
Fターム[3C058AA12]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(工具) (12,061) | 工具運動機構 (987) | 押圧及び切込調整機構 (432)
Fターム[3C058AA12]に分類される特許
81 - 100 / 432
研削装置
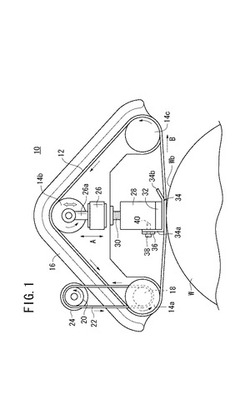
【課題】コンパクト且つ経済的な構成で、突起部位を高精度に研削することを可能にする。
【解決手段】研削装置10は、ワークWの溶接ビードWbに研削用無端ベルト12を押し付けて周回走行させることにより、前記溶接ビードWbを研削する。この研削装置10は、研削用無端ベルト12の内周面に溶接ビードWbへの押し付け位置に対向して配置される押圧ブロック28を備える。押圧ブロック28は、研削用無端ベルト12の内周面を押圧する端面形状が四角形状に設定されている。
(もっと読む)
研磨工具

【課題】寸法の小さな光学部品などを成型するための金型の成型面などの加工面にダメージを与えることなく当該加工面上のうねりを除去できる研磨工具を提供する。
【解決手段】研磨工具1は軸芯P回りに回転される回転軸2と基端部3aが回転軸2に連なりかつ軸芯Pの周方向に等間隔に複数設けられているとともに軸芯Pに対して直交する方向に直線状に延在した研磨歯3とを備えている。研磨歯3の軸芯Pに対して直交する方向の長さをLとし研磨歯3が被加工物の加工面に押し付けられる力をFとし研磨歯3の縦弾性係数をEとし研磨歯3の断面2次モーメントをIとすると互いに隣り合う研磨歯3間の間隔dがFL3/3EI≦d≦Lを満たしている。
(もっと読む)
レール頭頂面の削正装置
【課題】 レール頭頂面を削正する精度的に優れた削正装置を提供する。
【解決手段】 レールR上を走行する台車1に、前記レールRの長手方向に並べて配した一対の回転ドラム5,5´間に張設した無端状の研削ベルト6を設ける。該研削ベルト6を押圧手段で前記レールの頭頂面Raに押し付ける、複数個の押圧ローラ19A,19B,19Cを、前記研削ベルト6の移動方向に沿って並設し、該ローラ19A,19B,19Cの周側面に、前記移動方向に互いに部分的に重なり合って、前記頭頂面の断面形と一致する輪郭形を構成する押し付け部を突設する。
(もっと読む)
円盤状基板の製造方法、研磨装置およびプログラム
【課題】研磨装置により円盤状基板の研磨を行う際に、研磨時間を抑制しつつ、特にエッジロールオフ(端ダレ)を抑え、円盤状基板をより均等に研磨することができる円盤状基板の製造方法等を提供する。
【解決手段】ガラス基板の主表面を研削する研削工程と、研削工程を経たガラス基板を研磨する研磨工程と、を有し、研磨工程は、ガラス基板の主表面に対する研磨の圧力を最大圧力まで単調増加させた後にこの最大圧力に留めることなく徐々に低下させると共に、研磨開始から研磨の圧力が最大圧力に達するまでの時間を研磨の圧力が最大圧力に達してから研磨終了までの時間より短くなるように設定することを特徴とする円盤状基板の製造方法。
(もっと読む)
両面研磨装置
【課題】遊星歯車式研磨装置において、上定盤の追従性を確保しつつ、上定盤を加圧して研磨加工を行なうことができる構造の研磨装置を提供する。
【解決手段】従来の上定盤5の吊下げ用ワイア9による吊支構造に加え、その内周側に上定盤5への加圧荷重を付与するための加圧用ワイア12を配置し、上定盤吊り板2から下方への作用荷重を上定盤連結リング13を介して上定盤5へ均一に伝達する荷重伝達部を構成することにより、加圧荷重条件における研磨加工を可能とする。
(もっと読む)
板状部材研磨装置
【課題】板状部材と研磨ベルトとの押圧面を均一に接触させて、均一平面に仕上げると共に、押圧や研磨ベルトの駆動速度の加減速度の調整を容易として最適な研磨条件で板状部材を効率的に研磨できる板状部材研磨装置を提供する。
【解決手段】圧接部材7を研磨ベルト1の駆動方向と直交する方向に揺動自在とする簡単な追従機構とすると共に圧接部材降下用電動シリンダー35の圧接力は電流比制御を行い常に均一に調整し、研磨ベルト1を安定して連続的に駆動しながら被研磨材50を上載する保持台40を往復動させることで被研磨材50表面の平滑化及び表面の仕上げを良好なものとする研磨を行うことができるオープンリール式のベルト研磨装置である。
(もっと読む)
マグネシウム合金コイル材
【課題】マグネシウム合金からなる長尺な板材を巻き取ったコイル材であって、その全長に亘って厚さのばらつきが小さいマグネシウム合金コイル材、マグネシウム合金コイル材の研削方法、マグネシウム合金用研削装置、及びマグネシウム合金板を提供する。
【解決手段】マグネシウム合金コイル材から繰り出されて走行する板材(素材板100)を研削ベルト13により研削するにあたり、素材板100の幅方向の複数箇所の厚さを厚さ測定器(フォワードセンサ31)により測定し、コンタクトロール11とビリーロール12との間のギャップの幅方向の大きさが不均一になるように調整してから研削する。上記研削工程により、研削後の研削板1の全長に亘って、当該研削板1の幅方向における厚さのばらつきを40μm以内とすることができる。
(もっと読む)
研磨装置
【課題】管状の研磨工具を回転させ、被加工物に圧接して研磨液を吐出しながら研磨する研磨装置において、吐出する研磨液の圧力が変化して研磨除去量が不正確となるのを防ぐ。
【解決手段】研磨液を吐出しながら被加工物20を研磨する管状の研磨工具1は、隙間9をもってハウジング10の穴に嵌挿され、回転モーター5によって回転駆動される。研磨液は、ハウジング10の穴と研磨工具1の間の隙間9に供給され、管状穴7を介して被加工部21に吐出される。ハウジング10の穴の側面に設けられた溝である研磨液調整部位11aは、研磨液調整圧力計18を有する流路を経て研磨液調整ポンプ16に接続され、隙間9に満たされた研磨液の圧力を一定に保つ。
(もっと読む)
ホーニング方法及びホーニング装置
【課題】加工の品質が安定し、サイクルタイムが安定するホーニング方法及びホーニング装置を提供する。
【解決手段】シリンダ内面Sに接して回転される砥石2を油圧力でシリンダ内面Sに向け拡張させることにより砥石2を自生させつつシリンダ内面Sを仕上げ加工するホーニング方法において、加工中にシリンダ径方向の所定距離を加工するのに要した所要時間を測定し、所要時間t2が目標時間t0より短いときには油圧力を低下させ、所要時間t1が目標時間t0より長いときには油圧力を上昇させる。
(もっと読む)
ワーク切断方法及びワイヤソー
【課題】ワイヤ駆動方向切換時の張力付与部材の急激な変位を抑制する。
【解決手段】第1リール9AからワイヤWを繰り出しながら当該ワイヤWの張力を繰出し側張力に上げる一方、このワイヤWの張力をこの張力よりも低い巻取り側張力に下げて第2リール9Bに巻取る前進駆動切断工程と、第2リール9Bからワイヤを繰り出しながら当該ワイヤWの張力を繰出し側張力まで上げる一方、このワイヤWの張力を巻取り側張力まで下げて第1リール9Aに巻取る後退駆動切断工程とを繰返し行う。その際、ワイヤ繰出し側では、第1リールをその周速度がガイドローラ24等の周速度よりも低くなる第1の回転速度で駆動し、巻取り側では、第2リールをその周速度が第1の回転速度で駆動される第1リールの周速度よりも低くなる第2の回転速度で駆動する。
(もっと読む)
素地調整装置
【課題】高所作業となる鋼管やハンガーロープの素地調整を、人手に代わり極めて短時間で行うことができる素地調整装置を提供すること。
【解決手段】長尺体1に沿って移動自在に取り付けする移動基体2に、前記長尺体1に被嵌可能な被嵌体3を設けると共に、この被嵌体3は、長尺体1に被嵌したままこの長尺体1に沿って移動基体2に対し往復スライド移動自在に設け、この被嵌体3は、前記長尺体1が貫通する貫通被嵌部4に長尺体1の外周面に圧接する研磨体5を設け、前記移動基体2に、前記被嵌体3をこの移動基体2に対し前記長尺体1に沿って往復スライド駆動せしめる駆動装置6を設けて、この駆動装置6による被嵌体3の往復スライドにより前記研磨体5が長尺体1の外周面を往復研磨し得るように構成した素地調整装置。
(もっと読む)
シリコンブロックの面取加工方法及びその装置
【課題】シリコンブロックの連続回転、加工帯体の循回移送及びシリコンブロック又は加工帯体のシリコンブロックの回転軸線方向の移動の複合作用によってシリコンブロックの四つの角縁部を連続して、研削又は研磨加工してR面又はC面に面取加工を行うことができる。
【解決手段】シリコンブロックWの角縁部W1をR面又はC面に面取加工する装置であって、シリコンブロックを保持して連続回転させる保持回転部Aと、シリコンブロックの角縁部を研削又は研磨加工して面取加工を行う無端帯状の加工帯体Tをシリコンブロックの回転軸線Oに直交する方向Nに循回移送させる加工ヘッド部Bと、加工帯体をシリコンブロックの角縁部に圧接させる圧接機構部Cと、保持回転部又は加工ヘッド部をシリコンブロックの回転軸線方向に移動させる移動機構部Dとを備えてなる。
(もっと読む)
圧電振動子の両面ポリッシング加工装置、及び、両面ポリッシング加工方法
【課題】周波数掃引法によって厚み検出を行う圧電振動子の両面ポリッシング加工において、非導電性のポリッシングパッドの厚み、弾性、あるいは使用時間の影響を実質的に受けることなく、共振周波数の高周波数化と表面粗度への要求とに対応することを課題とする。
【解決手段】上定盤11には、流体貯留部34内に開口し、樋25から通電用流体を供給するための注入路32が設けられている。流体貯留部34内には、電極端面331が流体ポケット35より突出しない位置になるように測定電極33が設けられている。測定電極33は、電極端面331を除いて周囲が絶縁壁332により電気的に絶縁されている。
(もっと読む)
研磨装置および研磨方法
【課題】ワーク被研磨面の平坦度、平面度をより高め、かつ表面粗さを犠牲にすることのない、改善された研磨装置、研磨方法を提供する。
【解決手段】ワーク5を回転駆動するためのワークスピンドル15に角度調整機構を折り込み、ワーク5を規制保持した状態でワーク5の被研磨面をラップ定盤2の研磨面に押し当て、そのままの状態で角度調整機構をロックするよう構成する。これにより、ラップ定盤2表面の実際の偏摩耗による傾斜を測定することなしにワーク5の傾斜並びにワークスピンドル15の調整を可能にする。ワークスピンドル15は軸方向に間隔を設けた一対の自動調芯軸受31、32で軸支され、この一対の自動調芯軸受相互31、32間相互間の軸に垂直な方向の相対的なずれを許容してワークスピンドル15を傾斜自在の状態とする。
(もっと読む)
研磨装置
【課題】逆オスカー型の研磨装置において、上定盤の外部のカラーフィルタ上に研磨液を滴下させて研磨を行っても、研磨量の制御が容易で、安定した研磨のできる研磨装置を提供する。
【解決手段】上定盤33に対向する下定盤1への荷重の分布を上定盤の外周部のみとするために、上定盤は上定盤上層33aと上定盤下層33bで構成し、上定盤の下面を中凹状50にする調整機構として押込みボルト31を上定盤上層33aの中心部qを除く内面部rから外周部tに向かって複数個設けたこと。上定盤43を厚さ方向を2分するスリット44を中心部を除く内面部から外周部に向かって設け、押込みボルト41を上定盤上半部43aの中心部を除く内面部から外周部に向かって複数個設けたこと。
(もっと読む)
研磨方法及び研磨装置
【課題】例えば、半導体層の外周部全体を研磨除去し、更にシリコン基板のエッジ部を所定深さまで研磨除去してSOI基板等の貼合せウェーハを製造する時にあっても、半導体層がシリコン基板から剥がれることがない、良好な研磨プロファイルが得られるようにする。
【解決手段】回転中の基板Wのエッジ部の研磨開始位置の直上方位置に研磨ヘッド2を位置させ、研磨ヘッド2を下降させて回転中の基板のエッジ部の研磨開始位置に研磨ヘッド2の研磨具10を所定の押圧力で接触させ、所定時間経過後に、研磨具10を回転中の基板のエッジ部に前記所定の押圧力で接触させたまま研磨ヘッド2を基板の外周端部に向けて移動させる。
(もっと読む)
ワーク磨き装置
【課題】円筒形状または円柱形状のワークの磨き作業が行え、1台の装置でボルトとナットの両方の磨き作業が行えるワーク磨き装置を提供することにある。
【解決手段】本発明に係るワーク磨き装置10は、略円筒形状または略円柱形状のワークを保持し回転駆動されるチャック161と、ワークの内周面または外周面に接触してその表面を磨くブラシ本体132と、ブラシ本体132をワークの内周面または外周面に押圧させるブラシ押圧用シリンダー208と、ブラシ本体132をワークの高さ方向に移動させるブラシ昇降用シリンダー206と、を備えるものである。
(もっと読む)
超仕上げ装置
【課題】 ハブ等のより小さな径のワークのボール溝に対しても超仕上げ加工を良好に施し得るようにする。
【解決手段】 砥石ホルダ16を超仕上げ砥石41先端側の揺動中心O廻りにオシレーションさせると共に、砥石ホルダ16を揺動中心O廻りに角度変更させてオシレーションの揺動中心角αを変更するようにした超仕上げ装置であって、
砥石ホルダ16が一対のリンク部材14に直交する直交状態から傾斜揺動した傾斜状態で、リンク部材14先端側の砥石ホルダ16、超仕上げ砥石41及び砥石ホルダ16の取付部分並びにシリンダ手段42に流体を供給する供給流路64が、一対のリンク部材14間の中央P1から超仕上げ砥石41先端までの突出距離を半径r1とした円内に略納められている。
(もっと読む)
炭化珪素単結晶ウェハの製造方法及びこの方法で得られた炭化珪素単結晶ウェハ
【課題】炭化珪素単結晶インゴットから切り出された直後のウェハに存在するそり・うねりをウェハの両面研磨の際に効果的に除去し、フリースタンディング状態でもそり・うねりの無い研磨後のウェハを調製し、これによって欠陥密度の少ない良好な品質のウェハを製造することができる炭化珪素単結晶ウェハの製造方法を提供する。また、平均積層欠陥密度が30cm-1以下である良品質の炭化珪素単結晶ウェハを提供する。
【解決手段】炭化珪素単結晶インゴットから切り出されたウェハ3を両面研磨装置のキャリア2内に保持させてウェハ表面を両面研磨し、次いで両面研磨後のウェハの表面に生成した加工変質層を除去して炭化珪素単結晶ウェハを製造するに際し、ウェハ厚さよりも厚さの大きいキャリアを用いてウェハの両面研磨を行う、炭化珪素単結晶ウェハの製造方法である。
(もっと読む)
超仕上げユニット
【課題】加工装置全体の構成をコンパクトにすることができ、かつ、加工能率が向上した超仕上げユニットを提供する。
【解決手段】超仕上げユニット1は、本体ケーシング2と、本体ケーシング2に回転自在に取り付けられ、複合加工機の回転主軸に同軸上に着脱自在に連結される連結軸3と、ワークを研削する砥石を有する砥石ヘッド4と、本体ケーシング2と砥石ヘッド4との間を連結し、回転主軸の往復回転駆動による駆動力を連結軸3を介して受けることにより、砥石ヘッド4を往復揺動運動させるリンク機構5とを備えている。
(もっと読む)
81 - 100 / 432
[ Back to top ]