
Fターム[3C058AA12]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(工具) (12,061) | 工具運動機構 (987) | 押圧及び切込調整機構 (432)
Fターム[3C058AA12]に分類される特許
41 - 60 / 432
研削方法
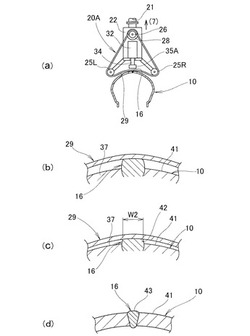
【課題】ビード周辺の母材表面の削り過ぎを防止でき、且つ削り幅を狭くできる研削方法を提供することを課題とする。
【解決手段】研削方法は、研削装置準備工程と第1研削工程と第2研削工程とからなる。
【効果】第2研削工程で、第1研削工程でビード16の一部を研削して得た平坦面39に、逆V字を呈する研削ベルト29を当てると、研削ベルト29の接触部が水平になり、研削ベルト29の非接触部が湾曲した母材から離れやすくなるため、ビード16周辺の母材37表面の削り過ぎを防止できる。また、第2研削工程で、研削ベルト29は平坦面39のみを研削するから、削り幅W2を狭くすることができる。したがって、ビード16周辺の母材37表面の削り過ぎを防止でき、且つ削り幅W2を狭くできる研削方法を提供できる。
(もっと読む)
バリ取り装置

【課題】 常時良好な研磨性能が得られるとともに、効率よくバリ取りを行うことができるバリ取り装置を提供すること。
【解決手段】 平板状とされかつ一対の表面にそれぞれ研磨ベルト9が配置される研磨部10と、前記研磨部10の各表面にそれぞれ研磨ベルト9を供給する供給部21A,21Bと、前記研磨部10を前記表面に沿った方向へ振動させる加振部30と、を有し、前記研磨部10は、所定間隔で平行に配置された一対の保持プレート11と、前記保持プレート11の先端側に設置された転回部12と、前記保持プレート11の基端側の内面側に設置された導入部13と、前記保持プレート11の基端側の外面側に設置された送出部14とを有し、一対の前記研磨ベルト9は、前記供給部21A,21Bから前記導入部13に供給され、前記保持プレート11の間を通して前記転回部12で転回され、前記保持プレート11の外側に沿って送られ、前記送出部14から回収部21C,21Dに回収されるように配置されている。
(もっと読む)
研磨装置および研磨方法
【課題】基板の周縁部を研磨して直角な断面形状を形成することができる研磨装置を提供する。
【解決手段】研磨ユニット25は、基板Wの周縁部に対して研磨テープ38を上から押し当てる押圧部材を有する研磨ヘッド50と、研磨ヘッド50に研磨テープ38を供給し、研磨ヘッドから研磨テープ38を回収するテープ供給回収機構70と、研磨ヘッド50を基板Wの半径方向に移動させる第1の移動機構42A,43A,40Aと、テープ供給回収機構70を基板Wの半径方向に移動させる第2の移動機構42B,43B,40Bとを備える。ガイドローラ84D,84Eは、研磨テープ38が基板Wの接線方向と平行に延び、かつ研磨テープ38の研磨面が基板Wの表面と平行となるように配置される。
(もっと読む)
眼鏡レンズの製造方法
【課題】眼鏡レンズの使用感を損なうことなくプリズム作用の調整を行うための手段を提供する。
【解決手段】眼鏡レンズの少なくとも一方の表面の一部を機械加工により切除しプリズム作用を調整するスラブオフ加工を行い、次いで切除領域表面を研磨加工することを含み、前記研磨加工を、研磨治具表面を該表面に向かって開口する貫通穴を複数有する研磨パッドにより被覆した状態で、該研磨パッド表面と前記切除領域表面との間に研磨剤を供給しながら前記眼鏡レンズと前記研磨治具とを相対移動させることによって行うことを特徴とする眼鏡レンズの製造方法。
(もっと読む)
研磨装置、研磨方法、パッケージの製造方法、圧電振動子、発振器、電子機器及び電波時計
【課題】基板に形成された貫通孔において貫通電極を適切に形成することによってキャビティの内部と外部との導通性を適切に確保する。
【解決手段】片面研磨装置51は、ベース基板用ウエハ40の貫通孔21、22に装着された金属材料からなる導電性の金属ピン37を研磨するものであって、下定盤52と、該下定盤52上においてベース基板用ウエハ40の面方向への移動を規制するリテーナリング53と、該リテーナリング53内においてベース基板用ウエハ40を吸着保持するキャリア54と、キャリア54を下定盤52に向かい可変圧力で押圧するプレッシャープレート55とを備え、ベース基板用ウエハ40をリテーナリング53内で保持しつつ、下定盤52を回転させて金属ピン37を研磨する際に、少なくともプレッシャープレート55による圧力を徐々に増大させる。
(もっと読む)
半導体装置の製造方法および製造装置
【課題】支持基板に貼り合わせたウエハの歩留まりを上げることができる半導体装置の製造方法および製造装置を提供すること。
【解決手段】実施形態の半導体装置の製造方法は、第1工程、第2工程および第3工程を含む。第1工程は、半導体素子が形成されたウエハの表面を支持基板に貼り合わせる。第2工程は、ウエハの裏面を研削して、ウエハを所定の厚さにする。第3工程は、ウエハの周縁部を支持基板の一部に達するまで研磨して、周縁部を除去する。
(もっと読む)
両面研磨装置
【課題】研磨加工時にワークに加わる上定盤による押圧力を、構成が簡単でエネルギー消費の少ない減圧機構によって精密かつ安定的に微調整できるようにする。
【解決手段】ワークWの研磨時に上定盤3に該上定盤3の荷重と逆向きの荷重を作用させる減圧機構44を有し、前記上定盤3の荷重と前記逆向き荷重との差を研磨時の押圧力とする両面研磨装置において、前記減圧機構44は、上定盤3と軸線が一致する位置に上下動可能に配設された静圧力伝達軸45と、前記上定盤3と該静圧力伝達軸45とを相互に連結する自動調芯軸受49と、静止する液体47の液位差により静圧力を発生させ、この静圧力を前記静圧力伝達軸45に前記上定盤3による荷重と逆向きの荷重として作用させる静圧力発生装置48とを有する。
(もっと読む)
ホーニング用研削工具
【課題】真円度、円筒度及び研削能率を向上させる配置の砥石を有する研削工具を提供する。
【解決手段】複数スリットを有する円柱状ホルダと、ホルダと同軸的に内包されるテーパコーンと、コーンに支承され複数スリットの各々に内包されるシューと、シューに取り付けられホルダから突出する砥石を備え、コーンの軸方向の進退によりシューが進退自在な研削工具で、ホルダは、ホルダ内部にクーラントを供給する流入口と、ホルダ内に流入したクーラントを排出するスリットに形成された複数の排出溝とを備え、隣接する砥石がなす角のうち少なくとも一箇所は角度が大きく、それ以外の箇所は角度が小さくなるようホルダの回転軸を中心とする円周上に砥石が配置され、砥石数は6枚であり、そのうち4枚の砥石は、回転軸に関して向かい合う90度以上の二領域を区画するように配置され、残りの2枚の砥石は、各々90度以上の領域以外の領域に1枚ずつ配置される。
(もっと読む)
基板を処理する方法及び装置
【課題】基板の縁を洗浄するための改良された方法及び装置を提供する。
【解決手段】基板の縁を研磨するように適応される装置及び方法は、研磨膜と、該研磨膜に張力及び荷重をかけて、膜の少なくとも一部分を平面内に支持するように適応されるフレーム502と、研磨膜の平面に対して基板を回転して、研磨膜が基板に力を付与し、少なくとも外縁及び第1斜面を含む基板の縁に輪郭合わせし、更に、基板回転時に外縁及び第1斜面を研磨するように適応される基板回転駆動装置と510、を備えている。
(もっと読む)
デッキ表面の研削・研磨装置
【課題】デッキ表面が広くても、手動或いは自動による装置の前・後進等の操作が簡単であり且つ研削・研磨圧力の平衡性を保持し、より均一な研削・研磨を効率よく短時間で処理可能にし、作業員の肉体的負担を大幅に軽減可能なデッキ表面の研削・研磨装置を提供する。
【解決手段】走行台車(100)において、台車本体(101)の後部に走行方向操作用のハンドル(106)とカウンターウエイト(107)を設け、台車本体(101)の前部ステージ(101F)の下に昇降ステージ(200)を平行昇降可能に設け、前部ステージ(101F)に昇降ステージ(200)の昇降装置(300)を設け、昇降ステージ(200)の下面に左右前後上下の揺動を緩衝する第一の緩衝機構を各々介して複数基の研削・研磨作動用の電動モータ、或いは油圧モータ、又はエアーモータ(401)を平面的に見て前列と後列に配列し且つ前・後配列の関係を千鳥配列にして設けたことを特徴とするデッキ表面の研削・研磨装置。
(もっと読む)
超仕上加工ユニット
【課題】つば付き内輪の複数のつば部(面)に対する超仕上加工を、単一(1台)の設備で同時期に一括して自動的に行うことを可能にする超仕上加工ユニットを提供する。
【解決手段】つば付き内輪2の複数のつば部(面)2tに対する超仕上加工を、単一の設備で同時期に一括して自動的に行うことを可能にする超仕上加工ユニットU2であって、つば部用砥石60aを支持するつば部加工ヘッド60と、つば部加工ヘッドを反転可能に支持し、かつ、その反転軸R回りにつば部用砥石を所望の角度で反転させる反転機構62と、反転機構を支持し、かつ、反転機構と共につば部加工ヘッドを所望の方向θに旋回させると共に、微少往復運動(オシレーション)Osさせる作動装置64とを備えている。
(もっと読む)
手持ち式ベルトサンダ
【課題】内周面として形成される被加工面を、正確かつ作業性良く加工することができる新たな手持ち式ベルトサンダを提供する。
【解決手段】駆動源により回転駆動される駆動プーリ21と、駆動プーリ21と離間して回動自在に設置された従動プーリ22と、駆動プーリ21と従動プーリ22との間に張架された無端のサンダベルト41と、サンダベルト41の内面側に装備されサンダベルト41を支持するガイド面36を有するベルトガイドと、を備える手持ち式ベルトサンダにおいて、ガイド面36は、サンダベルト41の進行方向に垂直な断面視においてサンダベルト41へ向かってR形状に形成されるR形状部36aを備える。
(もっと読む)
フラップホイール研磨方法およびフラップホイール研磨装置
【課題】研磨作業を管理して、被研磨体の表層の硬さが所定硬さ以下になるように行えるフラップホイール研磨方法およびフラップホイール研磨装置を提供する。
【解決手段】回転軸5の周囲に短冊状の多数のフラップ11を放射状に取り付けて円筒状とされたフラップホイール9を回転させ、フラップホイール9の周面を当てて被研磨体を研磨するフラップホイール研磨方法であって、フラップホイール9の剛性およびフラップホイール9の被研磨体への押付力と研磨された被研磨体の表層の硬さとの関係を予め求め、求められた結果に基づいて、被研磨体の表層の硬さが所定硬さ以下になるようにフラップホイール9の剛性および押付力を管理して研磨する。
(もっと読む)
硬脆性材料のスライス方法
【課題】ウェーハの反りを抑制しながら、硬脆性材料のスライス時間を短縮可能な硬脆性材料のスライス方法を提供する。
【解決手段】スライス初期では、第1の固定砥粒による硬脆性材料の切断が進行し、これに伴い、電着固定砥粒ワイヤの走行モータの負荷電流が徐々に低下し、電着固定砥粒ワイヤに撓みが生じてくる。しかしながら、第1の固定砥粒の粒度が第2の固定砥粒の粒度に達した時、鋭角な角部を有した未使用の第2の固定砥粒が、硬脆性材料の切断溝の底部に当接し、それ以降、切断溝の底部の主な研削は第2の固定砥粒が引き継ぐ。これにより、走行モータの負荷電流の低下が徐々に回復し、撓みが徐々に減少する。その結果、一定の押し付け速度のままで硬脆性材料をスライス可能となる。よって、ウェーハの反りを抑制しながら、硬脆性材料のスライス時間を短縮できる。
(もっと読む)
磁気記録媒体用ガラス基板及びその製造方法
【課題】本発明は、平行度などの形状特性に優れる磁気記録媒体用ガラス基板の提供を目的とする。また、平行度などの形状特性に優れる磁気記録媒体用ガラス基板を高い生産性で研磨するガラス基板の研磨方法、及び該研磨方法を用いた研磨工程を有する磁気記録媒体用ガラス基板の製造方法の提供を目的とする。
【解決手段】本発明は、磁気記録媒体用ガラス基板の上下主平面を研磨する研磨工程において、ガラス基板を研磨する両面研磨装置の上定盤及び下定盤は、内周端と外周端のある円盤形状を有し、該外周端により形成される外径が0.6m〜2mであり、下定盤は回転速度33〜49rpmで回転駆動し、上定盤は下定盤と反対方向に回転速度10〜21rpmで回転駆動し、ガラス基板を保持するキャリアは下定盤と同方向に速度2〜16rpmで公転し、ガラス基板の両主平面を押圧する上定盤と下定盤の圧力は8.0〜16.0MPaである研磨方法を有することを特徴とする磁気記録媒体用ガラス基板の製造方法を提供する。
(もっと読む)
車両用タイヤの外周面研磨装置
【課題】 ホイールに装着されて主軸と共に回転するタイヤの外周面を研磨することが出来るタイヤ研磨装置の提供。
【解決手段】 本体フレーム1のX方向に沿って移動することが出来るツール移動台15を設け、このツール移動台15にはY方向へ移動することが出来るグラインダー移動台16を取付けると共にY方向への移動手段としてエアシリンダー20を備え、そして、該グラインダー移動台16の上にはグラインダーベース17を揺動可能に取付け、グラインダーベース上にはベルトグラインダー3を装着し、上記グラインダーベース17は研磨ベルト11の中心がタイヤ外周面13の中心と一致する定位置に対して揺動する場合には付勢されるバネ力にて該定位置に戻されるように機能する。
(もっと読む)
ディンプル成形バニシング工具
【課題】ディンプルの形状を簡単に調整することができるディンプル成形バニシング工具を提供する。
【解決手段】後端側を加工機に装着して回転させるマンドレル(30)と、このマンドレルの先端側に回転自在に外嵌され、マンドレルの回転に従動する転動体(41)および押圧体(42)を保持する筒状のフレーム(40)とを有し、フレームをワークの内周面に挿入して、マンドレルを回転させることにより、ワークの内周面にディンプルを成形するディンプル成形バニシング工具において、マンドレルは、転動体をフレームの径方向へ出没させることなく回転させる転動体回転部(33b)と、押圧体をフレームの径方向へ出没させつつ回転させる押圧体出没回転部(33a)とから成るディンプル調整機構を備えている。
(もっと読む)
複合加工工具
【課題】スカイビング加工部、バニシング加工部、およびディンプル成形部を備えた複合加工工具を提供する。
【解決手段】シャンク2と、シャンク2に固定されたマンドレル3と、マンドレル3に対して回転自在に外嵌されたフレーム4と、フレーム4に保持された転動部材(51)によりワークWの内周面W1にバニシング加工を行うバニシング加工部5と、フレーム4に出没自在に保持された転圧部材(61)によりディンプル成形を行うディンプル成形部6と、シャンク2の先端部に固定されたボディ81に配設され切削加工を行なうスカイビング加工部8と、を備えた複合加工工具1であって、マンドレル3の外周部には、周方向に沿って交互に配設された凹部と凸部からなる略多角形状の凹凸形状部が形成され、凹部と凸部が回転しながら交互に転圧部材(61)に係合することで、転圧部材(61)がフレーム4から出没してディンプル成形を行う。
(もっと読む)
ランダムオービタル器具によるロボット式表面前処理
【課題】ランダムオービタル器具によるロボット式表面前処理を提供すること。
【解決手段】装置が、任意の軌道運動でバッキングパッドを移動させる表面前処理器具と、器具に連結された第1のボールジョイントと、第1のボールジョイントに連結された第2のボールジョイントと、器具を表面に押し付けるために、第2のボールジョイントに連結されたロボットエンドエフェクタとを備える。
(もっと読む)
ガスケット座面の補修器具および補修方法
【課題】作業熟練度にかかわらず、容易に座面を修復することができる、ガスケット座面の補修器具および補修方法を提供する。
【解決手段】軸受け部1は、補修対象のガスケット座面111を備える開口部に着脱可能に固定される。回転軸3は、ガスケット座面111の中心軸と同軸の状態で軸受け部1に支持される。回転軸3には、アーム部材4が、ガスケット座面111と対向する状態で着脱可能に連結される。アーム部材4には、ガスケット座面111に当接する定盤51等の研磨加工部材が支持される。回転軸3の回転によりアーム部材4を回転させることで、ガスケット座面111の研磨が実施される。
(もっと読む)
41 - 60 / 432
[ Back to top ]