
Fターム[3C058BA01]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 制御(検知及び設定) (1,968) | 研削状態の検知 (338)
Fターム[3C058BA01]に分類される特許
21 - 40 / 338
サンダ
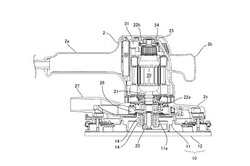
【課題】目詰まり現象が起きにくいサンダを提供する。
【解決手段】上記の目的を達成するために、モータ20と、モータ20を収納するハウジング2と、モータ20により駆動される揺動プレート10と、モータ20の回転軸21の下端に固着された偏芯軸23と、モータ20の回転軸21に固着されたホルダー24と、ホルダー24の周面に装着された磁石25と、磁石25の磁力を感じる磁気センサ31をもった制御基板30と、を備えたサンダにおいて、制御基板30は、磁気センサ31からの信号を基にフィードバック制御を行い、モータ20の回転数を一定回転数としたことを特徴とするサンダ。
(もっと読む)
研削装置および両面研磨装置

【課題】ウェーハ等のワークの両面の表面形状プロファイルを個々に緻密に制御できる研削装置および該研削装置を備える研磨装置を提供する。
【解決手段】本発明の研削装置は、研磨布を貼り付けた上定盤および下定盤の回転によりワークの表裏面を研磨する両面研磨装置における、研磨布をドレッシングするための研削装置であって、離間させた上下定盤間に挿通され、研磨布の研磨面に対して水平方向に走査かつ垂直方向に昇降可能な移動アームと、移動アームの先端部に研磨布面に対して水平方向に回動可能に取り付けられ、研磨布の表面をドレッシングする研磨布より小径の研削プレートと、移動アームの先端部に取り付けられ、移動アームの走査方向に前記研磨布の表面形状プロファイルを測定する測定部と、測定部の測定結果に基づきドレッシング量を制御する研削制御部とを備えることを特徴とする。
(もっと読む)
ポリッシング装置およびポリッシング方法
【課題】基板の中心部および周縁部を含む全面において、精度の高い膜厚データを取得することができるポリッシング装置を提供する。
【解決手段】ポリッシング装置は、基板Wの表面を研磨パッド22に対して押圧するトップリング24と、光源16a,16bからの光を基板Wの表面に照射し、基板Wからの反射光を受光する第一の光学ヘッド13Aおよび第二の光学ヘッド13Bと、反射光の各波長での強度を測定する分光器14a,14bと、反射光の強度と波長との関係を示すスペクトルを生成する処理部15とを備える。第一の光学ヘッド13Aは、トップリング24に保持された基板Wの中心に対向するように配置され、第二の光学ヘッド13Bは、トップリング24に保持された基板Wの周縁部に対向するように配置されている。
(もっと読む)
フィレットローラの欠損判定装置およびその方法
【課題】簡易な制御でありながら、精度よくフィレットローラの欠損を判定する。
【解決手段】逐次算出した所定時間あたりの電力変化量ΔPiを用いて電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjを算出し(ステップS102〜S108,S114)、電力変化量積算値ΔPjと電力変化量最大値ΔPmaxjとを含む直近20ケの電力変化量積算値ΔPj−19〜ΔPjおよび電力変化量最大値ΔPmaxj−19〜ΔPmaxjを用いて許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjを設定して(ステップS112〜S118)、電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjが許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjの範囲内であるか否かによってフィレットローラRが欠損しているか否かを判定する(ステップS120)。この結果、簡易な制御で欠損判定をすることができる。
(もっと読む)
処理の終点検出方法および処理の終点検出装置
【課題】本発明の実施形態は、処理の終点に対する検出精度を向上させることができる処理の終点検出方法および処理の終点検出装置を提供する。
【解決手段】実施形態に係る処理の終点検出方法は、被処理物の処理に伴って時間とともに変化する検出情報を所定の期間収集して単位空間を定義し、前記単位空間を構成する検出情報について平均値と、標準偏差と、を求める。そして、以下の(9)式に基づいて終点検出の判定対象となる検出情報を基準化し、以下の(10)式に基づいて距離を求め、前記距離に基づいて処理の終点を検出する。
Xt=(X−Xm)/σm ・・・(9)
D2=Xt2 ・・・(10)
ここで、Xmは前記単位空間における平均値、σmは前記単位空間における標準偏差、Xは前記終点検出の判定対象となる任意の時間における検出情報、Xtは基準化された検出情報、D2は距離である。
(もっと読む)
加工方法
【課題】 一つの環状フレームの開口部内に粘着シートを介して複数の被加工物を装着して研削や研磨を実施する場合にも、全ての被加工物を所定の厚みへと薄化可能な加工方法を提供することである。
【解決手段】 環状フレームFに貼着された粘着テープTの中心に第1ウエーハ11を貼着し、複数の第2ウエーハ13をその周りに貼着したウエーハユニット15を形成する。チャックテーブル36の回転軸から第2ウエーハ13の最外周位置までの長さより大きい半径を有する研削ホイール22の外周縁が第1ウエーハ11の中心を通過するように、チャックテーブル36と研削ホイール22の位置関係を設定する。厚み測定器46で第1ウエーハ11の厚みを測定しながら第1及び第2ウエーハ11,13の研削を実施する。第1ウエーハ11の厚みが所定厚みへ達した際に研削送りを停止することにより、全てのウエーハ11,13を所定の厚みへと研削することができる。
(もっと読む)
半導体ウエハの研磨方法及び半導体ウエハ研磨装置
【課題】作業負担を増加させることなく、上下の回転定盤によりキャリアに保持された半導体ウエハの両面を研磨する際の、研磨の進行状況を正確に推定できる半導体ウエハの研磨方法及び半導体ウエハ研磨装置を提供する。
【解決手段】上下の回転定盤2、3によりキャリア6aに保持されたウエハWを挟持し、該上下の回転定盤2、3を回転動作させることにより、ウエハWの両面を同時研磨する研磨装置1を用いたウエハ研磨方法であって、ウエハWの両面を同時研磨している際の、研磨装置1の定盤負荷電流値をモニタし、そのモニタした定盤負荷電流値を用いて一定時間内における定盤負荷電流値の標準偏差を基準時間毎に算出し、該算出した標準偏差の変化からウエハWの研磨の進行度を推定する。
(もっと読む)
半導体ウエハの研磨方法及び半導体ウエハ研磨装置
【課題】作業負担を増加させることなく、上下の回転定盤によりキャリアに保持された半導体ウエハの両面を研磨する際の、研磨の進行状況を正確に推定できる半導体ウエハの研磨方法及び半導体ウエハ研磨装置を提供する。
【解決手段】上下の回転定盤2、3によりキャリア6aに保持されたウエハWを挟持し、該上下の回転定盤2、3を回転動作させることにより、ウエハWの両面を同時研磨する研磨装置1を用いたウエハ研磨方法であって、ウエハWの両面を同時研磨している際の、研磨装置1の定盤負荷電流値をモニタし、前記モニタした定盤負荷電流値を用いて一定時間内における定盤負荷電流値の標準偏差を基準時間毎に算出し、前記標準偏差の時間当たりの変化パターンが所定関係を満足したときに、研磨の終了時点であると推定する。
(もっと読む)
研磨装置
【課題】研磨パッドの寿命を正確に決定することができ、研磨パッドの交換頻度を少なくすることができる研磨装置を提供する。
【解決手段】本研磨装置は、研磨テーブル12を回転させるテーブル回転モータ70と、トップリング20を回転させるトップリング回転モータ71と、研磨パッド22をドレッシングするドレッサ50と、研磨パッド22の高さを測定するパッド高さ測定器60と、研磨パッド22の高さから研磨パッド22の減耗量を算出し、研磨パッド22の減耗量と、テーブル回転モータ70のトルクまたは電流と、トップリング回転モータ71のトルクまたは電流とに基づいて研磨パッド22の寿命を決定する診断部47とを備える。
(もっと読む)
磁気ヘッドスライダの製造方法及びプローブ装置
【課題】クラウン形成工程において研磨量をより正確に制御する。
【解決手段】ローバー取付工程では、ローバー1を、第1の面で、凸曲面を有するキーパー16の凸曲面に固定する。この際、ローバーとキーパー16との間に、弾性変形可能な保持部材17を、ローバーの第1の面が保持部材17の外周縁部の内側に入るように介在させる。ローバー研磨工程では、キーパー16に保持されたローバー1を、凹曲面13aを有する回転する研磨定盤の凹曲面13aに押し付けながら、ローバー1の研磨面を研磨する。この際、プローブ32に、弾性復元力が生じるように押し付け力を加えながら、プローブの先端部35aを保持部材17と凹曲面13aとで挟まれた空間Sに向け、プローブを空間に挿入して電極パッド5に当接させ、抵抗体の電気抵抗を監視しながら、ローバー1を研磨する。
(もっと読む)
円盤状基板の製造方法
【課題】研磨機により円盤状基板の研磨を行う際に、一方の面が優先的に研磨される現象を抑制し、両面の研磨量の差をより小さくすることができる円盤状基板の製造方法を提供する。
【解決手段】表面に測定溝103,104が形成された測定基板100をガラス基板の両面を同時に研磨する研磨機に配置し、研磨機に配置された測定基板100の両面を同時に研磨し、研磨後の測定基板100に残された測定溝103,104の深さを測定し、研磨機によるガラス基板の両面の研磨条件を調整することを特徴とする円盤状基板の製造方法。
(もっと読む)
半導体装置の製造方法
【課題】異方性エッチングを利用して、1つの銅膜に配線パターンとビアパターンとを同時に形成することが可能な半導体装置の製造方法を提供すること。
【解決手段】バリア膜100上に、銅膜101を形成する工程と、銅膜101上に、第1のマスク材を形成する工程と、第1のマスク材をマスクに用いて、銅膜101をバリア膜100が露出するまで異方的にエッチングする工程と、第1のマスク材を除去した後、異方的にエッチングされた銅膜101上に、第2のマスク材を形成する工程と、第2のマスク材をマスクに用いて、銅膜101をその途中まで異方的にエッチングする工程と、前記第2のマスク材を除去した後、異方的にエッチングされた銅膜101上に、絶縁物を堆積させ、異方的にエッチングされた銅膜101周囲に、層間絶縁膜106を形成する工程と、を具備する。
(もっと読む)
円盤状基板の製造方法
【課題】研磨装置により円盤状基板の研磨を行う際に、両面の研磨量の差をより小さくすることができ、円盤状基板を配置する位置の違いによる研磨量の差をより小さくすることができる円盤状基板の製造方法を提供する。
【解決手段】表面に測定溝103が形成された2つの測定基板100を研磨機の第1面を研磨する側と2面を研磨する側に測定溝103が対峙するようにそれぞれ配置し、2つの測定基板100を研磨機によって研磨し、2つの測定基板100の測定溝103の研磨後の深さを測定し、研磨機によるガラス基板の両面の研磨条件を調整することを特徴とする円盤状基板の製造方法。
(もっと読む)
基板加工方法および基板加工装置
【課題】積層した多数枚のガラス基板をずれないように保持して精度良く切削加工などの加工を各ガラス基板に同時に施すことのできるガラス基板加工方法を提案すること。
【解決手段】本発明のガラス基板加工方法では、加工対象の複数枚のガラス基板3を、液体を含浸させて湿潤状態の液体吸収性シート31を挟み、厚さ方向に重ね合わせて基板積層体4を形成し、これを厚さ方向の両側からクランプ機構5によってクランプし、クランプ状態の基板積層体4に、走行状態の1本のワイヤー2を押し付けてガラス基板に対して同時に同一の切削加工を施す。湿潤状態の液体吸収性シートを挟んだ状態で多数枚のガラス基板3がクランプされるので、ガラス基板間の密着力が高く、加工時におけるガラス基板のずれを防止でき、加工精度を高めることができる。
(もっと読む)
終点検出方法
【課題】埋め込み配線層を研磨加工する際の終点検出をより効果的に行うことのできる研磨加工の終点検出方法を提供する。
【解決手段】本発明の実施形態に係る終点検出方法は、半導体基板上に形成された半導体デバイスの埋め込み配線層を研磨する際の終点検出方法であって、半導体基板上に形成された絶縁膜に膜厚測定用の溝をダイシングライン上に形成する工程と、溝を含む絶縁膜上に金属膜を形成する工程と、研磨液を用いて、金属膜を研磨する工程と、ダイシングライン上の溝の位置に対応する窪み内に残存する金属膜の膜厚を計測するステップと、を具備する。
(もっと読む)
刃先の検査装置
【課題】チップコンデンサやチップ抵抗、二次電池内部の積層電極用アルミニウム箔の製造等に用いて好適な切断装置の刃物の刃先の検査装置を提供する。
【解決手段】光源20からの光を直立して配されている刃物の側面の第1の研削面11、第2の研削面12、第3の研削面13を横切るように照射しながら移動させる。そして上記刃物に対して側方において、光軸が水平な状態で配されたCCDカメラ22によって各研削面11、12、13からの反射光を検出し、そのピークから反射面の数を、ピークの幅から各研削面の幅を、またピークが現れる角度から研削面の角度をそれぞれ検出する。またCCDカメラ22に取込まれた画像によって、各研削面の表面性状を観察する。
(もっと読む)
半導体ウェハの製造方法及びその装置
【課題】ワイヤーとワークとの間で発生する摩擦熱の影響で、ウェハの切断形状が変化することを抑制できる半導体ウェハの製造方法及びその装置を提供する。
【解決手段】複数のローラ12間にワイヤ13を巻き回してなるワイヤソー11で、ワーク17を切断してウェハを製造する半導体ウェハの製造方法において、ワイヤソー11の切断部16を、スラリー15を溜めたスラリー槽18内に浸して設けると共に、その切断部16のワイヤ13の上方にスラリー15を吹き付けるスラリー供給管20を設け、その切断部16のワイヤ13の下方のスラリー槽18内にワーク17をスラリー15に浸すように設けると共に、その上方の切断部16のワイヤ13にワーク17を押し付け、かつスラリー供給管20からスラリー15を切断部16に吹き付けて切断し、スラリー槽18内のスラリー15を温調槽21を介してスラリー供給管20に循環するようにした。
(もっと読む)
研磨終点検出装置、及び研磨終点検出方法
【課題】研磨中のウェハからの光反射率の絶対量に変化が生じたり、スラリーがウェハ表面に介在してノイズが混入しても、研磨終了点を正確に検出できるようにする。
【解決手段】図は、分光スペクトルにおける波形の節の波長変化を時間軸に対してプロットした特性図である。この波長変化のプロットに対して、予め設定した近似線、例えば、y=−at+bの一次式で近似した近似線を描く。尚、yは波長、tは研磨時間、a,bは定数である。そして、近似線が任意の波長に達したタイミングを研磨終了点とする。例えば、分光スペクトルの波長が510nmに達した時刻(研磨開始時点からの時刻)110secを研磨終了時刻として予測する。このようにして、近似線を用いることにより、研磨中のウェハの膜厚むらの有/無に関わらず、ウェハの膜厚変化に対する波長のシフト量からウェハの研磨終了時刻を正確に予測することができる。
(もっと読む)
研磨方法および研磨装置
【課題】可視光線を用いてシリコン層などの半導体層の研磨終点を正確に検知することができる研磨方法および研磨装置を提供する。
【解決手段】本発明に係る研磨方法は、半導体層の研磨中に該半導体層に可視光を照射し、半導体層からの反射光を受光し、反射光の所定の波長範囲での強度を測定し、強度の測定値を所定の基準強度で割って相対反射率を算出し、相対反射率と反射光の波長との関係を示すスペクトルを生成し、スペクトルから、半導体層の厚さに従って変化する研磨指標を求め、研磨指標が所定のしきい値に達した時点に基づいて半導体層の研磨を終了する。
(もっと読む)
研磨ベルト移動制御システム
【目的】 研磨ベルトをロール交換する際の作業性を向上することができる研磨ベルト移動制御システムを提供する。
【解決手段】 研磨ベルト20をロール交換するときには、研磨ベルト20の巻き取りを開始してから使用済の研磨ベルト20と未使用の研磨ベルト20とを結合するベルト結合部材91が巻取装置60の位置に移動するまで、自動的に研磨ベルト20の巻き取りを行わせ、ベルト結合部材91が巻取装置60の位置に移動した時点で研磨ベルト20の巻き取りを停止する。これにより、従業員は、研磨ベルト20の巻き取りが開始されてから結合部分(ベルト結合部材91)が巻取装置60の位置に移動するまでの間、その場に居合わせる必要がなくなり、結果として、研磨ベルト20をロール交換する際の作業性を向上することができる。
(もっと読む)
21 - 40 / 338
[ Back to top ]