
Fターム[3C058AC04]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(その他) (1,655) | 装置の補助機構 (1,647) | 加工液、砥粒、冷却液の供給 (674)
Fターム[3C058AC04]に分類される特許
81 - 100 / 674
切断体の製造方法
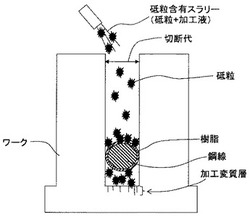
【課題】鋼線の表面に樹脂を被覆した樹脂被覆ソーワイヤを用いてワークを切断したときに、加工変質層深さが浅く、平滑な表面の切断体が得られる切断体の製造方法を提供することにある。
【解決手段】本発明に係る切断体の製造方法は、樹脂被覆ソーワイヤでワークを切断するにあたり、硬さを調節した樹脂で鋼線を被覆した樹脂被覆ソーワイヤに砥粒を吹き付け、切断面と樹脂被覆ソーワイヤとの間への砥粒の引き込みを前記樹脂によって抑制しつつ、前記ワークに対して前記被覆ソーワイヤが切り込む方向には、砥粒を引き込むことでワークを切断する方法である。
(もっと読む)
軟質材料の表面加工を行うラッピング装置及びラッピング加工方法

【課題】軟質材料からなる工作物に対して、簡素な構成で高精度かつ高加工能率で研磨加工を可能とするラッピング工具を備えたラッピング装置及びその加工方法を提供する。
【解決手段】ラッピング装置2は、端子部11を備えたラッピング工具1と、テーブル23上に設けられかつラップ剤4を貯留して該ラップ剤中に工作物3を浸漬させるための加工槽24などを有する。工作物3には軟質材料が用いられ、端子部11には、熱可塑性樹脂からなる端子本体12と、端子本体を加熱するための加熱手段13と、が設けられる。加熱手段の加熱量を制御して端子本体の表面温度を最適温度に調節するための温度制御手段をさらに有する。最適温度は、工作物3の硬度と端子本体表面12aの硬度との硬度比が0.4以下になるように設定されている。
(もっと読む)
線材表面の加工装置
【課題】 機械的方法で表面加工を可能として環境負荷を抑制するとともに、線材の走行に負担を与えることなく、高速且つムラのない表面加工を可能とする線材表面の加工装置を提供する。
【解決手段】 走行される線材の表面を加工する線材表面の加工装置において、研磨材が供給される円錐状の摺接面を有し、かつ、走行される前記線材に回転されながら該摺接面を摺接させる複数の回転摺接体を備え、前記複数の回転摺接体は、前記線材の上方から摺接面を摺接させる一又は複数の回転摺接体と、前記線材の下方から摺接面を摺接させる一又は複数の回転摺接体とを備えた。
(もっと読む)
平面トライボ研磨方法、およびその装置
【課題】IT向け液晶パネル、ハードディスク、光学機器向け周波数カット用フィルター等に使用されるガラス基板や医療機器産業に用いられるガラスや次世代パワーデバイス向け半導体基板材料であるSiC基板やLED照明用基板として用いられているサファイア基板、発信器基板の水晶基板など多くの高脆性材料を、高品位に高速に仕上げることができ、更にはレアアースの一種である酸化セリウム等の使用量を抑制することも可能な平面トライボ研磨方法、およびその装置を提供する。
【解決手段】本発明は、自転運動しつつ摺動又は楕円運動を行う複数の上定盤を、それぞれの下面を同一面状上に並設して上定盤群を構成し、前記上定盤群に対向間隔を隔てて回転運動可能に下定盤を構成し、前記上定盤群及び下定盤をそれぞれ独立に回転させながら、その対向間隔に上方から電界を印加しつつキャリアに保持した被加工物を臨ませ、誘電性砥粒を水に分散させたスラリーを供給することにより被加工物の表面を研磨することを特徴とする。
(もっと読む)
切削装置及びブレードカバーの着脱方法
【課題】一度切削水ノズルを調整した後、ブレードカバーを取り外し再度装着しても切削水ノズルの調整を不要とする切削装置を提供する。
【解決手段】スピンドルハウジングと、スピンドルハウジングの端面に装着され、切削ブレードを覆うとともに切削ブレードに切削水を供給する切削水ノズルが配設されたブレードカバー62と、スピンドルハウジングの端面に固定されてブレードカバー62を位置決めする位置決めプレートとを具備し、位置決めプレートは、ブレードカバー62のX軸方向を位置決めするX軸方向位置決め部と、ブレードカバー62のZ軸方向を位置決めするZ軸方向位置決め部とを有し、ブレードカバー62の装着面には、位置決めプレートのX軸方向位置決め部に嵌合するX軸方向嵌合部86a、86bと、位置決めプレートのZ軸方向位置決め部に嵌合するZ軸方向嵌合部88a、88bが形成されていることを特徴とする。
(もっと読む)
ワイヤソースラリ廃液の処理方法及び装置
【課題】固定砥粒式ワイヤソーのスラリ廃液からクーラントを効果的に分離できるようにする。
【解決手段】固定砥粒式ワイヤソーのスラリ廃液を分離装置に供給してクーラントを分離するスラリ廃液処理装置であって、貯留槽10から分離装置6に供給するスラリ廃液3aの温度を検出する温度計25又は粘度を検出する粘度計26と、温度計25又は粘度計26の検出値に基づいて、分離装置6に供給するスラリ廃液3aの粘度が最低粘度を保持するように貯留槽10のスラリ廃液3aの温度を設定温度に調節する温度調節装置23とを備える。
(もっと読む)
被研磨物の研磨方法、及び研磨パッド
【課題】被研磨物の表面を研磨することにより表面を精度よく凹面または凸面として形成するための被研磨物の被研磨物の研磨方法、及び研磨パッドを提供する。
【解決手段】表面上に径方向の中心側の領域と外側の領域とで異なる溝状態が形成され、中心側または外側のいずれか一方の領域が溝が形成された第一研磨領域11、他方の領域が第一研磨領域11と異なる溝状態とされた第二研磨領域12である研磨パッド10に、第一研磨領域11と第二研磨領域12との境界をまたいだ状態で被研磨物20を配し、研磨パッド10及び被研磨物20を回転させて被研磨物20を研磨する。
(もっと読む)
水溶性切削廃液の処理方法
【課題】水−グリコール系切削媒体を用いた脆性材料の切削乃至は切断工程において排出される水溶性切削廃液の再生処理に際し、かかる廃液の臭気成分を効果的に除去せしめて、そのような切削媒体を有利に回収することの出来る手法を提供すること。
【解決手段】水−グリコール系切削媒体を用いた脆性材料の切削乃至は切断工程において排出される水溶性切削廃液の再生処理に際し、かかる水溶性切削廃液に対して、直接に、又は該水溶性切削廃液の固液分離工程で生じた濾液に対して、アンモニア誘導体を添加せしめ、該切削廃液又は該濾液中に存在する臭気成分と反応させて、かかる切削廃液又は濾液の臭気を除去するようにした。
(もっと読む)
ガラス基板の製造方法、ガラス基板の研磨方法、ガラス基板の洗浄方法およびガラス基板の製造装置
【課題】ガラス基板の研磨後の平坦性を向上させることが可能なガラス基板の研磨方法を提供する。また、上記研磨方法をガラス基板の洗浄方法に応用する。
【解決手段】ガラス基板の研磨方法は、ガラス基板4の主表面の延在方向に沿って、ガラス基板4よりも硬い粒子を含む流体と上記主表面とを高速で相対移動させることにより上記主表面を研磨するものである。ガラス基板の洗浄方法は、ガラス基板4の主表面の延在方向に沿って、ガラス基板4よりも軟らかい粒子を含む流体と上記主表面とを高速で相対移動させることによりガラス基板4を洗浄するものである。
(もっと読む)
ブラシ装置
【課題】ブラシの寿命を延ばすことのできるブラシ装置を提供する。
【解決手段】本ブラシ装置1は、回転駆動するシャフト2と、該シャフト2の外周面からワークWへの加工方向とは反対側に軸方向に対して所定の傾斜角度(傾斜角度β)で倒伏した状態で延びる複数の金属線材3からなるブラシ4と、シャフト2内を軸方向に沿って延びる高圧クーラントの主流路5と、該主流路5から分岐して複数延び隣接する金属線材3間でその根元に開口する噴射孔6とを備えているので、ブラシ4の寿命を延ばすことができる。
(もっと読む)
研磨装置
【課題】研磨ヘッドに残留した異物を効率よく除去することができる研磨装置を提供する。
【解決手段】研磨装置1は、回転可能に構成された研磨定盤と、前記研磨定盤上に配置された研磨パッドと、前記研磨パッド上に研磨剤を供給する研磨剤供給機構と、被研磨物Wを保持しながら前記研磨パッドに該被研磨物Wを押し当てるチャックプレート12と、前記チャックプレート12の外周に前記チャックプレート12と間隙Gを介して配置されたリテーナーリング14と、間隙Gに連通する送液管16と、を含む。
(もっと読む)
使用済み水溶性スラリーから再生水溶性スラリーを生成する方法及び使用済み水溶性スラリーの再利用方法
【課題】混合するワークの切粉と未使用又は未破砕砥粒との十分な分離及び回収を実現すると共に、使用済み水溶性スラリーの状態によらず、良質な再生水溶性スラリーを安定的に生成することができる再生水溶性スラリーの生成方法を提供する。
【解決手段】本発明に係る方法は、遠心分離装置にて分離する前に、使用済み水溶性スラリーの温度、密度及び粘度を所定範囲となるように調整する第1工程と、調整された使用済み水溶性スラリーを遠心分離装置にて所定加速度にて分離することで、遠心分離後の再生水溶性スラリーの密度を安定的に所定範囲に調整する第2工程とを有することを特徴とする。
(もっと読む)
バリ取り方法及びバリ取り用衝撃波発生装置
【課題】バリを良好に除去することができるバリ取り方法を提供する。
【解決手段】バリ取り方法は、ワーク10に形成した第1穴11に対し、第2穴12を交差して連通して形成し、第2穴12の第1穴11への開口部12Aの周囲に形成されたバリ13を除去する。ワーク10の表面に形成された第1穴11の開口端部11Aを薄膜により封鎖する封鎖工程と、薄膜20を介して封鎖した第1穴11の開口端部11Aに対向する位置に処理液30を配置する待機工程と、処理液30に衝撃波を発生させる衝撃波発生工程と、衝撃波が薄膜20を破断して処理液30が第1穴内11に充満しながら高速で流入してバリ13に衝突することにより、このバリ13を折り取り除去する除去工程とを有している。
(もっと読む)
注水機構付き電動工具
【課題】ハウジングを長くしなくても工具カバーをプラグと干渉することなく装着すると共に、装着した工具カバーの回り止め及び抜け止めも低コストで合理的に行う。
【解決手段】工具10を覆うカバー部17と、ベアリングボックス7の下部に外装されるリング状のバンド部20とを含んでなる工具カバー16を備え、ベアリングボックス7の後面に流体供給口12を開口する円形突起13を突設させたディスクサンダ1において、バンド部20を、前バンド22と後バンド23とに分割して流体供給口12を含むベアリングボックス7の外周部分に沿って外装させると共に、後バンド23における流体供給口12との重合部に、ベアリングボックス7への外装状態で円形突起13が嵌合してバンド部20の周方向の回り止めと下方への抜け止めとを行う逃げ部29を形成した。
(もっと読む)
基板加工方法および基板加工装置
【課題】積層した多数枚のガラス基板をずれないように保持して精度良く切削加工などの加工を各ガラス基板に同時に施すことのできるガラス基板加工方法を提案すること。
【解決手段】本発明のガラス基板加工方法では、加工対象の複数枚のガラス基板3を、液体を含浸させて湿潤状態の液体吸収性シート31を挟み、厚さ方向に重ね合わせて基板積層体4を形成し、これを厚さ方向の両側からクランプ機構5によってクランプし、クランプ状態の基板積層体4に、走行状態の1本のワイヤー2を押し付けてガラス基板に対して同時に同一の切削加工を施す。湿潤状態の液体吸収性シートを挟んだ状態で多数枚のガラス基板3がクランプされるので、ガラス基板間の密着力が高く、加工時におけるガラス基板のずれを防止でき、加工精度を高めることができる。
(もっと読む)
ワイヤソーのクーラント管理システム
【課題】半導体ウエハを、安価で効率良く、かつ製品歩留まりを上げながら製造することができるワイヤソーのクーラント管理システムを提供する。
【解決手段】半導体のインゴットから厚さの薄い半導体ウエハを複数枚製造する固定砥粒方式のワイヤソーのクーラント管理システムであって、インゴットをワイヤソー600(610,620,630)によって切断した際に使用したクーラントの少なくとも一部を、そのSS濃度を低下させてリサイクルクーラントとしてワイヤソーによるインゴット切断に再び使用するリサイクルクーラント循環流路を備え、かつリサイクルクーラント循環流路の途中に使用済みクーラントのSS濃度を低下させたリサイクルクーラントを生成するフィルタプレス810,820(800)を備える。
(もっと読む)
スラリー供給装置及びスラリー供給方法
【課題】ダブルの供給系を設けることなく、ダブルの供給系と同様にスラリーの供給エンジンがダウンしても、処理中のウエハを完全に処理することができ、初期投資のコストを低減したまま、処理中のウエハの損害を出すことなく処理できるスラリー供給装置及び方法を提供すること。
【解決手段】少なくとも一つのスラリー供給タンクと、スラリーをCMP装置に供給する供給エンジンと、供給タンク内のスラリーをCMP装置に供給し供給タンクに循環する循環ラインと、循環ライン内のスラリーをCMP装置に供給する分岐ラインと、分岐ラインに設けたバルブと、CMP装置内にセットされているウエハを処理するのに充分な量のスラリーを保持できる容量を有する分岐ラインに接続したバッファー部材と、供給エンジンが停止したときバッファー部材内の残留スラリーを加圧し、CMP装置に供給する加圧部材とよりなるスラリー供給装置及びスラリー供給方法。
(もっと読む)
磁気記録媒体用基板の製造方法
【課題】本発明は、表面にNiPめっき被膜を形成した磁気記録媒体用基板を研磨する際に、前段の研磨工程で突き刺さったアルミナ砥粒を後段の研磨工程で効率良く除去可能な磁気記録媒体用基板の製造方法を提供する。
【解決手段】アルミニウム合金基板の表面にNiPめっき被膜を形成した磁気記録媒体用基板の表面を研磨する際に、第1の研磨盤を用いてアルミナ砥粒を含む研磨液を供給しながら研磨する粗研磨工程と、磁気記録媒体用基板を洗浄した後に、第2の研磨盤を用いてコロイダルシリカ砥粒を含む研磨液を供給しながら研磨する仕上げ研磨工程と、を含み、粗研磨工程の最後に、アルミナ砥粒を含む研磨液の供給を停止し、代わりに砥粒を含まない洗浄液を供給して研磨盤からアルミナ砥粒を除去し、その後、第1の研磨盤を用いてコロイダルシリカ砥粒を含む研磨液を供給しながら磁気記録媒体用基板の表面を研磨する中間研磨工程を設ける。
(もっと読む)
超音波加工方法およびその装置
【課題】加工開始時から高い加工速度で安定した加工を行うことができる超音波加工方法を提供する。
【解決手段】超音波振動が付与された工具を前進させて工具の先端部により被加工物の加工が開始され(T1)、工具の先端部が被加工物の表面から所定の微小深さD1にまで到達すると(T2)、工具が所定の後退量D2だけ後退して工具の先端部が被加工物の表面から離れ(T3)、次に、工具が所定の前進量D3だけ前進して被加工物の加工が進行し(T4)、以降、工具の先端部が被加工物の表面から予定していた加工深さに到達するまで、所定の後退量D2の後退と所定の前進量D3の前進が繰り返される。
(もっと読む)
電動工具用注水アタッチメント及び電動工具
【課題】注水機構がない電動工具であっても、簡単且つ低コストで注水機構を付加する。
【解決手段】注水アタッチメント10は、内部流路を任意に開閉操作可能なバルブを有し、内部流路の前端側に、ディスクサンダ1の工具カバー4に設けた集塵ノズル8に接続可能な前接続部12を備える一方、内部流路の後端側に、ホース23が接続可能なプラグ22を備える。よって、注水アタッチメント10を介して集塵ノズル8から工具カバー4内に注水可能となる。
(もっと読む)
81 - 100 / 674
[ Back to top ]