
Fターム[2G051AB12]の内容
光学的手段による材料の調査の特殊な応用 (70,229) | 調査・分析パラメータ (9,064) | 塗装状態 (247)
Fターム[2G051AB12]に分類される特許
121 - 140 / 247
FIPG塗布ラインの検査方法
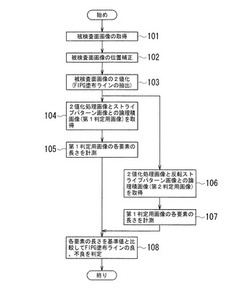
【課題】FIPG塗布ラインの良否を正しく検査し、量産ラインにおいて多数のワークに形成されたFIPG塗布ラインの不良発生の経時的変化を正しく把握する。
【解決手段】FIPG塗布ラインを含む被検査面の画像を2値化処理するステップ(第1工程)103を備える。また、パターンの位置及びパターン構成要素の寸法が予め設定された2値の繰返し模様状のパターン画像とステップ103により得られた2値化処理画像との間で論理積演算して第1判定用画像を得るステップ(第2工程)104と、前記パターン画像の反転画像と前記2値化処理画像との間で論理積演算して第2判定用画像を得るステップ(第3工程)106を備える。そして、第1、第2判定用画像によってFIPG塗布ラインの良否を判定するステップ(第4工程)108を備えて構成する。FIPG塗布ラインの良否判定をディジタルの画像データを用いた定量値で行い、かつその良否判定結果を蓄積保存可能とした。
(もっと読む)
フィルム検査装置

【課題】本発明の目的は、フィルムが走行する際に発生するばたつきなどの影響を回避しながら微少なピンホールを検査するフィルム検査装置を提供することにある。
【解決手段】検査装置10は、コーティング層16を上にしながらフィルム12を密着させ、フィルム12の移動速度に同期しながら回転する検査ローラ20と、検査ローラ20に密着されたフィルム12に光L1を照射し、フィルム12の幅方向に正反射光の帯を形成するライン状の光源22と、フィルム12からの正反射光L2を受光するセンサ24とを備える。センサ24の受光した光量に応じてディジタルデータに変換され、コンピュータ40で演算処理される。
(もっと読む)
照明装置およびこの装置を用いた欠陥検査装置
【課題】リング状光源と光出射部との間に十分な距離を確保しつつ、非正反射領域の発生を防止する。
【解決手段】カメラ1の光軸12に沿って光を照射する第1照明部2Aの下方に設ける第2照明部2Bの光通過部を、下端部に向かうほど径が小さくなるすり鉢状に形成された中空体23と短筒部25とにより形成する。中空体23の周囲には、LED26によるリング状光源が配備され、短筒部25は、拡散剤を含む樹脂によりドーム状部24と一体に形成される。第1照明部2Aからの照明光は、中空体23から短筒部25を通過してワークWに照射されるが、短筒部25の上端の開口端面に達したときに、その開口に対応する大きさになるように調整される。LED26からの光は、ドーム状部24の傾斜面で拡散して短筒部23にまで伝搬され、その上端部からもワークWに向かう光が照射される。
(もっと読む)
塗装検査用照射方法、塗装検査用照射装置、塗装検査装置
【課題】自動車等の被検査物の塗装外観検査において、従来の照明・検査方法では発見できなかった「色ムラまたは瑕」を発見する。
【解決手段】表面に塗装が施された被検査物10の塗装外観を検査するために、被検査物に測定光を照射する塗装検査用照射方法において、被検査物に測定光として収束光を照射する塗装検査用照射装置30Cと、被検査物からの反射光を撮像して受光画像を得る撮像手段と、前記受光画像に基づいて被検査物の塗装外観の良否を判定する判定手段と、を備えた塗装検査装置。収束手段32はフレネルレンズ等の収束パネルを用いる。
(もっと読む)
被検査体の検査装置
【課題】被検査体のコーティングを精度よく検査する。
【解決手段】コーティング検査装置10は、紫外光を受けた基板1のコーティングからの蛍光を受光して紫外光画像を生成し、可視光を受けた基板1からの反射光を受光して可視光画像を生成する。コーティング検査装置10は、可視光画像に基づいて基板1の位置を特定し、生成した画像のうち少なくとも紫外光画像とに基づいて基板1のコーティングを検査する。特定された基板1の位置を用いて被検査画像の位置を補正したうえでコーティングを検査してもよい。
(もっと読む)
工業製品の目視検査支援装置
【課題】画像モニタ中の要検査部位の画像を直接に動かすイメージで自在に動かして必要な部位を必要な方向から撮影した画像を表示させるようにすること。
【解決手段】正面用ビデオカメラ2a及び斜め用ビデオカメラ2bからなるカメラユニット2と、検査対象の回路基板1を保持する保持部3と、これを配したベース部4と、これに立ち上げたカメラユニット2を支持する門形フレーム5と、ベース部4に構成した保持部3のY方向移動機構4aと、カメラユニット2の回転機構6a及びZ方向移動機構6bと、門形フレーム5に構成したカメラユニット2のX方向移動機構5aと、画像信号を再生する画像モニタ7と、各部を制御する制御部8と、動作指示用の指示用リモコン装置9と、画像モニタ7中の要検査部位を操作するイメージでX、Y方向への変位操作、Z方向の伸縮操作、X、Y方向の傾き操作又は回転操作が可能な3Dマウス14とで構成した。
(もっと読む)
被検査体の検査装置
【課題】被検査体のコーティングを精度よく検査する。
【解決手段】コーティング検査装置10は、紫外光を受けた基板1のコーティングを受けた被検査体からの蛍光を受光して、各々が異なる色成分に分解された複数の画像を生成する。コーティング検査装置10は、生成した画像のうち少なくとも1つに基づいて基板1のコーティングを検査する。コーティング検査装置10は、検査区域ごとに、色分解された複数の画像のいずれかを選択して検査してもよい。
(もっと読む)
船の船体の状況或いは状態を調査し且つ決定するか、又は調査するか、或いは決定するシステムと方法
【課題】
船のドック入り間隔が選定でき、特に船の船体の状況或いは状態に依存して延長できるシステムと方法を提供すること。
【解決手段】
船の船体(10)の状況或いは状態、特に外板(12)を調査及び決定又はそのいずれか一方を行うシステム(100;100’)と方法を提供するために、特に船の船体(10)の状況或いは状態に依存して船のドック入り期間を延長させるように選択でき、外板(12)が特に少なくとも一つ格子或いは回路網によって細区分を備えていて、その細区分は船の船体(10)の状況或いは状態を調査し且つ決定するか、又は調査するか、或いは決定する少なくとも一つの浮動/潜水可能な調査/決定/測定ユニット(20、20’)と機能的に共働する。
(もっと読む)
樹脂塗布フィルムの塗膜欠陥の検査方法
【課題】フィルムと、その上に樹脂溶液を塗布して形成した塗膜からなる樹脂塗布フィルムの塗膜の欠陥を精度良く検査する方法を提供する。
【解決手段】本発明の樹脂塗布フィルムの検査方法は、フィルムと、その上に樹脂溶液を塗布して形成した塗膜からなる樹脂塗布フィルムの塗膜の欠陥を検査する方法において、発光強度のピーク波長が385〜415nmの範囲にある検査光を塗膜に照射し、その反射光を検出して行うことを特徴とし、樹脂塗布フィルムの塗膜の欠陥を精度良く検査することができる。
(もっと読む)
跨座式モノレールの軌道点検装置
【課題】本発明は、跨座式モノレールの軌道桁下面における亀裂や損傷の有無及び塗装の剥離や劣化の有無を点検することが可能な軌道点検装置を提供することにある。
【解決手段】本発明に係る跨座式モノレールの軌道点検装置は、軌道桁下面を撮影可能としたものであって、軌道桁Cの下方に反射鏡34a,34bを設置し、軌道桁の側方に撮影装置14a,14bを設け、前記反射鏡34a,34bに映った軌道桁下面の反射像を前記撮影装置14a,14bにより撮影できるようにしたことを特徴とするものである。
(もっと読む)
画質検査装置および画質検査方法
【課題】二次元画像の画質を適切に検査できる画質検査装置を提供する。
【解決手段】 CCDカメラ1から出力される画像データは、画質検査装置2に入力される。画質検査装置2は、検査対象となる二次元画像の検査領域に対して、窓関数を用いて検査領域の境界における不連続性の影響を抑制するような補正を行う補正手段21と、補正手段21により補正された後の画像について、視覚の感度の周波数特性と、検査対象となる二次元画像の周波数成分とを積算することで欠陥強度を算出する欠陥強度算出手段22と、欠陥強度算出手段22により算出された欠陥強度に基づいて上記二次元画像の画質を判定する判定手段23と、を備える。
(もっと読む)
塗装ムラの判定方法
【課題】スプレーガンの塗装ムラ性能を定量的に判定し、性能評価の標準化を図る。
【解決手段】被塗布面3上に、スプレーガン2による長円状の被塗布パターンPを短軸方向に横移動させて帯状の塗布像4をうる塗布像形成ステップT1と、前記塗布像4を、画像データとして取り込むデータ取り込みステップT2と、前記画像データの各画素を明度値0〜nの階調に区分して帯状のモノクロ処理画像5を求めるステップT3と、前記モノクロ処理画像5を、幅向きに走査して波形状の明度分布データ6を得る明度分布データ採取ステップT4と、この明度分布データ6により、予め設定した塗装ムラ良否判定手段に基づいて塗装ムラの良否を判定する判定ステップT5とを具える。
(もっと読む)
配電設備の劣化診断装置
【課題】配電設備の機器の外観の変化に基づいて取替時期の判定および余寿命の推定を行うことにより有効なメンテナンス情報を提供する配電設備の劣化診断装置を提供すること。
【解決手段】配電設備の機器を撮影したディジタルカメラ1による撮影写真の画像データに基づいて前記機器の状態を分析する画像分析手段222と、画像分析手段222の分析により得られた前記機器の状態に基づいて前記機器の取替要否を判定する取替判定手段223と、取替判定手段223の判定が否である場合に、前記機器の状態に基づいて前記機器の余寿命を推定する余寿命推定手段224と、を備える。
(もっと読む)
基材の表面品質測定方法および関連した基材をコンバート加工する機械
【課題】基材の表面品質測定方法と、これに関連した基材をコンバート加工する機械を提案する。
【解決手段】コンバート加工プロセス中に初期状態(2)からコンバート加工済み状態(12)へ移行する基材の表面品質を判定する方法は、初期基材2上で検出された表面欠陥(27、29)に関して第1情報を獲得する工程と、コンバート加工済み基材(12)上で検出された表面欠陥(28、29)に関して第2情報を獲得する工程と、コンバート加工済み基材を、初期基材2上で検出された表面欠陥(27、29)に関する第1の既得情報の関数として分類するとともに、コンバート加工済み基材(12)上で検出された表面欠陥(28、29)に関する第2の既得情報の関数として分類する工程とを含む。
(もっと読む)
メタリック塗膜の色ムラ評価方法
【課題】本発明の目的は、汎用性のない特殊な装置を用いることなくメタリック塗膜の色ムラを目視評価と極めて相関の高い定量値として得ることができるメタリック塗膜の色ムラ評価方法を提供することにある。
【解決手段】本発明のメタリック塗膜の色ムラ評価方法は、メタリック塗膜上において、複数の測定点を選択する第1ステップと、その測定点の各々において、光を入射しその受光を測定することにより測色または反射強度測定を実施する第2ステップと、該第2ステップで得られた測色または反射強度測定のデータを処理する第3ステップとを含み、該第2ステップは、各測定点に対して入射光軸と受光光軸とを含む測定面が2以上存在するように、2以上の光軸の光を異なったタイミングで入射することを特徴とするものである。
(もっと読む)
検査装置、基板の製造システム、基板の製造方法、基板を検査する方法、検査装置としてコンピュータを機能させるためのプログラム、および記録媒体
【課題】撮像ごとに発生するノイズを除去できる検査装置を提供する。
【解決手段】検査システム14は、ステージ300に積載されている基板30に光を照射するライト46と、基板30からの反射光を撮像するラインセンサ48と、検査装置40と、ディスプレイ装置50とを備える。検査装置40は、受信部41と、記憶部42と、判定部43と、出力部44と、入力部45とを含む。判定部43は、複数の領域の各画像を投影することにより1次元の投影データをそれぞれ算出し、各投影データを差分することにより差分プロファイルを算出し、差分プロファイルから強度のピークを検出し、当該ピークの値に基づいて基板30に形成された薄膜のムラを判定する。
(もっと読む)
塗装面検査装置および塗装面検査方法
【課題】塗装面に塵埃等の異物が付着している場合であっても、塗装面の不具合の有無を精度良く判定することが可能な塗装面検査装置および塗装面検査方法を提供する。
【解決手段】斜めに紫外線が照射された塗装面1aの画像である傾斜照射画像11を撮像し、平行に紫外線が照射された塗装面1aの画像である平行照射画像12を撮像し、平行照射画像12に二値化処理を施して二値化画像13を生成し、二値化画像13に膨張処理を施して膨張画像14を生成し、膨張画像14に収縮処理を施して収縮画像15を生成し、傾斜照射画像11から収縮画像15を減算した画像である減算画像16を生成する。
(もっと読む)
映像処理方法を用いた鋼橋の塗膜検査システム及びその処理方法
本発明は、塗膜検査システムが撮像された鋼橋の塗膜映像情報をDB部に保存する塗膜映像保存過程と、前記塗膜映像保存過程後に、塗膜検査プログラムを実行する場合は、塗膜検査システムのDB部に保存されている、検査しようとする塗膜映像情報の入ったファイルを呼び出してローディングする塗膜情報ローディング過程と、前記塗膜情報ローディング過程後に、塗膜検査プログラムの診断命令を実行する場合は、塗膜検査システムの映像処理プロセスにより錆と剥離の部位を検出し、劣化面積率を算出し、DB部に保存して出力部に表示する剥離及び錆抽出過程と、前記剥離及び錆抽出過程後に、剥離と錆の情報を含む塗膜劣化情報により再塗装時期及び最適塗装方法を算出する再塗装情報算出過程とから構成される映像処理方法を用いた鋼橋の塗膜検査システムの処理方法を提供する。 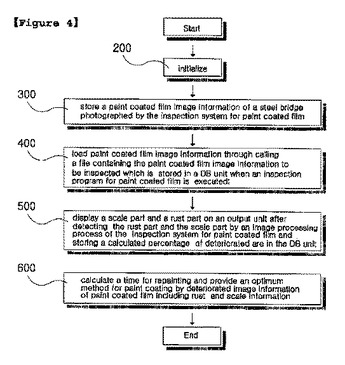 (もっと読む)
(もっと読む)
光沢測定装置および該方法
【課題】本発明は、測定試料に応じた基準値を選択するに当たって特に測定試料に記録媒体を取り付けておく必要がなく、測定試料に応じた基準を自動的に選択することができる光沢測定装置を提供する。
【解決手段】本発明の光沢測定装置1は、測定試料に光を照射する光照射部と、光照射部から照射された光が前記測定試料で反射された反射光を受光する受光部と、受光部の出力に基づいて所定の光沢特性を導出する光沢特性導出部31dと、所定の光沢特性に対応し、測定試料における互いに異なる複数の種類のそれぞれに対して予め設定される複数の光沢基準を記憶する基準記憶部34aと、光沢特性導出部31dで導出された光沢特性に基づいて複数の光沢基準の中から1つの光沢基準を選択する基準選択部31eと、基準選択部31eで選択された光沢基準と光沢特性導出部31dで導出された光沢特性とを比較する比較部31fを備える。
(もっと読む)
薄膜コート未塗工部検査装置及び方法
【課題】薄膜コート厚の制限によらず、薄膜コート未塗工部を正確に識別可能にする。
【解決手段】ロール状原反から連続シートを巻き出しながら、前記連続シートに薄膜コートを塗工してロール状シートとして巻き取り、ロール状シート加工品を生産する加工工程で、前記ロール状シート加工品の全面に対して薄膜コート未塗工部を検査する装置であって、
前記連続シートの薄膜コート塗工面直上から同軸落射光または側方斜め上方から照射するライン照明を行う照明手段と、
前記照明手段でライン照明された前記連続シートの薄膜コート塗工面を撮像する撮像手段と、
前記撮像手段で得られた画像データに対して画像処理を行い、薄膜コート未塗工部を検出する画像処理手段とを備え、
前記ライン照明に赤色LEDと青色LEDとの2ステージ照明を用いることを特徴とする薄膜コート未塗工部検査装置。
(もっと読む)
121 - 140 / 247
[ Back to top ]