
Fターム[2F067KK06]の内容
波動性又は粒子性放射線を用いた測長装置 (9,092) | 利用、言及された現象、測定手法 (908) | 吸収、透過 (193)
Fターム[2F067KK06]に分類される特許
101 - 120 / 193
フィルムの厚み測定方法及びフィルム厚み測定装置
【課題】 フィルムの膜厚測定に関するものであり、フィルムの製膜上に起因するフィルムの波状の撓みによる影響を解消し、フィルムにキズを付けることなく高精度な測定方法、及び測定装置を実現する。
【解決手段】フィルムの厚みを連続的に非接触で測定する方法において、膜厚を計測するセンサーで前記フィルムの膜厚を測定する範囲周辺の表面に、表と裏側、またはどちらか片側より空気を吹き付けるノズルを備え、フィルムの幅方向の膜厚を測定する際に該膜厚測定センサーと該吹き出しノズルをその位置や速度を同期させてフィルムの幅方向に移動させることを特徴とするフィルム厚み測定方法、およびフィルム厚み測定装置。
(もっと読む)
回転視差による材料内部変形の3次元可視化方法及び装置

【課題】 3次元的に塑性変形する複雑形状部品の加工において、加工性の検討や成形品の欠陥の原因を解明するため成形品内部変形の様子を可視化する方法及び装置を提供する。
【解決手段】 標点を埋め込んだ金属材料の変形特性と類似したモデル材料を用いて、前記モデル材料をモデル型に装填し、所定の加工量だけ工具で加圧すると同時に、単一焦点から放射線を照射することにより前記標点を放射線用TVカメラで撮像する。次に、視差を形成するために前記モデル型を放射線用TVカメラの撮像面の縦方向を軸方向とし、モデル型中心軸を軸中心として回転させ、その位置で単一焦点から放射線を照射することにより前記標点を放射線用TVカメラで撮像する。これらの操作を加圧終了まで繰り返した後、撮像画像から標点の2次元座標を演算し、これらの視差を形成する2次元座標から3次元座標を演算し、標点の3次元データとモデル型の形状データとを重ねて表示する。
(もっと読む)
試料分析装置及び試料分析方法
【課題】試料分析の精度を向上させる。
【解決手段】本発明の試料分析装置1は、基板上に薄膜が形成された試料12に、例えば、X線あるいは中性子線を照射し、薄膜の構造パラメータを解析する試料分析装置1であり、試料12を反射したX線あるいは中性子線の強度を測定する測定手段と、試料12を透過したX線あるいは中性子線の強度を測定する測定手段と、を備えたことを特徴とする。このような試料分析装置1によれば、測定データとして、試料12を反射したX線あるいは中性子線の反射率が測定されると共に、試料12を透過したX線あるいは中性子線の透過率が測定されるので、測定データの数が増加し、残差二乗和によって導出される構造パラメータの精度が向上する。
(もっと読む)
リム組付けタイヤの組付状態測定方法
【課題】 リムとタイヤの組付け状態を、タイヤの一周に渡り短時間で連続的に測定できる、リム組付けタイヤの組付け状態測定方法を提供する。
【解決手段】 タイヤ内部構造測定装置10に、リム30にタイヤ56を組み付けたリム組付けタイヤ12を回転可能に支持し、リム組付けタイヤ12を、押圧負荷のない無負荷状態で回転させ、X線照射装置20からX線をリム30の接線方向に照射し、X線検知装置22により、リム30とタイヤ56との組付部のX線透過情報を所定のタイミングで取り込み、取り込んだX線透過情報に基づいて、画像形成処理部28で接線方向透過画像を形成し、得られた接線方向透過画像を用いて、リム30とタイヤ56の特定部位の位置情報を得る。
(もっと読む)
X線検査装置および検査方法
【課題】X線を用いて物品の形状の異常を簡易かつ高精度に検査する。
【解決手段】X線検査装置10は、画像生成部21aと検査領域抽出部21bと包絡図形導出部21cと検査部21d,21eとを備える。画像生成部21aは、ソーセージS1,S2のX線画像61を生成する。検査領域抽出部21bは、X線画像61から検査領域B1,B2を抽出する。検査領域B1,B2とは、ソーセージS1,S2に対応する領域である。包絡図形導出部21cは、包絡図形C1,C2を導出する。包絡図形C1,C2とは、検査領域B1,B2全体を包含し、かつ、外周が凸の線のみで表される図形のうち、面積が最小となる図形である。検査部21d,21eは、包絡図形C1,C2に基づいてソーセージS1,S2の形状を検査する。
(もっと読む)
現像ギャップ長測定装置及び現像ギャップ長測定方法
【課題】現像剤担持体の表面に現像剤が存在し、磁気穂立ちを形成している状態においても、適切に現像ギャップ長を測定することが可能な現像ギャップ長測定装置及び現像ギャップ長測定方法を提供する。
【解決手段】現像ユニットの現像ギャップGの上方に設置されたX線発生装置20から現像ローラ2と現像ギャップGと感光体ドラム1に対してX線を照射し、これらの物質を透過した透過X線を対向する図示しないシンチレータに照射される。透過X線を検出することによってシンチレータで発光した光は、微弱のためイメージインテンシファイヤー21を用いて光を増幅させ、この増幅光は、更に対向するCCD等の撮像装置22によって画像データとして取得し、この画像データから現像ギャップ長を測定する。
(もっと読む)
高炉の炉内状況推定方法
【課題】高炉の炉内状況の推測は温度計測に依存しているのが現状で、耐火レンガの損耗を推定するのに利用された宇宙線ミュオンを用いて炉内状況の推定を行う。
【解決手段】宇宙線ミュオンを計測する計測装置により高炉を透過して飛来する高炉透過の宇宙線ミュオン強度と、該高炉透過の宇宙線ミュオンの飛来方向の判別情報と、高炉を非透過の非透過宇宙線ミュオン強度とを一定時間蓄積し、該実測による蓄積データに基づいて、高炉の状態を密度として炉底透過の宇宙線ミュオン強度と非透過宇宙線ミュオン強度との強度比で表し、特定箇所における強度比より当該箇所に存在する炉内充填物の密度を求め、該密度より炉内を構成する充填物を推定する。
(もっと読む)
パターン寸法計測方法及び走査型透過荷電粒子顕微鏡
【課題】STEM等の走査型荷電粒子顕微鏡を用いた断面形状計測を1回のサンプル作成で複数の断面について行うことができるようにしたパターン寸法計測方法及びそのシステムを提供することにある。
【解決手段】走査型荷電粒子線顕微鏡を用いて、計測対象パターンの3次元断面形状計測を行うパターンの計測方法であって、収束荷電粒子線の焦点位置を前記計測対象パターンの所望の断面に合せてz方向に対して順次変化させ、それぞれの焦点位置での前記計測対象パターンの透過電子画像若しくは散乱電子画像を取得し、それぞれの焦点位置で取得した透過電子画像若しくは散乱電子画像を処理して、該それぞれの焦点位置での電子画像内での計測対象パターンのエッジ位置を算出し、該算出されたそれぞれの焦点位置での電子画像内の計測対象パターンのエッジ位置とそれぞれの焦点位置との組み合わせに基づいて、計測対象パターンの3次元断面形状計測を行うことを特徴とする。
(もっと読む)
X線厚さ測定装置
【課題】 通電状態でターゲット電流設定値を自動的に最適な値に変更することができるX線厚さ測定装置を提供する
【解決手段】 駆動回路13によって電流駆動されるX線源14から出射されたX線が、被測定体30を通過した透過量をX線検出器21で検出し、透過量から被測定体21の厚さを測定するX線厚さ測定装置において、X線源14と検出器21との間の空気層による透過量が目標値と等しくなるように駆動回路13を制御する制御手段71と、制御手段71から出力される信号を保持し、厚さ測定時に駆動回路13の電流設定信号として出力する保持手段73とを備えたことを特徴とする。
(もっと読む)
X線検査装置
【課題】物理量検査領域の各区画毎に、物理量算出結果をそれに対応するX線画像と関連付けた把握容易な表示を行なうことができるX線検査装置を提供する。
【解決手段】X線源2と、X線検出部4と、データ処理部6と、表示部20とを備えたX線検査装置において、被検査物の質量検査領域を複数の区画A,B,Cに分割し、X線検出部4からの検出情報のうち所定検出レベル範囲の検出情報を複数の区画の各区画毎に抽出して質量測定領域のX線画像をX線画像生成部11に生成させる領域抽出処理部8と、この領域抽出処理部8で抽出された検出情報に基づいてワークWの質量を算出する質量算出部13と、複数の区画における質量測定領域のX線画像と質量算出部13で算出された質量を示す複数のグラフ表示要素43,44,45とをそれぞれ関連付けて表示部20に表示させる表示データ生成部15とを設ける。
(もっと読む)
特にコンクリート構造内の鉄筋の検査に適するトモグラフィ決定を改善する方法および配置
特にコンクリート内の棒鋼に適する、放射線を使用したトモグラフィ決定を改善する方法および配置。この方法には、物体を透過性放射線で照射し、前記物体を通過した前記放射線を記録手段に記録し、高密度の放射線吸収材料ででき独立して識別され個別化された複数の基準要素を備え、この基準要素を規則的に配置し、前述の測定を識別し、照射時間を決定し、測定に使用した記録手段に記録された情報に基づいて物体内の対象物の位置および寸法を決定することが含まれる。 (もっと読む)
放射線検査装置、放射線検査方法および放射線検査プログラム
【課題】複数の検査対象を検査する際の検査速度を高速化することができなかった。
【解決手段】放射線発生器によって放射線を複数の検査対象に照射し、前記放射線発生器の焦点を通る直線を回転軸とした回転軌道上に設定された複数の撮影位置における放射線検出器の静止と当該回転軌道上における前記放射線検出器の回転とを実施し、前記撮影位置のそれぞれにおいて前記複数の検査対象を逐次前記放射線検出器の視野に移動させ、前記複数の検査対象のそれぞれについて透過放射線の強度を取得する。
(もっと読む)
表面が被覆された円筒部材の表面錆検査方法及びその装置
【課題】本発明は、円筒部材上の外被部材を破壊しないことは勿論のこと、円筒部材の発錆部位と減肉量を容易に検出できる表面が被覆された円筒部材の錆検査方法及びその装置を提供することにある。
【解決手段】本発明は、放射線を円筒部材(1)の表面の接線方向に沿って照射する放射線照射部(7)と、照射された放射線により前記円筒部材の表面の透過像を結像する放射線撮像部(8)と、これら放射線照射部(7)と放射線撮像部(8)とを一体的に支持する筐体6とを備え、かつ前記放射線撮像部(8)での結像を処理して前記円筒部材の減肉量を判定する透過像処理部10を設けたのである。
(もっと読む)
物体の肉厚および表面形状の非破壊測定のための配置および方法
本発明は、内側空間を囲む少なくとも1つの壁を備える中空の物体に対して透過性放射線を用いて測定を実行する方法に関するものであり、前記壁は内面と外面を備え、前記方法は壁の内面の少なくとも一部の位置および形状を決定するために少なくとも実行される。 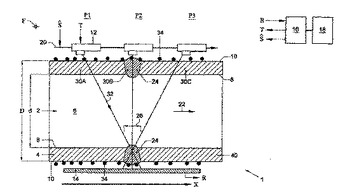 (もっと読む)
(もっと読む)
表面が被覆された円筒部材の表面錆検出方法及びその装置
【課題】本発明は、発錆部位の検出と共に、発錆部位の補修の要否を判定できる表面が被覆された円筒部材の錆検査方法及びその装置を提供することにある。
【解決手段】本発明は、表面が外被部材2被覆された円筒部材(1)の錆検査方法として、外被部材2の上から円筒部材(1)の表面の発錆部位を検出し、その後、外被部材2の上から発錆部位における円筒部材(1)の減肉量を測定するようにしたのである。
このように、発錆部位を検出した後、発錆部位における円筒部材(1)の減肉量を測定することで、発錆部位の補修の要否を判断することができ、外被部材を不用意に撤去する無駄な作業を無くすことができる。
(もっと読む)
管状物の断面径および肉厚の測定方法
【課題】
本発明の課題は、従来の技術が有する上記問題点を解決し、管状物の内外径および肉厚を簡便かつ精度よく測定可能とする測定方法を提供すること
【解決手段】
本発明の解決手段は、放射線源から照射され、管状物を透過した放射線の強度を測定して認識された管状物の内径および外径についてのエッジ位置の情報を用いて算出することにより、管状物の内外径および肉厚を求めることを特徴とする、管状物の断面径および肉厚の測定方法である。
(もっと読む)
基板の検査装置、基板の検査方法、および、当該検査装置としてコンピュータを機能させるためのプログラム
【課題】部品が両面に実装された基板を検査するための検査装置を提供する。
【解決手段】基板の検査装置が実行する処理は、片面のみに電子部品が実装された基板の第1の光学画像とX線透過画像との各位置確認マークを一致させて、電子部品の基準画像を生成するステップ(S820)と、両面に電子部品が実装された基板の第2の光学画像と第2のX線透過画像との入力を受けるステップ(S830)と、第1の光学画像と第2の光学画像とを比較して位置ずれ量を算出するステップ(S840)と、位置ずれ量を用いて第1の光学画像を補正して第3のX線透過画像を作成するステップ(S850)と、第2のX線透過画像から第3のX線透過画像を差し引いて第4のX線透過画像を導出するステップ(S860)と、第4のX線透過画像に基づいてはんだ付け部の合否を判定するステップ(S870)とを含む。
(もっと読む)
X線検査装置、X線検査方法およびX線検査プログラム
【課題】 検査対象とすべき最適な断層像を特定することが困難であり、結果として高精度の検査を行うことができなかった。
【解決手段】 X線によって検査対象を検査するにあたり、X線を基板上の検査対象品に照射して異なる方向から撮影した複数のX線画像を取得し、上記複数のX線画像に基づいて再構成演算を実行し、当該再構成演算によって得られた再構成情報に含まれる上記基板の配線パターンの情報に基づいて上記検査対象品の検査位置を決定する。
(もっと読む)
厚さプロファイル測定装置、及び厚さプロファイルの測定方法
【課題】 被測定物の厚さプロファイル測定装置において、測定空間に置かれる窓の厚さムラの影響を補正して、窓厚さムラの影響をなくした厚さプロファイル測定装置を提供することを目的とする。
【解決手段】 被測定物11を挟んで対向する一方のCフレーム5腕部に設けられるX線発生器1と、他方の前記Cフレーム腕部に設けられ、被測定物を透過した透過X線を検出する多チャンネルX線検出器2と、X線発生器及び多チャンネル検出器を予め所定の被測定物の端部位置に設定する検出器設定手段(3、7、8)と、被測定物の公称厚さに相当する校正サンプル板を有しる厚さ校正サンプル板設定手段(4、6、8)と、予め所定の校正サンプル板を幅方向の測定端部位置に設定して、Cフレームの幅方向の窓厚さを予め求め、測定した前記被測定物の厚さプロファイルから窓厚さを補正する測定部9とを備える。
(もっと読む)
配管用厚さ測定装置
【課題】管径の異なる多数種類の配管に対して線源と検出部とを結ぶ線が配管のほぼ中心を通るような正確な装着を実現し、使い勝手の向上および計測精度の向上を共に図るような配管用厚さ測定装置を提供する。
【解決手段】線源取付部100とセンサ取付部300とはそれぞれ二箇所のローラを介して配管10と当接させ、締結ベルト200で配管10の外周を締め付けて固定する。締結ベルト200は、凹凸面で嵌め合わせ可能に形成されており、先端部が一致していれば、配管10との接触箇所の長さが同じ長さとなり、このとき放射線は配管10の中心を経てセンサの検出部へ到達し、正確な配管10の厚さを測定できる配管用厚さ測定装置1となる。
(もっと読む)
101 - 120 / 193
[ Back to top ]