
Fターム[3E050BA11]の内容
基本的包装技術−容器成形充填 (14,831) | 包装対象物 (1,239) | 食品 (358)
Fターム[3E050BA11]に分類される特許
61 - 80 / 358
製袋包装機
【課題】包材を連続的に搬送しながらガセットを形成する場合でも、見栄えの良いガセットを形成することができる製袋包装機を提供する。
【解決手段】製袋包装機3では、折り込み部材18a,18bの押部は、中央板18aa,18ba、第1傾斜板18ab,18bb、及び第2傾斜板18ac,18bcそれぞれの端面によって3つの線状の面を成している。この押部が角筒状フィルムFmの外側からスプレッター13c間のガセットG形成予定部分に押し当ったとき、ガセットG形成予定部分は中央板18aa,18ba、第1傾斜板18ab,18bb、及び第2傾斜板18ac,18bcそれぞれの端面に張り付き、ガセットG形成予定部分が立体的に押される。
(もっと読む)
二段階横シール装置、充填包装装置および無菌充填包装装置

【課題】大容量の内容物が充填される包装体において、シワの発生を抑制しうる第二横シール装置を提供する。
【解決手段】第一横シールロールで筒状フィルムの底部が第一横シールされ、次いで前記筒状フィルムに内容物が充填されてなる筒状フィルムの前記第一横シールを第二横シーラで加圧し熱シールする第二横シール装置であって、ボックスモーション型で上下および開閉する一対の支持部材と、前記支持部材の下部に配置された一対の平坦な加圧面からなる第二横シーラとからる。第二横シーラによる横シールに先立ち、支持部材により筒状フィルムの底部が支持されるため、大量の内容物が充填される場合でも、充填包装体の底部にシワなどの発生を防止することができる。
(もっと読む)
縦形製袋充填機の物品保持移送装置
【課題】筒状フィルムに上方から供給される物品に対する落下による衝撃から保護することができ、かつ個別物品を包装するに際してだぶつきのない包装品を得ることを可能とする。
【解決手段】製袋手段14で成形されて下方に搬送される筒状フィルムFの一側となる後側に面して、筒状フィルムFの一側面を保持して下方に案内する送りベルト46が配設され、該送りベルト46に筒状フィルムFの一側面を局部的に押し込む支持片46aが走行方向に所定間隔毎に突設される。支持片46aは、筒状フィルムFを内側に突出した状態で、上方から供給された冷菓10の底部を支持した状態で筒状フィルムFと同速で下降し、物品支持終了部ENに至り、リターン側へ移行することで支持が解除された冷菓10が筒状フィルムFの底部まで落下する。
(もっと読む)
三角形状の包装袋の製造方法及び製造装置
本発明は、互いに対向して位置する2つの長手方向縁(3、4)を有するフィルムストリップからなる三角形状の包装袋(1、1´)を製造する方法に関する。フィルムストリップ(2)は、成形マンドレルの周りに巻き付けられてフィルムコイル(5)を形成する。フィルムコイル(5)は、長手方向縁(3、4)により形成されフィルムコイル(5)の周りに周方向で約180°延びる第1継目部(7)と、第1継目部(7)に対向する第1フィルム部とが露出されて密封されるように成形マンドレルから引き外される。フィルムコイル(5)は、第1継目部(7)に当る第2継目部(10)と、第2継目部(10)に対向して位置する第2フィルム部(11)とが露出されて密封されるように成形マンドレルからさらに引き外される。 (もっと読む)
製袋包装機
【課題】 折り目を持つ形態の袋を製造することができ、且つ製袋能力もある程度確保することができる製袋包装機を提供する。
【解決手段】 製袋包装機1は、シリンダー3と、プルダウンベルト33と、横ヒーター19と、押圧プレート11と、キャッチャー23とを備える。角筒状のシリンダー3は、その周囲にフィルムFが巻き付く。プルダウンベルト33は、筒状となったフィルムFを、下方に搬送させる。横ヒーター19は、シリンダー3の下方空間のシリンダー3の一面の仮想垂下線の近傍において、筒状となったフィルムFをシールして袋を生成する。押圧プレート11は、シリンダー3の下端の環状下面3aに対してフィルムFの上から押し当たり、フィルムFに折り目をつける。キャッチャー23は、シール前に筒状のフィルムFの中心が前記仮想垂下線の近傍にくるように筒状のフィルムFを移動させる。
(もっと読む)
製袋充填装置
【課題】包装材をローラ対の間に挟み込ませる際に、セパレータプレートを邪魔にならない位置まで退避させる機構を備えた製袋充填装置を提供する。
【解決手段】セパレータプレート61は取付フィン69に回動自在に支持されている。背面側に備えられた電動アクチュエータ81からは作動ロッド85が進退動作自在に延びており、作動ロッドは連通穴79を通って正面側に突出している。作業ロッド85の先端側には連結部材87を介してセパレータプレート61の一端側が連結固定されている。製袋充填装置1の電源がオフになると、電動アクチュエータ81の電動駆動部も停止して、外力に対して受動的になる。したがって、セパレータプレート61を指で押せば、時計回りに回すことができ、そのときはセパレータプレート61の回動により、作動ロッド85が実線で示す位置まで後退する。
(もっと読む)
製袋充填装置
【課題】計量ユニットの位置にかかわらず被充填物の落下速度のムラを是正して製袋機側の高速化とのマッチングを図れ、計量ユニットの増加によるさらなる高速・効率化にも対応できる製袋充填装置を提供する。
【解決手段】計量装置3の各計量ユニット15から落下した被充填物としての茶葉Tはベルト搬送手段21、23により強制的に搬送されて中央部で受渡用ホッパ25に落下する。受渡用ホッパ25の下方には外周面に収容凹部63を有する回転体41を備えた回転移送手段7が設けられ、受渡用ホッパ25からの茶葉Tは収容凹部63に収容された状態で回転移送され、略90°回転した位置で放出されて製袋機9のシュート部材65に投入される。
(もっと読む)
製袋充填装置および製袋充填方法
【課題】計量された被充填物をシュート部材に投入して落下させ、シュート部材の下方に位置する包装材に充填するときの落下距離に係るロスタイムを少なくして生産効率の向上を図ることができる製袋充填装置を提供する。
【解決手段】包装材Sは筒状の投入シュート7の外面に沿って筒状に送られ、重ね部を縦シール手段11でシールされ、投入シュート7の下側開口7cの下方で横シール手段により下側の横シール部が形成される。この時点で既に計量装置5により計量された被充填物は投入シュート7に投入されてその下端部内方にシュート開閉手段17により貯留されている。下側の横シール部が形成されると、シュート開閉手段17が動作して投入シュート7の下側開口7cが開放され、被充填物が落下・充填される。被充填物の落下距離は、投入シュート7の上端からのTaではなく、Tbとなる。
(もっと読む)
包装食品、及びその包装食品の製造方法
【課題】被包装物を容易に取出しできるようにする。
【解決手段】帯状のシート状物1の幅方向両端部1a,1bを重ねて筒状の袋部5を形成し、その袋部5内に被包装物sを収容し、前記重ねられた幅方向両端部1a,1b間を閉じる縦シール部12と、前記被包装物sを挟んで前記シート状物1の長手方向両側に前記袋部5を閉じる横シール部11とを備えた包装食品において、前記縦シール部12は、前記両横シール部11,11の幅方向一方側の端部11a,11a間を結んで形成され、前記袋部5内の被包装物sを前記シート状物1の外側より幅方向他方側から一方側へ向かって押圧した際に、前記縦シール部12は、その被包装物sが破壊されない押圧力で前記幅方向両端部1a,1b間が分離して前記袋部5内の被包装物sが取出可能である包装食品10とした。包装の外側から内部の被包装物sを手で押せば、縦シール部12が破れるので、内部の被包装物sを取り出しが容易である。
(もっと読む)
包装充填装置
【課題】液体食品殘渣物の包装充填装置内部への累積付着を防ぎ、カッタナイフ及び包装容器の横シール部の切断部分を洗浄する包装充填装置を提供する。
【解決手段】ウェブ状包装材料を連続的に供給し、チューブ状に成形し、チューブの縦線方向に縦シールし、チューブ状包装材料内に液体食品を液面レベルまで充填し、液面下でチューブ横断方向にシールジョー10a及びカウンタージョー11でチューブを挟んで横シールし、横シール帯域でカッタナイフ42で切断して包装容器を製造する包装充填装置であって、カッタナイフ先端の一端42aから他端42bに向けて洗浄水Aを噴出する噴出ノズル43を備える洗浄水供給装置と、カッタナイフ先端の他端42bの近傍に設けられ、カッタナイフ先端の洗浄を終えた洗浄済水Bを吸引する吸引口44を備える吸引装置とが配設される。
(もっと読む)
外側がソフトタイプのフレキシブルなブリスターパッケージ
フレキシブルなパッケージ(10)が消費可能な製品のために提供される。フレキシブルなパッケージは、間に製品を取り囲むための、一対のフレキシブルなパッケージングフィルム(12、14)を含む。フィルムは製品を囲むための周辺シールを規定するために共に接着される。フィルムの1つは、手動の圧力下でフィルムを介して製品を分配することができるように破ることができる。 (もっと読む)
包装充填装置
【課題】切断面がフィンやフラップによって覆われる前に、液体食品殘渣物を包装容器の横シール切断面から直接に除去し、洗浄する包装充填装置を提供する。
【解決手段】ウェブ状包装材料をチューブ状に成形し、チューブ内に充填パイプから液体食品を液面レベルまで充填し、液面下でチューブ横断方向にシールジョー及びカウンタージョーでチューブを横シールし、チューブを成形用フラップで挟んで予備成形し、横シール帯域でナイフで切断して予備成形容器13を得、切断横シール帯域を折り畳んで最終形状の包装容器を製造する包装充填装置であって、折畳前で、予備成形容器の切断面に向けて、コヒーレントな洗浄水噴流を噴出する洗浄ノズル23を有し、折畳前であって洗浄後で、予備成形容器の切断面に向けて乾燥用エアを噴出する乾燥ノズルを有する。
(もっと読む)
包装袋の製造方法および製造装置
【課題】収納スペース内の被包装物の流出を容易にするエンボス付きの包装袋を連続的に高速で多数製袋し得る製造方法および製造装置を提供すること。
【解決手段】長尺の積層フィルムを長手方向へ連続的に走行させている間に、積層フィルムを幅方向に折り返して両側縁部同士を重ね合わせ、その両側縁部を長手方向に加熱シールして連続的な縦シール部を形成することで筒状とし、それを幅方向全幅に加熱シールして横シール部を長手方向に間隔を空けて繰り返し形成することで、多数の包装袋を連続的に製造するに際し、積層フィルムの長手方向走行における、両側縁部同士を重ね合わせる前の段階で、積層フィルムの少なくとも一方の側縁部に他方の側縁部から離間する方向へ突出するエンボスを加熱成形により、長手方向に横シール部の間隔に対応する間隔を空けて繰り返し形成し、縦シール部と横シール部との少なくとも一方にエンボスに繋がる切り取り部を形成する。
(もっと読む)
製袋包装装置および製袋包装方法
【課題】フィルムロスを防止でき、環境保護を行うことができる製袋包装装置および製袋包装方法を提供する。
【解決手段】交換前フィルムF1の端部にダミーフィルムF2が継ぎ装置19により結束される。その後、交換前フィルムF1およびこれに継がれたダミーフィルムF2が方向D1に沿って上流側に巻き戻される。次いで、結束部が開放された後、フィルムロールFR1が新しいフィルムロールFR2と交換される。交換後、ダミーフィルムF2の端部に交換後フィルムF3が接続される。その後、方向D2に沿って下流側にダミーフィルムF2およびこれに継がれた交換後フィルムF3が搬送される。この場合、ダミーフィルムF2は継ぎ装置19により巻き戻され、当該巻き戻しが済めば、残留している交換前フィルムF1と交換後フィルムF3とが接続される。
(もっと読む)
ダイカットを有する個別積層体を備えるイージーオープン式で再閉鎖可能なパッケージ
イージーオープン式で再閉鎖可能なパッケージは、感圧接着剤(19)で被覆されるベースストリップ(10)含むテープ(8)とダイカットセグメントを画定するダイカット(21)を有するパネルセクション(6)とを含む個別積層体(4)を含むパウチであって、パネルセクションはPSAによってベースストリップへ接着され、個別積層体は第1のサイドパネルへ固定され、パウチ内の製品とを含む。ダイカットセグメントは、パッケージが開けられると、第1のサイドパネル(12)、第2のサイドパネル(14)及びパネルセクション(6)のうちの何れかを感圧接着剤へ接着することによってパッケージが再閉鎖され得るように、感圧接着剤に対して相対配置される。 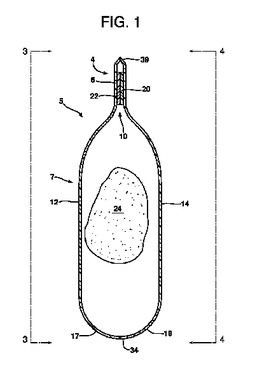 (もっと読む)
(もっと読む)
開け易い封止剤を備えたパネルセクションを有する、個別積層を備えた開け易く再密閉可能な包装体
開け易く再密閉可能な包装体は、感圧接着剤が被覆されたベースストリップとパネルセクションとを含むテープを含む個別積層を含むパウチを含む。パネルセクションの内側表面は開け易い封止剤を有し、パネルセクションはPSAによってベースストリップに固着され、個別積層は第1側面パネルに固着され、パウチに製品がある。包装体が開封されていると、包装体は、第1側面パネルまたは第2側面パネルを感圧接着剤に接着することによって再密閉されることが可能である。包装体の製造方法およびパウチも開示される。 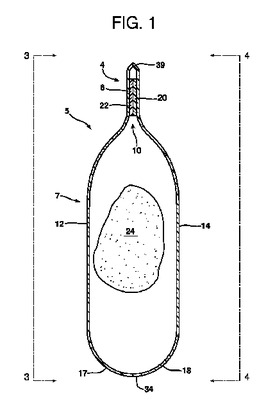 (もっと読む)
(もっと読む)
包装装置
【課題】区分け包装することなく1つの袋内に複数種の野菜類等を分離して充填包装することができるようにした包装装置を提供する。
【解決手段】横並びに配設された複数の一次ホッパ21と、前記複数の一次ホッパ内にそれぞれ物品を供給する供給装置と、前記の各一次ホッパの下部開口部を開閉するシャッタ22と、前記シャッタの開放により前記一次ホッパ内から前記物品を投入される二次ホッパ23と、前記二次ホッパの下方で上部を開放した袋内に投入された順に物品を収容させ、該収容完了後に前記袋の上部をシール処理及び断裁処理する製袋装置80と、を有するように構成する。
(もっと読む)
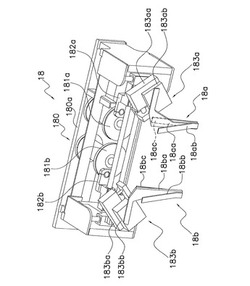
製袋包装機
【課題】製袋される袋の自立性を高める。
【解決手段】製袋包装機は、フィルム14の折り重ね部であるヒダが底面の周囲に形成されている包装袋34、を製造する製袋包装機であって、角筒状のフィルム14の内側に配される角シリンダー6と、エンドシールバー18と、エッジシーラー28,29と、エンドシールバー18やエッジシーラー28,29を制御するコントローラとを備える。エンドシールバー18は、角シリンダー6の下方において、角筒状のフィルム14を横シールして、包装袋34の底面の略中央に横シール部を形成する。エッジシーラー28,29は、角シリンダー6の下部の周りにあるフィルム14の一部に対して、外側から押し当たり、さらに下方に移動することで、包装袋34の底面の周囲にヒダを形成する。
(もっと読む)
溶着機、包装体製造装置及び包装体製造方法
【課題】ホーンの構造を簡素にしつつ必要な溶着強度を確保した溶着機、包装体製造装置及び包装体製造方法を提供すること。
【解決手段】溶着機1は、ホーン2とアンビル5とを備える。被溶着物Fjの溶着は、小片フィルムFp内で線状に1本が延びる一本溶着線と、一本溶着線から遠ざかるにつれて広がりながら延びる2本の溶着線で形成された非平行溶着線とを含んで行われる。ホーン2の発振面2Fは、一本溶着線に対応する形状の一本面2aと、非平行溶着線に対応する形状を包含しこれよりも広い周囲面2bとを含み、一本面2aと周囲面2bとの間に溝2gが形成されている。アンビル5の受面5Fは、非平行溶着線に対応する形状の非平行面5bと、一本溶着線に対応する形状を包含しこれよりも広い中央面5aとを含んで形成されている。包装体製造装置は、溶着機1と、筒状フィルム形成機と、充填機と、結紮機とを備え、包装体を製造する。
(もっと読む)
製袋包装機
【課題】折り畳み部を起こす際に発生する筒状の包材の傾きを解消することができる製袋包装機を提供する。
【解決手段】製袋包装機1では、起し板501bが筒状のフィルムFからひだ部FFを起き上がらせる。ひだ部FFの起き上がり動作によって筒状のフィルムFの姿勢が傾くが、ピストンヘッド532aが被操作部531dの突起531eを筒状のフィルムFの外側から内側に向って押すので、第1作用部531a及び第2作用部531bが回動して筒状のフィルムFの内面を外側に向かって押す。
(もっと読む)
61 - 80 / 358
[ Back to top ]