
Fターム[3B154BC31]の内容
Fターム[3B154BC31]に分類される特許
81 - 100 / 110
切断針
【課題】さらに改良された切断刃(18)を提供する。
【解決手段】本発明に従う切断針(1)は、例えばラッチニードルであり、柄(2)に固定されたナイフ要素(11)を有する。ナイフ要素(11)は、柄から斜め上方に突出した切断刃(18)を画定する。ナイフ要素(11)はラッチ(4)の運動範囲の外側に配置され、外側にオーバードライブしたときに柄に位置するループを切り開く。ナイフ要素(11)は例えば適切なばね鋼から作られ、柄(2)に外れないように保持される。
(もっと読む)
環縫いミシンを転用した被裁断生地の連続裁断方法および連続裁断装置

【課題】環縫いミシンにおける針棒に突設した鉤針に代えて裁断針を突設し、被裁断生地を趣向有る繊細な切断パターンで美しく連続裁断すること。
【解決手段】環縫いミシンにおける上昇時回転可能な昇降針棒1の下部に突設した裁断針3の下降前に下降し、その上昇後に上昇する生地押さえ用ニップル8を裁断針3の周囲に備え、その刃先2が貫通後抜去可能な位置に被裁断生地4を水平送り可能に張設し、前記ニップル8を生地面に弾接させた状態で裁断針3を下降させて傾斜刃先2の凹部2Bに生地4を寄せ集めつつ斜め押し切り後、裁断針3の上昇後にニップル8を上昇させて生地4を所望方向に水平送りし、その方向に裁断針3の傾斜刃先2を向け、前記ニップル8により生地4を再び押さえた状態で裁断針3を下降させて生地4を前記のように切断するという被裁断生地の部分裁断動作を前記生地送り直後毎に順次繰り返すことで被裁断生地4を連続して裁断可能となした。
(もっと読む)
短繊維の製造方法
【課題】 切断長が1mm以下、特に、0.1mm未満の短繊維をミスカットすることなく、大量且つ簡易に作製することができる短繊維の製造方法を提供する。
【解決手段】 繊維軸方向に沿って平行に引き揃えられた長単繊維群からなる繊維束1を熱収縮チューブ2によって被覆後に加熱して熱収縮させ、収縮後の熱収縮チューブで被覆された繊維束1を型枠内で圧縮成形して前記単繊維群を更に高密度に密集させ、高密度に密集させた繊維束3を切断長が0.01mm以上、1mm未満の短繊維に切断することを特徴とする短繊維の製造方法。
(もっと読む)
織物をオーバーエッジする方法
【課題】 織物をオーバーエッジする方法を提供する。
【解決手段】 本発明は、上層(2)と下層(3)とを備えると共に、裏地が設けられた織物(1)であって、上層と下層とが、少なくとも第1の領域(A)で共に部分的に接合されている織物(1)をオーバーエッジする方法であって、
−下層が上層に接合されないように設けられている、織物の縁にある第2の領域において、裏地と共に下層(3b)を除去するステップと、
−第2の領域の上層(2b)を裏地に固定するステップと
を含む方法に関する。
(もっと読む)
紡出糸条の切断装置および切断方法
【課題】大がかりな設備の必要がなく、また、片持ち支持の板を倒すだけでは切断できなかった太糸を切断することができ、さらに、巻き取り異常によるロールへの糸巻き付きを防止することができる紡出糸条の切断装置および切断方法を提供する。
【解決手段】片紡出口金から紡出された糸条に対し、両側に設けられたチムニー側板の一方に、片持ち支持でスイング可能なプレートを設け、該プレートをストッパーで支持し、糸切れ等の異常時に該ストッパーを作動させることによってプレートを倒し、該プレートと、他方のチムニー側板に設けられた該プレートを受ける受け台との間で紡出糸条を切断するようにした紡出糸条の切断装置において、前記プレートと受け台の一方または両方に該プレートと受け台を止着する止着具を固設したことを特徴とする紡出糸条の切断装置。
(もっと読む)
熱溶着性繊維から成る織編物の加工方法
【課題】強度が高くて、任意の形状の商品展開を可能とし、また、高価な金型を使用しないため、安価で短時間に製造できる熱溶着性繊維から成る織編物の加工方法を提供する。
【解決手段】熱溶着性ポリエステルなどの熱溶着性繊維から成る織成または編成した織編物を加熱して溶融硬化せしめた後、所望の形状にカット加工する。
(もっと読む)
シート状部材の端部処理装置および端部処理方法
【課題】 短時間でシート状部材の端部処理を行えるシート状部材の端部処理装置および端部処理方法を提供することを目的とする。
【解決手段】 端部処理装置2の先端にはカッター部21が設けられ、その上端部には潰し部22が連結されている。潰し部22には、カッター部21から半径方向外方に突出した顎部22aが形成されており、カッター部21の根元の周囲には、曲面によって形成されたコーナー部21aが設けられている。端部処理装置2は、ロボットアーム1に取り付けられ、上下方向に超音波振動しながら、フロアマット3の表面を押圧して相対移動することにより、カッター部21によってフロアマット3を切断するとともに、顎部22aによってパイル32を潰すことができる。また、コーナー部21aによって、潰し部22が溶融させた樹脂材料が切断面の肩部に流れ込んで固化することにより、端部処理後にパイル32がほつれることを防止する。
(もっと読む)
極短繊維の製造方法及びその装置
特に、0.1mm以下の繊維長を有する極短繊維を得るに際して、ミスカットを極力抑制しながら安定に極短繊維を得る製造できる方法とそのための装置を提供することを目的とし、この目的を達成するために、多数の単繊維群を束ねた繊維束を形成し、冷却によって固化し加熱によって気化又は液化する埋包材を気体状又は液状にし、気体状又は液状になった埋包材によって前記繊維束を埋包処理し、前記埋包材が気化又は液化しない温度で埋包処理された前記繊維束の端面を薄片状に切削し、1mm以下の切断繊維長を有する短繊維を得る方法と装置である。 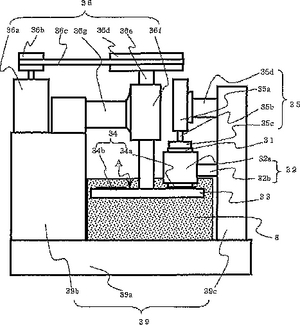 (もっと読む)
(もっと読む)
テープ、特に柄入りラベルテープの製造のための方法及び設備
【課題】熱切断による柄入りテープの製造に当たって、切断区域の布の糸を相互にほつれることがないラベルテープの製造方法を提供する。
【解決手段】テープの製造において溶融糸及び接着糸を含む切断区域(12、12a、12b、12c、12d)を切断線(10、10a、10b、10c、10d、10e)に沿って備えた布(4)をまず製作する。切断区域をプレスすることにより及び/又は切断区域に熱を発生することにより、切断区域の布の糸が互いに結合される。プレス装置に切断装置(18)が後置され、切断部材(20a、20b、20c、20d、20e)により切断区域(12、12a、12b、12c、12d)の切断線(10、10a、10b、10c、10d、10e)に沿って布を分断し、テープ(2a、2b、2c、2d)を作る。
(もっと読む)
折り目を有する立体生地製品、及びその折り目形成方法
【課題】 多数の製品を構成する生地部材を準備する必要がなく、また折り目を形成するための各生地部材を縫合する煩雑な縫合作業が不要となり、製品の外観品質を向上させることができる折り目を有する立体生地製品及び折り目の形成方法を提供する。
【解決手段】 表皮材を構成する複数の生地部材が縫合されることなく表皮材の折り目が形成される。上記折り目は表皮材表面から膨出又は陥没して形成される。上記折り目は、上記表皮材を形成する一枚の生地の裏面側に形成された溝部、穴部、孔部又は間隙部において折曲されることにより形成される。
(もっと読む)
極短繊維の製造方法及び製造装置
【課題】 特に0.1mm未満の切断長を有する極短繊維をミスカット無く安定して得るための方法と切断装置1台当たり生産能力を上げる装置を提供することにある。
【解決手段】 互いに引き揃えられた長単繊維群からなる繊維束を埋包材によって埋包して作製した固化された被切断材(1)から極短繊維を製造するための方法と装置であって、該装置は前記固化された被切断材(1)を切断刃(2)に対して切断に要求される量だけ精密送りする精密送り手段(4)を複数個備えて、該精密送り手段(4)によって送られた複数本の被切断材(1)の端面を薄片状に切断刃(2)によって切断して0.1mm未満の切断長を有する極短繊維を製造するための方法と装置である。
(もっと読む)
ブラシ用モノフィラメント及びブラシ用モノフィラメントの製造方法
【課題】本発明は歯ブラシ用剛毛(ブリストル)として用いられてもよいモノフィラメントを提供することを目的とする。
【解決手段】各モノフィラメントは、0.0025〜0.012インチの範囲の直径を有し、六小胞または八小胞の形状を有している。モノフィラメントは複数の熱可塑性ポリマー流を押出す工程と、複数の刃を1000rpmを越えて回転させる工程と、複数の刃を複数の熱可塑性ポリマー流の末端部分に接触するように配置し、割れた先端を形成する工程によって、製造される。
(もっと読む)
セルローズ繊維を含有する編成製品ウェブを染色する方法
本発明はセルローズ繊維を含有する編成製品ウェブを染色する方法に関する。セルローズを含有する編成製品を幅出しされた状態で連続的に染色浴を用いて染色し、加工ラインにて後続の染色ホットフルーにて乾燥しかつ染色固定できるためには、編成製品はまず長手方向縁部にて、連続的に搬送する緊張チェーンにて掴まれ、次いで緊張チェーンに保持された長手方向縁部領域に境界を接して長手方向縁部を補強する膠横線が施される。膠は乾燥され、次いで緊張チェーンから解き放された製品ウェブが幅出しされ連続的に、染色浴と染色ホットフルーとを通して、製織された製品ウェブと同じ原理で導かれる。 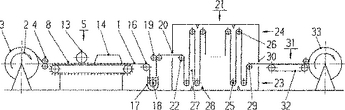 (もっと読む)
(もっと読む)
繊維束切断装置
【課題】長尺の繊維束のような産業廃棄物を処理する場合、処理、保管、運搬を容易にするため所定の寸法に小片に分割する必要があるが、繊維束の径が比較的大きい場合には、非常に大きな切断力を必要とし、容易に切断することができない。比較的大きな径の繊維束であっても、効率的かつ確実に切断する切断方法、および切断装置を提供する。
【解決手段】繊維束の切断を行うに際して、繊維束の一端を把持部で把持し、把持部が移動することにより繊維束を加工位置に引き出す。繊維束の両端を固定し、その一端を引出軸を中心として回転させることにより、繊維束に捻りを加え、各単繊維間の結束力を強める。捻りを加えた繊維束の切断を行う部分の前後において圧迫固定した後、繊維束に向けて移動してくる切断部により切断し、比較的に径の大きい繊維束であっても確実に切断を行う。
(もっと読む)
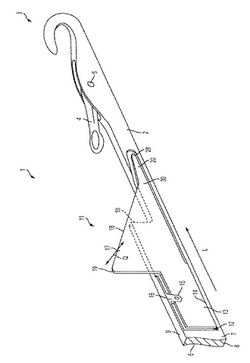
スラッシュキルト用のカッターナイフ
【課題】 ガイド部材の交換作業を必要とすることなく、種々の全幅寸法のガイド部材が利用可能なスラッシュキルト用カッターナイフを提供する。
【解決手段】 円形ブレード15を保持するカッターナイフ本体10の外周部に、円形ブレード15に対する外接線と平行に延在して設けられた幅寸法の異なる複数のガイド部材21〜24を設ける。各ガイド部材21〜24とカッターナイフ本体10との間にスリット21a〜24bを設けて、当該スリット内に円形ブレード15のエッジ15aを露出させる。1つのカッターナイフ1が幅寸法の異なる複数のガイド部材を備えるので、縫目間のピッチ寸法が異なる種々のスラッシュキルト布を作製するに当たって、当該複数のガイド部材のうちの1つを適宜選択して汎用的に使用できる。その際に、ガイド部材の取換え作業は、一切必要ない。
(もっと読む)
極短繊維の製造方法
【課題】 切断長が1.0mm未満、特に0.1mm未満の繊維長を有する極短繊維を得るに際して、ミスカットを極力抑制しながら安定に極短繊維を得る製造できる方法とそのための装置を提供する。
【解決手段】 多数の単繊維群を互いに繊維長手方向に並行となるように引き揃えて束ねた繊維束を収縮チューブに挿入し収縮させ、筒状体に収縮チューブに挿入して収縮された繊維束を挿入し、加熱によって気化又は液化する埋包材を気体状又は液体状にして前記筒状体に注入して埋包材を固化して被切削材とし、前記埋包材が気化又は液化しない温度で前記被切削材の切削端面を薄片状に切削し、0.005〜1.0mmの切断繊維長を有する短繊維を得ることを特徴とする極短繊維の製造方法である。
(もっと読む)
繊維切断用刃受けロール
【課題】 刃受けロールの切断屑の発生が少なく、刃受けロールの交換頻度が低く、長時間連続使用が可能で刃受けロールを提供すること。
【解決手段】 芯金の外周に弾性層を有し、繊維を切断するカッターローラーの切断刃を受ける繊維切断用刃受けロールであって、前記弾性層は、JIS K 6301に規定する破断伸びが500〜1,000%、硬度が92〜98および反発弾性率が55〜75%の特性を有するウレタン樹脂であって、前記ウレタン樹脂は、少なくともナフタレンジイソシアネート、エステル系ポリオールおよび架橋剤から得られるポリウレタンであることを特徴とする繊維切断用刃受けロール。
(もっと読む)
カッター装置
【課題】敷設されるシート状床材がカーペットタイルなどのように切断方向に継ぎ目が生じる場合であっても、継ぎ目部分で転動方向前側の型付けローラとカッターとの間で転動方向前側側のシート状床材の継ぎ目側端部が跳ね上がることがなく、切断位置がずれたりすることなくシート状床材を連続的に容易に切断することができるカッター装置を提供する。
【解決手段】シート状床材の、転動方向前側側の型付けローラによって型付け状態にされた部分を、カッターに至るまで型付け状態を保つようにガイド面でガイドするガイド板が少なくとも転動方向前側側の型付け型付けローラとカッターとの間に設けられていることを特徴としている。
(もっと読む)
シート材の裁断方法
シート材を重ねて裁断する際に、裁断線上やそのやや外側、あるいは裁断線の内側の縫い代部分などに、ナイフや目打ちなどを突き刺して上下させて熱を加え、シート材を上下に溶着させる。空気透過性の低いシート材を重ねて裁断しても、シート材がめくれたり滑ったりすることを防止して、正確に裁断できる。 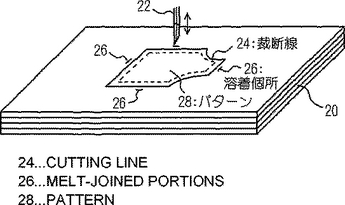 (もっと読む)
(もっと読む)
自動で繊維をレイアップするシステムおよび方法
装置は、樹脂を含浸させた繊維を基板に貼り付けるために、材料の層と、第1の縁部とを有する表面を含む。この表面は、基板を基準として、かつ、基板に沿うように移動する。材料の層は、樹脂と共に使用するのに適合したものである。第1の縁部は、繊維に対する装置の移動を基準として表面の前部に配設される。第1の縁部は、当該第1の縁部の中央部が当該第1の縁部の1対の側方部の相対的に前方に存在する状態で湾曲する。 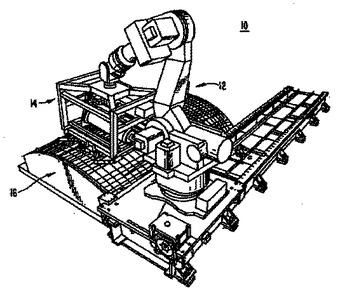 (もっと読む)
(もっと読む)
81 - 100 / 110
[ Back to top ]