3とを備えることとした。
(もっと読む)
露光装置及び露光方法、並びにデバイス製造方法
【課題】移動体を精度良く駆動する。
【解決手段】 ウエハWを保持し所定面内で移動するウエハステージWSTと、所定面内と実質的に平行に配置される移動スケール44A〜44Dに、複数のヘッド48a〜48kを介してそれぞれ所定平面と交差する方向からビームを照射して、ウエハステージWSTの位置情報を計測するエンコーダシステムと、エンコーダシステムの計測情報に基づいてウエハステージWSTを制御する制御システムによって、複数のヘッド48a〜48kのうち移動スケール44A〜44Dと対向する複数のヘッド48a〜48kの数が変化するとともに、ウエハステージWSTの移動によって、複数のヘッド48a〜48kのうち位置情報の計測に用いられるヘッドが別のヘッドに切り換わる。
(もっと読む)
検査装置および検査方法
【課題】視差生成部材の設置状態を定量化すること。
【解決手段】本発明の検査装置は、スリット状の開口部を備える視差生成部材と、前記視差生成部材のスリット状の開口部に対応する明暗模様を保持する保持手段と、前記視差生成部材を通して前記明暗模様の明暗の状態を検出し、検出した明暗の状態に基づき、前記明暗模様と前記視差生成部材との角度を算出する算出手段と、を有する。
(もっと読む)
熱間長尺材の長さ測定方法および装置
【課題】熱間圧延後の長尺材がその長さ方向に搬送されつつある時に、その長さを精度良く、しかも安価に、測定することができる、熱間長尺材の長さ測定方法および装置を提供する。
【解決手段】後端センサとしてのロードセル10から搬送ライン下流側に順次所定のセンサ配置間隔で複数のアナログHMD121、122‥‥12nを配置し、最上流側のアナログHMD121を用いて先端検出用の閾値を決定し、該決定した閾値を下流側のアナログHMD122‥‥12nに設定してこれらを先端センサとして用いる。長尺材(鋼管)1の長さは、後端センサ(ロードセル)での後端検出時刻と、その直前に先端検出した先端センサ(アナログHMD)での先端検出時刻と、センサ配置間隔とから算出される。
(もっと読む)
溶接ビード切削幅測定方法
【課題】切削部の撮影画像が不明瞭なものとなる場合にも、溶接ビート切削幅の測定の信頼性を向上させうる撮影画像データ処理方法を提供する。
【解決手段】照明光をエリア光とし、該エリア光による測定領域の照明輝度をビード長手方向で相異なる三輝度とし、これら三輝度の各領域(A,B,C各部)の撮影画像を同時に画像処理して溶接ビード切削幅を測定する。
(もっと読む)
金属缶端巻締め外観検査方法、金属缶の外観検査方法、金属缶端巻締め外観検査装置、および容器の口部検査装置
【課題】缶の巻締め部の巻締め厚さを全周にわたって精度よく計測できる金属缶端巻締め外観検査方法を提供する。
【解決手段】外観検査装置を用いた金属缶端巻締め外観検査方法は、巻締め部上方に配設したリング照明装置2からの照明光により巻締め上端両側の反射映像をリング照明装置2の中心と同軸上に配設したカメラ4で撮像し、入力映像をディジタル多階調画像に変換し、巻締め上端両側の二重のリング状画像を得、リング状画像の中心から放射状に二重のリング外側端とリング内側端とのリング幅を適宜な間隔で全周計測し、各リング幅寸法があらかじめ設定した上下限の閾値範囲外のとき、金属缶が不良品であると判別する。
(もっと読む)
溶接ビード切削幅測定方法
【課題】溶接ビード切削幅測定の信頼性を向上させる照明方法および画像処理方法を提供する。
【解決手段】照明光をエリア光とし、該エリア光を測定領域がビード長手方向13で相異なる二以上の輝度部(例えばA部、B部、C部の全三部)に分かれるように照射し、画像処理では、ビード長手方向での輝度変化が最大値のビード幅方向分布から、溶接ビード切削幅を求める。
(もっと読む)
溶接ビード切削幅測定方法
【課題】切削部の境界が明確に検出できる溶接ビード切削幅測定方法を提供する。
【解決手段】溶接ビード切削部11を照明装置で照射し、照射された領域をカメラ3で撮影し、その撮影画像を画像処理装置4で処理して溶接ビード切削幅を測定する溶接ビード切削幅測定方法において、前記照明装置として、溶接ビード切削部に対し左側から照射する左側照明装置1と右側から照射する右側照明装置2との2つを用い、左側からの照射と右側からの照射を交互に行う。
(もっと読む)
ロール状衛生用紙の寸法測定装置
【課題】高速で搬送されるロール状衛生用紙の姿勢をその搬送途中で確実に変更し、その幅寸法を正確に測定することが困難である。
【解決手段】本発明によるロール状衛生用紙12の寸法測定装置10は、水平な軸線回りに所定速度で回転し、円筒状をなすロール状衛生用紙12の幅方向一端面12Fを受ける底壁16aとこの底壁16aを囲む周壁16b,16cとをそれぞれ有してロール状衛生用紙12を収容し得る複数のバケット16が放射状に設けられ、ロール状衛生用紙12が投入される投入位置PIと、その幅寸法が測定される測定位置PSと、測定終了後のロール状衛生用紙12が放出される放出位置POとがその回転方向に沿って設定されたローター11と、底壁16aが上向きとなる測定位置PSにあるバケット16に収容されたロール状衛生用紙12の幅方向他端面12Rの位置を検出するためのセンサー13とを具る。
(もっと読む)
中心ずれ測定装置及びその方法
【課題】中央部に円孔を有する円盤状基板の内周と外周の中心ずれを測定する時間を短縮可能な、中心ずれ測定装置及びその方法を提供すること。
【解決手段】中央部に円孔を有する円盤状基板Wの内周と外周の中心ずれを測定する中心ずれ測定装置であって、内周端面C1と外周端面C2に挟まれた主平面Sの半径方向幅Bを、投光部と受光部との間に形成された計測領域DA内で円盤状基板の全周にわたって非接触で計測する計測部と、前記計測部によって計測された半径方向幅Bの最大値Bmaxと最小値Bminの差Aを演算して該差Aを用いて中心ずれを演算する演算部とを備えることを特徴とする、中心ずれ測定装置。
(もっと読む)
鉄道車両アタック角測定装置および方法
【課題】軌間外の建築限界を支障しない箇所に1つのセンサを設置するだけで車輪のレールに対するアタック角を測定することができ、複数のセンサを用いることや、高い精度でのゼロ点調整が不要な、鉄道車両アタック角測定装置および方法を提供する。
【解決手段】レールを走行する鉄道車両の車輪Wが通過する位置が測定範囲となるように設置され、測定点を通過する前記車輪Wまでの距離を連続的に測定するセンサ部12と、前記センサ部12による測定結果を受信して解析する処理部14と、を有し、前記処理部14は、前記センサ部12の測定結果から、前記車両の走行速度と、所定時間における車輪Wまでの距離の変化量を算出し、前記走行速度に前記所定時間を乗じた値と、前記所定時間における車輪Wまでの距離の変化量とから、その車輪の前記レールに対するアタック角を算出する。
(もっと読む)
基板検査装置及び基板検査方法
【課題】基板に形成された凹部の深さを、加工方法の制約を受けず、かつ、任意の時間に、非破壊、非接触で測定する技術を提供する。
【解決手段】基板9に形成された貫通ビア9H(凹部)の深度を検査する基板検査装置100であって、基板9に向けて電磁波パルスを照射する電磁波パルス照射部13と、電磁波パルスを検出する電磁波パルス検出部15とを備える。また、基板検査装置100は、貫通ビア9Hが形成されているビア形成領域92Rを透過した電磁波パルスの時間波形と、ビア形成領域92Rとは異なる参照領域を透過した電磁波パルスの時間波形とを比較して、その位相差を取得する位相差取得部25と、前記位相差に基づいて、前記ビア形成領域に形成された貫通ビアの深度を取得するビア深度取得部27とを備える。
(もっと読む)
光学分光システムを使用するパラメトリック・プロフィーリング
【課題】回折格子の形状特徴物などの小寸法の形状特徴物のプロフィールを見出すためのシステムを提供する。
【解決手段】シード・プロフィールのギャラリが作られ、半導体装置についての製造プロセス情報を用いて該プロフィールに関連する初期パラメータ値が選択される。回折構造および関連するフィルムを測定するとき、反射率Rs,Rpなどのいろいろな放射パラメータおよび楕円偏光パラメータを使用することができる。放射パラメータのうちのあるものは、該プロフィールまたは該フィルムのパラメータ値の変化に対してより敏感な1つ以上の放射パラメータを選択してより精密な測定に到達することができる。プロフィール・パラメータのエラーを補正するために上述した手法をトラック/ステッパおよびエッチャに供給してリソグラフィおよびエッチングのプロセスを制御することができる。
(もっと読む)
41 - 60 / 823
[ Back to top ]