
Fターム[3C058AA12]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(工具) (12,061) | 工具運動機構 (987) | 押圧及び切込調整機構 (432)
Fターム[3C058AA12]に分類される特許
21 - 40 / 432
シリコンウェーハの研磨方法及び研磨装置
【課題】研磨布のドレッシング状態の変化によって生じる研磨速度の変化による研磨代のばらつきを抑制し、仕上がり厚さを高精度に制御できるシリコンウェーハの研磨方法及び研磨装置を提供する。
【解決手段】所定の研磨代となるように研磨時間を設定し、タンク内に貯蔵された研磨剤を研磨布に供給しながらシリコンウェーハを研磨布に摺接させて設定した研磨時間で研磨し、供給した研磨剤を前記タンク内に回収して循環させながらシリコンウェーハの研磨をバッチ式に繰り返すシリコンウェーハの研磨方法において、研磨布をドレッシングした後のバッチ回数の増加に伴って変化する研磨速度を予めデータベースに記録しておく工程と、所定の研磨代となるように研磨時間を設定する際に、データベースに記録された研磨布をドレッシングした後のバッチ回数の増加に伴って変化する研磨速度に基づいて研磨時間を設定する工程とを有するシリコンウェーハの研磨方法。
(もっと読む)
ダイヤモンド材料研磨用の研磨盤及びダイヤモンド材料の研磨方法
【課題】ダイヤモンドを高速かつ高い面精度で研磨することができるダイヤモンド用研磨盤を提供すること。
【解決手段】ダイヤモンドの研磨に用いられる研磨盤であって、ダイヤモンドと当接する研磨盤の研磨面が、酸化物を50体積%以上含み、押し込み硬度が500Kgf/cm2以上である材料からなることを特徴とするダイヤモンド材料研磨用の研磨盤であり、酸化物としてはSi,Al,Ti,Cr及び、Zrからなる群より選ばれた1つ以上の元素の酸化物を用いることが好ましい。
(もっと読む)
ホーニング加工方法

【課題】ホーニング加工でもって孔の内周面をテーパ形状に精度良く仕上げる。
【解決手段】砥石14の外周面26を、ホーニングヘッド11の直線移動方向に対してテーパ状に傾斜させると共に、孔2の内周に配置したホーニングヘッド11を孔2の小径側から大径側に向けて移動させるときのみ、砥石14を外径側に移動させつつ孔2の内周面3に押し当てることでホーニング加工を行う。
(もっと読む)
固定砥粒ワイヤおよび半導体基板の製造方法
【課題】固定砥粒ワイヤの張力を下げても、軌跡不良を低減して半導体基板をスライスすることが可能な固定砥粒ワイヤを提供する。
【解決手段】ワイヤ芯線表面に砥粒を固定した固定砥粒ワイヤであって、ワイヤ芯線径は80μm以下で、ワイヤ芯線の単位表面積当たりの砥粒の個数は400個/mm2以上である固定砥粒ワイヤ。
(もっと読む)
ガラス基板の研磨方法
【課題】ガラス基板の主表面を平坦度30nm以下に研磨することができる、EUVL光学基材用ガラス基板の研磨方法の提供。
【解決手段】両面研磨装置10のガラス基板22の両主表面を研磨するEUVL光学基材用ガラス基板の研磨方法であって、前記研磨パッド24が、微多孔が形成された表面層を有し、圧縮率が20%以上である第1の軟質プラスチックシートと、前記第1の軟質プラスチックシートの前記研磨面の背面側に接合された、圧縮率が20%未満である第2の軟質プラスチックシートと、を備えており、前記第2の軟質プラスチックシートの前記第1の軟質プラスチックシートが接合された反対面側をバフ処理した後、前記第2の軟質プラスチックシートのバフ処理された面を前記両面研磨装置の上下定盤の側にして、前記研磨パッドを該上下定盤に取り付けた状態で、前記研磨面側をドレス処理してから、前記ガラス基板の両主表面を研磨する。
(もっと読む)
半導体装置の製造方法
【課題】生産性の向上を図る。
【解決手段】半導体装置の製造方法は、半導体基板10上に、被処理膜13,16,21を形成する工程と、前記被処理膜の表面をCMP法により研磨する工程と、を具備し、前記CMP法は、回転する研磨パッド31を第1温度から前記第1温度よりも高い第2温度に上昇させる工程と、前記被処理膜の表面を前記第2温度に上昇した前記研磨パッドに当接させる工程と、を有する。
(もっと読む)
研削ベルト受け多数突部付きベルトを備えたベルト研削機
【課題】ベルト研削機を大型化又は小型化に適したものにすると共に、被研削物の外周面にあるバリや凹凸等の被研削箇所に対し、大きな研削力を連続的に発揮させて研削時間を短縮し、研削効率を向上させて、被研削物の平滑化に必要な作業時間を短くする。
【解決手段】固定定盤17と研削ベルト18との間に多数突部付きベルト23を介在して、それ等を3層状に重ね、その多数突部付きベルト23として、多数突部付きにする際に、そのベルト本体24の研削ベルト受け面形成側に、多数本の直線状突部22をベルト本体24の走行方向に対し傾斜する方向に延ばして設け、それ等の突部22を研削ベルト受け面形成側に分散して配置し、それ等の突部22の頂面により研削ベルト受け面を形成して用い、その両ベルト18、23の走行方向を同一にし、走行速度をほぼ同一にする。
(もっと読む)
ガラス基板の研磨方法、パッケージの製造方法、圧電振動子、発振器、電子機器並びに電波時計
【課題】ガラス基板の接合面の表面精度の向上を図り、キャビティ内の気密を確保することができるガラス基板の研磨方法、パッケージの製造方法、圧電振動子、発振器、電子機器並びに電波時計を提供する。
【解決手段】研磨剤を供給しつつリッド基板用ウエハ50の接合面53を研磨する、研磨工程を有するガラス基板の研磨方法であって、研磨工程は、研磨剤に酸化セリウムを主成分とする第1研磨剤を用いてリッド基板用ウエハ50の接合面53を研磨する前段ポリッシュ工程と、研磨剤にコロイダルシリカを主成分とする第2研磨剤を用いてリッド基板用ウエハ50の接合面53を研磨する後段ポリッシュ工程と、を有することを特徴とする。
(もっと読む)
レンズ研磨方法及びレンズ研磨装置
【課題】研磨ムラの少ない高精度のレンズ研磨を効率的に行うことが可能なレンズ研磨方法およびレンズ研磨装置を提供する。
【解決手段】レンズ研磨方法は、研磨装置の回転軸に保持され該回転軸を中心に回転駆動するレンズに対し、研磨ツールが回転軸の軸線と直交する方向及び軸線方向から、レンズの光学面に回転軸を中心に同心円状又は螺旋状のいずれかの研磨軌跡を描くように光学面を非球面形状に研磨するレンズ研磨方法であって、レンズを、研磨軌跡の旋回中心から離間した位置に配置する工程と、研磨ツールが光学面を研磨する時に、研磨ツールと光学面との間に所定の圧力を付与する工程とを備える。
(もっと読む)
ガラス基板の製造方法
【課題】表面状態が良好なガラス基板を簡易に生産性高く製造できるガラス基板の製造方法を提供すること。
【解決手段】ガラス基板の表面に研磨砥粒を含むpH4.0以下の研磨液を供給し、研磨パッドにて前記ガラス基板の表面を鏡面に研磨する最終研磨工程と、前記最終研磨工程に続けて、pH4.0以下の酸性洗浄液を供給し前記研磨パッドにて前記ガラス基板の表面を擦り洗いする擦洗工程と、前記擦洗したガラス基板を最終洗浄する最終洗浄工程と、を含む。
(もっと読む)
加工装置
【課題】簡易な機構で加工部の加工直径を調節することができる加工装置を提供することを課題とする。
【解決手段】ドローバー引張機構90は、一端が主軸台20に揺動自在に係止されるレバー92と、このレバー92の他端と主軸台20の間に渡されピストンロッド94がほぼドローバー61に平行に延ばされレバー92を揺動させるレバー揺動シリンダ95と、レバー92の途中に揺動可能に止められドローバー61へ延ばされ軸受98を介してドローバー61の一端に連結される連結部材99とからなり、てこの原理でレバー92でドローバー61を軸方向へ移動させるようにした。
【効果】連結部材をレバーの途中に揺動可能に止め、レバー揺動シリンダでレバーを移動させるだけであるので、ドローバー引張機構を簡易且つ安価な機構にでき、装置全体としても簡易な機構で加工部の加工直径を調節することができる加工装置となる。
(もっと読む)
ワイヤーソーとワイヤーソーを用いたシリコン製造方法
【課題】マルチ・ワイヤーソーにおいて、多溝ローラの長寿命化を図り、多溝ローラのV溝からワイヤーが脱線することを防止することを目的とする。
【解決手段】回転自在に設けられた複数の多溝ローラ1a,1b間に巻き付けられたワイヤー2を備え、ワイヤー2を被加工物3に相対的に押し付けて被加工物3をスライスするワイヤーソーにおいて、多溝ローラ1a,1bからワイヤー2が離れる出口近傍とワイヤー2が多溝ローラ1a,1bに接触を始める入口近傍とに、ワイヤー2を多溝ローラ1a,1bに押し付ける回転自在な押さえローラ11a,11bを設け、多溝ローラ1の長寿命化を図り、ワイヤー2のV溝からの脱線を防止する。
(もっと読む)
素地調整工具
【課題】狭隘な場所に狭い間隔で並設状態に配設している電線管や鋼管などの管材でも容易に素地調整作業を行うことができる素地調整工具を提供することを目的とする。
【解決手段】長尺体1に沿って移動自在に取り付ける移動基体2に、長尺体1に被嵌する被嵌体3を移動基体2に対して往復スライド移動自在に設け、この被嵌体3を移動基体2に対して往復スライド移動する駆動装置4を移動基体に設け、被嵌体3は、一対の被嵌半体3a,3bからなり一方の被嵌半体3aに対して他方の被嵌半体3bを半割自在に設けた構成とし、この被嵌体3の内側に長尺体1の外周面を包囲して当接する研磨体5を設け、この研磨体5は、被嵌体3が長尺体1を被嵌した際に、この長尺体1の外周面に押圧状態で密着するシート状研磨体5に構成した素地調整工具。
(もっと読む)
電極板のハンガーバー研磨装置、および、電極板のハンガーバー研磨装置を備えた電極板搬送装置
【課題】電極板の一部を構成するハンガーバーの下面のブスバーと接触するコンタクト部とその近傍に付着した酸化皮膜、電解液の結晶などの付着物を簡単かつ確実に除去でき、メンテナンスも容易な電極板のハンガーバー研磨装置を提供する。
【解決手段】金属の電解精錬に用いられる電極板のハンガーバーの下面に付着した酸化皮謨、電解液の結晶などの付着物を除去するための電極板のハンガーバー研磨装置であって、コンベアにより搬送されてくる電極板のハンガーバーの下面に対して下方向から押し付けるように、付勢機構によって上方向に付勢された回転ブラシを備える。
(もっと読む)
液圧回転機のシリンダブロック製造方法及び液圧回転機
【課題】シリンダブロックと摺動部材における正常な摺動状態を実現すると共に、安定的な摺動状態を維持できる液圧回転機のシリンダブロック製造方法及び液圧回転機の提供。
【解決手段】回転軸9と、この回転軸9の回転に伴って回転し、球状黒鉛鋳鉄によって形成されるシリンダブロック1と、このシリンダブロック1のシリンダ3の摺動面に摺接するピストン2とを備えた液圧回転機のシリンダブロック1の製造に際し、シリンダブロック素材1Aの所定部位に施す所定の表面処理加工は、シリンダブロック素材1Aの所定部位に対してバニシング加工を行い、塑性変形域層30を形成する強ひずみ加工工程と、この強ひずみ加工工程におけるバニシング加工によって形成された塑性変形域層30に対して窒化系熱処理を行い、窒素化合物層27を形成する熱処理工程と、この熱処理工程における窒化系熱処理によって形成された窒素化合物層27を除去する除去工程とを含む。
(もっと読む)
球体研磨装置
【課題】球体の加工品質を向上させるとともに、研磨加工効率を高めることができる球体研磨装置を提供する。
【解決手段】軸方向に圧力を加えながら回転盤体3を固定盤体2に対して回転させることにより球体を研磨加工する球体研磨装置1において、加工中の球体5の直径を測定する球径測定器6と、球径測定器6の測定値により球体5を研磨する研磨加工能率を制御するPLC7と、を備え、球径測定器6は、被測定球体5の姿勢を変更する姿勢変更機構64を有し、PLC7は、加工完了寸法を設定する設定手段71と、測定値Dmより平均直径を算出する加工能率演算部72と、設定手段71により設定された設定値及び平均直径に応じて加工能率の目標値を設定する加工能率演算部72と、測定値Dmと加工完了寸法とを比較して加工を停止させる加工能率演算部72と、を有する。
(もっと読む)
半導体基板の研磨方法
【課題】 CMP用研磨パッドの表面状態を適正化し、低圧研磨プロセスにおいて、既存のCMP用研磨パッド及び研磨剤を用いて、研磨特性を維持しながら、安定して高い研磨速度を得られる半導体基板の研磨方法を提供する。
【解決手段】 表面の中心線平均粗さ(Ra)が7〜11μmであるCMP用研磨パッドに、3〜7kPaの圧力で半導体基板を押し当て加圧し、この半導体基板上に形成された薄膜を化学機械的に研磨する半導体基板の研磨方法。
(もっと読む)
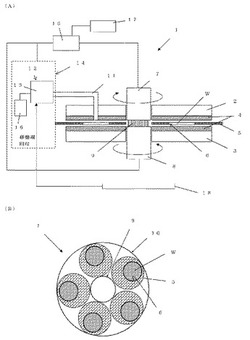
単結晶体の切断方法
【課題】所望の傾斜角度に高精度に対応する切断面をもち、表面の平坦度が高い単結晶ウエハを得ることができる。
【解決手段】単結晶体20a、20bの中心軸に沿った結晶方位を、複数の単結晶体20a、20b同士でいずれも平行な結晶方位とし、複数の該単結晶体20a、20bを、中心軸を走行方向に対して直交させて配置し、中心軸に垂直な単結晶体20a、20bにおける中心を通る仮想面を、押圧方向に対して所定角度傾けるとともに、隣り合う2つの単結晶体20a、20b同士で押圧方向に対する仮想面の傾斜の向きを異ならせて、ワイヤソー19に対して押圧し、仮想面に対して所定角度傾いた切断面を有する単結晶切断体を得る。
(もっと読む)
研磨装置および研磨方法
【課題】研磨時間全体を短縮することができ、研磨テープを容易に交換できる研磨装置を提供する。
【解決手段】本発明の研磨装置は、基板Wのノッチ部を研磨する研磨装置において、基板Wを水平に保持し、回転させる回転保持機構3と、研磨テープを用いて基板Wを研磨する複数の研磨ヘッドモジュール70A,70B,70C,70Dと、複数の研磨ヘッドモジュールを互いに独立して移動させる移動機構とを備える。複数の研磨ヘッドモジュールは、研磨テープを基板Wのノッチ部に摺接させる研磨ヘッド30と、研磨ヘッドに研磨テープを供給し、回収するテープ供給回収機構2A,2B,2C,2Dとをそれぞれ有する。
(もっと読む)
研磨パッド
【課題】シリコンベアウエハ、ガラス、化合物半導体基板およびハードディスク基板等の高精度研磨特性が得られる仕上げ研磨パッドを提供する。
【解決手段】研磨シートaとクッションシートbを有する研磨パッドであって、研磨シートaは湿式凝固法で得られるポリウレタンを主成分とする多孔質ポリウレタンシートまたは不織布内部にポリウレタンを主成分とした溶液を含浸させ後に湿式凝固法でポリウレタンを凝固させた状態で不織布内部に含有させたポリウレタン含浸不織布であり、クッションシートbは多孔質架橋ポリウレタンシートであり、その多孔質架橋ポリウレタンシートの圧縮弾性率が0.05MPa以上0.20MPa以下で、かつ5分後回復率と1分後回復率の比率が1.04以上であり、研磨シートaとクッションシートbとの間にプラスチックフィルムcが介在されてなる研磨パッド。
(もっと読む)
21 - 40 / 432
[ Back to top ]