
Fターム[3C030BC21]の内容
Fターム[3C030BC21]の下位に属するFターム
振動を発生させるもの (18)
保持手段が微少傾動 (24)
保持手段が平面上を微小移動 (96)
装着対象物品が微少移動 (23)
Fターム[3C030BC21]に分類される特許
21 - 40 / 94
部品装着装置
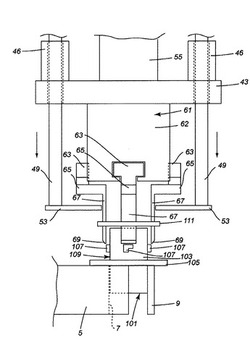
【課題】ガスケット等の弾性変形可能なリング状部品をねじれることなく、正しい状態で被装着部に対し自動的に装着することができる部品装着装置を提供する。
【解決手段】押出しプレート53の先端部が弾性変形して拡径しているガスケット111の上面に当接して、押出しプレート53がガスケット111を下方へ押す。押出しプレート53はガスケット111を更に下方へ押し、本体部103の凸部107を通過させる。このときガスケット111の内面はランプソケット101の凸部107の外面に接触しない大きさに拡径しているため、ガスケット111は凸部107の外面には殆ど接触しないで凸部107を通過する。凸部107を通過すると、ガスケット111は自己の弾性力によって縮径して、被装着部109に装着される。ガスケット111は凸部107の外面には殆ど接触しないで凸部107を通過するので、ガスケット111がねじれてしまうことない。
(もっと読む)
ピストンリングのチャック装置およびチャック方法

【課題】リング溝からのピストンリングのはみ出しが生じた場合であっても、ピストンの挿入が行われる工程における稼動率阻害の要因となるピストンリングの噛み込みを防止することができるチャック装置を提供する。
【解決手段】ピストンリングをチャックするためのチャック装置であって、所定の姿勢に支持された状態のピストン20に対して、リング溝23に係合した状態のピストンリング(トップリング21およびセカンドリング22)を径方向外側から掴むことで、ピストンリングを径方向に縮めてリング溝23にチャックするチャック部材と、ピストンリングにエアを噴き付けることで、ピストンリングの自重によるリング溝23に対応する位置からの部分的な位置ずれを規制するエアノズル12とを備え、エアノズル12により、ピストンリングの位置ずれを規制した状態で、チャック部材により、ピストンリングをリング溝23にチャックする。
(もっと読む)
組付装置
【課題】ワークを被組付部材に組み付ける機構が複雑でなく、ワークを被組付部材に組み付ける際にもワークの湾曲面に傷が生じない、組付装置を提供する。
【解決手段】ワーク2の一端部2aに当接しつつワーク2の中央部2bを吸着しながら、被組付部材3の湾曲部3bにワーク2を挿入するワーク吸着手段10と、アクチュエータ5に取り付けられ、傾斜面21aを有する押圧部21でワーク2の他端部2cを押圧するワーク押圧手段20と、ワーク2の一端部2a及び中央部2bが被組付部材3の湾曲部3bに挿入しかつワーク2の他端部2cがその湾曲部3bに入り込んでいない状態において、被組付部材3の湾曲部3bに入り込んでいないワーク2の他端部2cをワーク押圧手段20が押圧可能に、ワーク吸着手段10をワーク押圧手段20に連結する連結手段30と、を備える。
(もっと読む)
エンジンの組付方法
【課題】本発明は、エネルギ消費量を減らすことができ、併せて、生産効率を高めることができるエンジンの組付方法を提供することを課題とする。
【解決手段】ピストンピン20をピストン24およびコンロッド27に組み付けるエンジンの組付方法において、ピストンピン11を所定の温度まで冷却するピン冷却工程と、冷却されたピストンピン11をピストン24およびコンロッド27に組み付けるピン組付工程と、が備えられている。
(もっと読む)
自動組立装置
【課題】磁性体部品の平面部の穴に対して組付部品を正確に位置合わせすることができる自動組立装置を提供する。
【解決手段】自動組立装置は、鉄板7と隙間を有して対向するように配置され、平面部に対して略垂直なリング穴を有し、かつリング穴の中心軸方向に磁化されたリング型磁石10と、ネジ26をリング穴の中心軸とを合わせて保持して上記中心軸方向に移動する自動ドライバと、リング型磁石10および自動ドライバを鉄板7に対して平行に移動可能に支持するスカラロボットとを備えている。これによって、リング型磁石10は、鉄板7の穴24に対して、ネジ26を位置合わせすることができる。
(もっと読む)
ドライブシャフトの組付け装置
【課題】小型化および簡略化を図ることにより作業スペースを確保でき、かつ、圧入動作を簡易に制御することのできるドライブシャフトの組付け装置を低コストに提供する。
【解決手段】ドライブシャフトの組付け装置1は、ドライブシャフト3と軸方向に係合し、軸方向のスライド力をドライブシャフト3に出力する出力側部材4と、出力側部材4によるスライド力の出力方向と直交する軸まわりの回転力(トルク)が入力される入力側部材5と、入力側部材5とねじ嵌合を介して連結され、入力側部材5に入力されたトルクを出力側部材4に圧入方向のスライド力として伝達する動力伝達手段6とを備える。
(もっと読む)
スプライン嵌合装置及びスプライン嵌合方法
【課題】位相整合時のスプライン軸を有する部材とスプライン穴を有する部材の相互接近する方向への相対的移動量が微小な場合についても自動化可能なスプライン嵌合装置及び方法を提供すること。
【解決手段】スプライン嵌合装置は、押圧手段、回転付与手段、検出手段、挿入手段を備える。押圧手段が、シャフト2を等速自在継手の内側継手部材4に、スプライン部2bと軸孔4bの軸線を合致させた状態で押圧する。この状態のまま、回転付与手段が、シャフト2をその軸線を中心として回転させる。検出手段が内側継手部材4の回転の開始を検出すると、挿入手段がスプライン部2bを軸孔4bに圧入する。
(もっと読む)
ワーク把持装置、および、これを用いたアッセンブリの組立て方法
【課題】複数の部品が積層されて構成されるアッセンブリについて、省スペースで効率的に組み立てできるワーク把持装置を提供すること。
【解決手段】把持装置30は、基部31と、この基部31に設けられて所定方向に延出し先端に第1の駒421を有する円筒状のガイド部42と、このガイド部42の同軸上に設けられた円筒状のコレット43と、ガイド部42およびコレット43に挿通されて、先端に第2の駒441を有する棒状のシャフト部44と、ガイド部42とシャフト部44とを相対移動させることにより、駒421、441同士を接近または離隔させるアクチュエータ41と、基部31に設けられて所定方向に進退可能でありかつ先端がワークに係止可能な係止部50と、を備え、第1の駒421および第2の駒441の外径は、コレット43側では、コレット43の内径よりも小さく、コレット43の反対側では、コレット43の内径よりも大きい。
(もっと読む)
圧入装置
【課題】オイルシールの傾きを補正してラムの軸線とオイルシールを圧入する凹部または凸部の軸線とを一致させる。
【解決手段】本発明は、ピストン(6)を軸方向に進退させるプレス部(2)と、ピストン(6)の先端に設けられるラム(11)とを備え、ラム(11)を部品(8)に圧接することで部品(8)をワーク(20)に形成される凹部または凸部(9)に圧入する圧入装置(1)において、ラム(11)は、ピストン(6)とともに軸方向に進退すると同時に軸方向と垂直な方向にスライド可能である。
(もっと読む)
金属触媒担体の製造装置
【課題】 ハニカム体を外筒へ良好に圧入した状態で収容できると同時に、装置の耐久性を向上できる金属触媒担体の製造装置の提供。
【解決手段】 圧入ガイド19のテーパ面(第2案内孔19d)に、ハニカム体2の外周に内側へ窪んだ溝2aを形成可能な突部19eを設け、スライド片24の外周における突部19eと対応する位置に、該スライド片24と突部19eとの接触を回避可能な逃げ溝27を設けた。
(もっと読む)
部品組付装置、およびバルブタイミング可変機構の製造方法
【課題】部品組付工程の自動化に際し、部品4や被組付体2の組立の高精度化、部品4の組付における部品4の移動の高精度化等を必要としない部品組付装置1を提供する。
【解決手段】部品組付装置1によれば、各々の保持具30に保持された部品4は、部品側円周と被組付体側円周とが略一致するように、かつ、部品保持部41が周方向にとなり合う2つの組付穴3の間に配されるように、各々の部品4を被組付体2の一面に当接させ、その後に本体ロボット25を回転させる。これにより、各々の部品4は、被組付体側円周上を回転摺動し、組付穴3と部品保持部41とが一致した部品4から、順次、仮挿入される。また、仮挿入が済んだ保持具30は、スプリング33を周方向に圧縮させることで、保持具支持体31に対して相対移動する。以上により、部品組付工程の自動化が可能になる。
(もっと読む)
自動車用ウエザストリップ組付け治具及び組付け方法
【課題】ウエザストリップを簡単な治具で容易にフランジに取付けられる組付け治具と組付け方法を提供する。
【解決手段】自動車用ウエザストリップの組付け治具において、組付け治具20は、上辺フレーム26、車外側フレーム27と車内側フレーム30から構成されるコ字形のフレームを有する。車外側フレームの上部の内面に上部押えローラー23を設け、車外側フレームの下部には、フランジガイドローラー24とワーク送りローラー25を設ける。車内側フレームの先端部分には、ウエザストリップ10の車内側側壁12の先端に当接して車内側側壁を車内方向に撓ませる開口用ローラー31を設け、開口用ローラー31の後部に車内側側壁をフランジ側に押える側壁押えローラー34を設けたことを特徴とする自動車用ウエザストリップ組付け治具及び組付け方法である。
(もっと読む)
被挿入物の把持・挿入装置および被挿入物の把持・挿入方法
【課題】 被挿入物を挿入孔に軸心を揃えて挿入するに際して、種々の大きさの被挿入物に対応することができ、簡単な構造により、短時間に、作業能率よく挿入することができる被挿入物の把持・挿入装置を提供する。
【解決手段】 被挿入物を把持して挿入孔に軸心を揃えて挿入するために使用される被挿入物の把持・挿入装置60が、3本以上の把持指65を有し、これらの把持指65は、円周方向に間隔を置いて配置されて、放射方向に進退可能にされ、把持指65の内側面は、被挿入物を把持する把持面とされ、把持指65の外側面は、少なくともその先端部に先端に行くに従い内方に向かうテーパが付されて、挿入孔の入口に接触可能にされ、被挿入物把持・挿入装置60の位置を挿入孔の位置にならわせて修正するならい機構を備えている。
(もっと読む)
パワーアシスト装置およびその制御方法
【課題】パワーアシスト装置によるワークの搬送効率や、パワーアシスト装置を用いてワークを組み付ける場合の位置決め精度を改善するために、搬送途中におけるワークの姿勢を安定させるとともに、作業者による微妙な位置決めを可能とするパワーアシスト装置およびその制御方法を提供する。
【解決手段】接圧センサ3e・3e・・・により、ウィンドウ10に作用する押圧力Fe1〜Fe4を検知し、検知結果を制御装置5に入力する第一押圧力検知工程と、制御装置5により、検知した押圧力Fe1〜Fe4が、予め設定した第一閾値Fcを越えているか否かを判定する押圧力判定工程と、制御装置5により、デッドマンスイッチ6・6・・・が入状態であるか否かを判定するデッドマンスイッチ判定工程と、制御装置5により、第一押圧力検知工程と押圧力判定工程とデッドマンスイッチ判定工程の各結果からフリージョイント4の回転規制を解除するか否かを判定する。
(もっと読む)
軸状部品の供給補助装置
【課題】 軸状部品を受入孔へ正確に吸引し、ソケット部材が軸状部品を保持するときには吸引手段の吸引力を消滅させることができる軸状部品の供給補助装置を提供する。
【解決手段】 保持部材15の受入孔16に挿入された磁性材料製の軸状部品1をロボット装置やねじ締め装置等の保持ヘッド18に保持して目的箇所へ供給する形式のものにおいて、受入孔16の軸線33上またはその近傍に吸引手段32,36が配置され、この吸引手段は切換駆動手段30によって少なくとも軸状部品1の吸引位置と、軸状部品に吸引力を及ぼさない退避位置の2位置をとるように構成されている。
(もっと読む)
圧入嵌合部材およびパイプ製品
【課題】パイプ材の内部に挿入することが容易で、かつ小さい圧力でパイプ材の内部に簡単かつ確実に圧入することができる圧入嵌合部材と、その圧入嵌合部材が圧入嵌合されたパイプ製品の提供する。
【解決手段】パイプ材1にフランジ部3の先端周縁に、面取り高さhと面取り幅wの比w/hが0.3以下、かつ面取り幅wが0.15mm以上の基端側面取り部4と、面取り角が前記基端側面取り部4の面取り角より大きい面取り角の先端側面取り部5を2段に形成する。これにより、基端側面取り部4の屈曲部6の尖り度合いが適度に緩和され、小さい圧力で圧入嵌合部材2をパイプ材1に簡単かつ確実に圧入嵌合することができると共に、面取り部5の挿入案内の働きを効果的に行うことができ、圧入嵌合部材2の先端部をパイプ材1の内部に挿入することが容易となる。
(もっと読む)
キー材嵌入方法及びキー材嵌入装置
【課題】キー材をキー嵌入孔に円滑に嵌入させることが可能なキー材嵌入方法及びキー材嵌入装置を提供する。
【解決手段】作像部において、CCDカメラ25によって取込まれた画像から抽出された対象となるキー嵌入孔8の輪郭の画像データに基いて平面座標上に対象画像が作像される。演算処理部において、平面座標上で対象画像がマスター画像に一致するような平面座標における対象画像のX軸方向への補正量A及びY軸方向への補正量Bが算出される。X軸方向への補正量A及びY軸方向への補正量Bに基いて、NC制御装置は、キー嵌入ヘッド14を軸移動させて、キー材7を対象となるキー嵌入孔8に対して補正後の嵌入位置に位置決めさせる。したがって、キー材7を対象となるキー嵌入孔8に円滑に嵌入させることができる。
(もっと読む)
ロボットハンド
【課題】障害物があっても組付部に被組付体を組み付け可能なロボットハンドを提供する。
【解決手段】組付部と障害物との間の空間内で被組付体27を組付部に組み付けるロボットハンドであって、少なくとも2つの把持部材を相対的にスライド移動して開閉することにより、被組付体27を2つの把持部材で把持するハンド3と、ハンド3を動かして被組付体27を組付部に組み付けるアームと、を備え、アームは、ハンド3に把持された被組付体27を組付部に組み付ける際、ハンド3の2つの把持部材の開閉方向が、被組付体27を空間内に挿入する際の挿入方向と略平行になるようにハンド3の姿勢を制御し、被組付体27を組付部に組み付ける。
(もっと読む)
アッセンブリの組立方法
【課題】低コストかつ省スペースでアッセンブリを組み立てできるアッセンブリの組立て方法を提供すること。
【解決手段】アッセンブリの組立方法は、それぞれ挿通孔411、421を有する2つの部品41、42と、挿通孔411、421に挿通されたアクスル43と、を備えるアッセンブリ40の組立方法である。この組立方法は、2つの部品41、42の挿通孔411、421にピン24を挿通して、これら2つの部品41、42をアッセンブリ化し、このアッセンブリ化した2つの部品41、42を所定位置に位置決めする手順と、アクスル43をピン24と同軸上に配置する手順と、アクスル43をピン24に向かって前進させて、アクスル43の先端をピン24の先端に当接させる手順と、アクスル43とピン24とが当接した状態を維持しつつ、アクスル43をさらに前進させて、このアクスル43を挿通孔411、421に挿通する手順と、を備える。
(もっと読む)
つば付きブッシュ圧入装置及び方法
【課題】つば付きブッシュの圧入不良を抑制する。
【解決手段】本発明は、複数のつば部3a,3bを有するつば付きブッシュ3をワーク1に圧入するつば付きブッシュ圧入装置10において、つば付きブッシュ3の一のつば部3aの圧入中であって、他のつば部3bを圧入する前に、ワーク1のブッシュ挿入孔2に対して潤滑油を噴射する潤滑油噴射手段14を備えることを特徴とする。これにより、他のつば部3bを圧入するときのカジリ発生を抑制でき、圧入不良の発生を抑制することができる。
(もっと読む)
21 - 40 / 94
[ Back to top ]