
Fターム[3E054EA01]の内容
包装位置への供給−物品の供給 (7,769) | 供給態様(連続、間欠) (457) | 連続供給 (303)
Fターム[3E054EA01]の下位に属するFターム
間欠供給化 (123)
Fターム[3E054EA01]に分類される特許
101 - 120 / 180
ねじ付容器の印刷装置
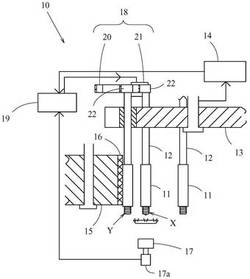
【課題】マンドレルの操作に用いるサーボモータの数を減少させたねじ付容器の印刷装置を提供する。
【解決手段】ねじ付チューブ11を保持するマンドレル12と、そのマンドレル12を保持するターンテーブル13と、そのターンテーブルに取り付けられたエンコーダ14と、定速回転する円筒状のブランケット胴15と、そのブランケット胴の外面に取り付けられたブランケット16と、チューブのねじ切り始めを撮影し、その位置情報を検出するカメラ17、カメラコントローラ17aと、マンドレルを軸方向に回転させるサーボモータ21と、このサーボモータの回転速度を操作するサーボコントローラ19とからなる印刷装置10。サーボコントローラは、ターンテーブルが間欠移動するときに、印刷ステーションでチューブの印刷部位の始点と、ブランケットの始点とが当接するように操作し、その後、チューブをブランケットの回転と同期するように操作する。
(もっと読む)
食品搬送装置

【課題】ワークに割れが発生しにくく、また、割れクズが発生しても堆積しないようにした食品搬送装置を提供する。
【解決手段】第2コンベア2は上部コンベア4と下部コンベア6からなり、上部コンベア4は、柔軟性を有して被包装物Wの上部に当接する押えベルト8を備える一方、下部コンベア6は、被包装物Wを載置するために、所定の間隔をおいて配設され同一方向に回転駆動される一対のチェーン32,32間に、柔軟な表面を有する弾発部材33をチェーン32の送り方向に所定の間隔をおいて送り方向に直交する方向に掛張させてなる。
(もっと読む)
フラップ開口装置およびこれを備えた箱詰め装置
【課題】段ボール箱のフラップを開口した状態に確実に保持して、箱詰め工程における歩留まりを上げることができるフラップ開口装置およびこれを備えた箱詰め装置を提供する。
【解決手段】箱詰め装置1においては、上部フラップ保持部82が、上面フラップYaを内面側から係止している。また、ガイド部材83は、左右側面フラップYb・Ycを内面側から係止している。また、ツメ部71が定位置に固定配置されており、第1搬送機構61が、ツメ部71が段ボール箱Yのフラップを開口できる位置まで段ボール箱Yを搬送する。
(もっと読む)
搬送装置およびこれを備えた箱詰め装置
【課題】整列させた物品列の長さが変化した場合でも、プッシャを交換することなく処理を行うことが可能な搬送装置およびこれを備えた箱詰め装置を提供する。
【解決手段】箱詰め装置では、リフト機構53上において、両側を支持部材53b,53cによって支持された状態で載置された複数の商品Xの束を横送りする際には、所定の間隔で切り込みが形成されたプッシャ52aによって商品Xの束の整列方向に交差する方向に商品Xの束を押し出す。
(もっと読む)
搬送装置およびこれを備えた箱詰め装置
【課題】整列不良の物品の束を下流工程に受け渡すことを回避して全体工程における効率化に寄与することが可能な搬送装置およびこれを備えた箱詰め装置を提供する。
【解決手段】箱詰め装置1は、第1バケット41と、第2バケット42と、背板44a,44bとをそれぞれ独立して駆動するように構成された、いわゆるトリプルループ構成において、検知部48が、商品Xの束の整列状態が不良であることを検知すると、制御部49が、商品Xの束を排出位置Rよりも下流側に設けられた排出部60まで搬送するように第1〜第3駆動モータM1〜M3を制御し、また、第1横送り機構51が作動しないように制御している。
(もっと読む)
充填包装装置および方法
【課題】縦長の容器本体に内容物を充填し、蓋締めして、連続的に商品を製造する装置および方法を提供する。
【解決手段】多数のアタッチメント2を搬送しながら、該アタッチメント2に容器本体12を投入し、前記容器本体12内に内容物Mを充填し、前記容器本体12の上方の上端部12pにキャップ11を載置し、前記容器本体12上のキャップ11の姿勢が乱れている場合に、これを整え、その後、前記キャップ11を前記容器本体12の上端部12pに結合させて包装し、前記包装された商品1をアタッチメント2から排出する。
(もっと読む)
装荷回転式コンベヤを有する包装システム
包装システム(10)は、装荷回転式コンベヤ(60)の2つのサイドを利用し、該包装システムの高さおよび設置面積の両方を減少する。質量および慣性も減少し、より早い動作速度を可能とする。該装荷回転式コンベヤは、開放されたカートン(C)を第1のサイド(8)で受け取り、第2のサイド(9)の製品グループ(B)の上に、それらを下げる。  (もっと読む)
(もっと読む)
包装装置及び包装方法
【課題】連続して送り出される包装シート(12)を筒状連続体(20)に整形するフォーマ(13)と、筒状連続体(20)の上流端内に被包装物(A)を供給する物品供給装置(34)と、筒状連続体(20)に整形された包装シート(12)の両側縁を溶着するセンタシール装置(16)と、その下流側のエンドシール装置(6)を具備し、前記エンドシール装置(6)は、前記筒状連続体(20)の最下流部に位置する包装単位数の被包装物(A)の組と、これの上流側に隣接する被包装物(A)の組の相互間にて前記筒状連続体(20)を挟圧することにより溶着すると共に切断する包装装置に於いて、包装シート(12)の必要量を少なくする。
【解決手段】筒状連続体(20)の最下流部に位置する被包装物(A)の組が充填されている切断対象部(S)を、前傾姿勢にする傾斜機構(4)が設けられ、エンドシール装置(6)は、前記姿勢に傾斜された前記切断対象部(S)の後端を溶着すると共に切断する。
(もっと読む)
錐台形状のキャンデーの分別方法
【課題】分別ミスが少なく不良発生もなく効率的に、錐台の上下方向が所定の方向になるように整列させて錐台形状のキャンデーを分別する方法の提供。
【解決手段】所定の傾斜角度θを有する錐台形状のキャンデー6を錐台の上下方向が全て同一になるように整列させて分別するにあたり、中心軸3の周りに回転するとともに錐台形状認識手段8を備えた回転式円盤4の中央部へ前記キャンデーを供給し、回転する円盤の遠心力により前記キャンデーを回転式円盤4の外周へ移動させ、外周へ移動させた前記キャンデーを錐台形状認識手段8により選別して分別し、前記錐台の上下方向が所定の方向になっているキャンデーを系外に取り出し、それ以外のキャンデーを回転式円盤4の中央部へ戻し、再度分別することを繰り返して分別することにより課題を解決できる。
(もっと読む)
フィルム挿入装置
【課題】容器1の上部空間内にクッション剤としてフィルムの切断片6Aを挿入する装置の構成を簡素化する。
【解決手段】フィルム切断片6Aを保持するグリッパ38と、フィルム切断片6Aを収容して搬送する円筒状ホルダ68と、グリッパ38が保持しているフィルム切断片6Aを円筒状ホルダ68に押し込む第1プッシャ72と、円筒状ホルダ68に収容されているフィルム切断片6Aを容器1内に押し込む第2プッシャと74を備えている。フィルム切断片6Aを保持しているグリッパ38の上方に円筒状ホルダ68を位置させ、第1プッシャ72によって下方からフィルム切断片6Aを突き上げて円筒状ホルダ68内に収容する。次いで、フィルム切断片6Aを収容している円筒状ホルダ68の下方に容器1を位置させ、第2プッシャ74を上方から下降させて、円筒状ホルダ68内のフィルム切断片6Aを容器1内に挿入する。
(もっと読む)
コンベア駆動制御装置
【課題】アキュームコンベアから多列コンベアに供給する、単位時間当たりの容器の供給量を一定にする。
【解決手段】フィラ・キャパからランダム状態で送り出された複数列の容器は、アキュームコンベア部110,多列コンベア部120,コンバイナ130により搬送され次第に列幅が狭められて直列の一列状態となり、単列コンベア群140を通ってラベラ20に送られる。アキュームコンベア112上の撮影領域Sを撮影カメラ210にて撮影し、画像処理演算することにより、撮影領域Sに存在する容器本数、更には計測領域K(=2×S)に存在する容器群の本数を演算する。各容器群が、アキュームコンベア112から多列コンベア121に搬出される際には、容器本数が多いときにはアキュームコンベア速度を減速し、容器本数が少ないときにはアキュームコンベア速度を増速する。これにより多列コンベア121に搬出される、単位時間当たりの容器の数が均一になる。
(もっと読む)
粒状物等の計数装置及びこれを備えた包装装置
【課題】計数ロータの周面上に盛り上った粒状物を、損傷することなく前進を阻止するようにした粒状物等の計数装置及びこれを備えた包装装置を提供する。
【解決手段】粒状物等が装入されるホッパー17と、周方向に所定の間隔でかつ軸方向に複数の計数穴2が設けられホッパー17からの粒状物等を計数する円筒状の計数ロータ1とを有し、計数ロータ1の下降側の上方に、計数ロータ1の中心部を通る垂線と計数ロータ1の周面とが変わる位置a又はその近傍に向って空気を噴射するエアノズル20を設けた。
(もっと読む)
グルーピング装置
【解決手段】 第1グルーピング機構6は、搬送コンベヤ2上に係合ピン14を突出させて包装品5に当接させることで、包装品5の移動速度を規制するようになっている。係合ピン14は、搬送方向後方側へ突出する突出部14Aと、その隣接下方側に位置する空間である逃げ部14Bを備えている。包装品5は、開口部4Aが前方となるようにして搬送コンベヤ2によって搬送されるようになっている。
係合ピン14の突出部14Aが包装品5の開口部4Aを介して缶3に当接して包装品5の移動速度を規制するが、その際、包装品5の包装材4の前端4Bは逃げ部14B内に位置して係合ピン14と当接しない。
【効果】 包装材4の前端4Bを損傷させることなく包装品5を所定数にグルーピングすることができる。
(もっと読む)
物品のパレタイズ包装・供給方法およびパレタイザー
【課題】物品の効率な流通を可能とするパレタイズ包装・供給方法を提供する。
【解決手段】物品を製造する製造工程と、製造工程にて製造された物品を検査する検査工程と、検査工程にて検査された物品を複数平面状に整列させると共に、間に仕切部材を介在つつ多段に積載して包装する梱包工程と、梱包工程にて包装された梱包体を配送先に配送する配送工程と、配送された梱包体を開梱し、物品を整列状態にて排出する開梱工程とを含む。
(もっと読む)
肉部位の包装方法及びその装置
【課題】大きさを基準に分別した副種類の肉部位を基幹路で縦列運搬し、順次、副種類の包袋を自動的に選択して包装すると共に、前記包袋の口を仮シールする。
【解決手段】基幹路を縦列移動する部位10の大きさを制御器はそれぞれ分別して記録するが、据え付け吸盤30横の旋回アーム50に支持する可動吸盤12は、前記の記録情報を基に、複数の容器載積ユニット60から選択した大きさの包袋14を取り出して前記の据え付け吸盤30に運び出し、その後、前記両吸盤12、30で前記包袋を開口すると共に、前後動コンベヤ20押し出して部位10を前記包袋14内に搬入し、仮シールバー70で包袋14を点シールする。
(もっと読む)
発熱体の製造方法、発熱体の折り畳み方法及び製造装置
【課題】 非本発明は、このような従来の問題点に鑑み、発熱体本体の周辺部においても十分な発熱が得られ、小型で携帯性に優れ、地球環境に優しい使い捨てカイロ、その製造方法及び製造装置を提供する。
【解決手段】 成形性含余剰水発熱組成物を基材上に積層し、通気性を有する被覆材により被覆するとともに周縁部をヒートシールして、複数の区分発熱部を、区分け部を介して設け、非通気性の収納袋に封入する発熱体の製造方法であって、前記発熱体の基材側を、前記収納袋を構成する非通気性の包装材に重ねる発熱体重ね合わせ工程と、前記発熱体を、前記被覆材側が内側となるように前記包装材とともに折り畳み工程と、前記包装材をシールすることにより前記発熱体を袋体内に封入する封止工程とを備えることを特徴とする。
(もっと読む)
コンベヤアセンブリ
【課題】相当な数のトレイがある場合に、トレイの位置決めを含め、多くの欠点を解消するコンベヤアセンブリを提供する。
【解決手段】スリップコンベヤアセンブリは複数のスリップコンベヤ13,14を備える。各スリップコンベヤ13,14はコンベヤ表面20を含むトレイを有する。これらトレイは、製品を長手方向のどちらにも搬送できるように配列されうると共に往復動させることができ、該トレイの少なくとも2つは、コンベヤアセンブリからの製品の排出を可能とするため、それらの間に間隙32を設けるよう配列可能である。
(もっと読む)
粉末供給機および味付けシステム
【課題】貯留部に貯留された粉末の種類、および粉末の貯留状況にかかわらず、良好な粉末供給処理を実行できる粉末供給機および味付けシステムを提供する。
【解決手段】重量計測部49によって調味料供給前の重量が計測される。次に、調味料の供給動作が実行される。すなわち、供給動作毎に、スクリュー部材47aは、回転角度の初期値だけ回転させられる。続いて、重量計測部49によって調味料供給後の重量T12が計測される。そして、調味料供給毎におけるスクリュー部材47aの設定送り量として用いられる回転角度が、供給毎の目標供給重量、供給回数、調味料を供給する前の重量、調味料を供給した後の重量、および回転角度の初期値に基づき、求められる。
(もっと読む)
フィン整列装置
【課題】フィンを高速にかつ連続的に整列保持パレットの溝内に挿入配置し整列することが可能なフィン整列装置を提供する。これにより、フィン整列の生産効率を大幅に向上させることができる。
【解決手段】熱交換器用フィン4を搬送する搬送部1と、該搬送部1から前記フィンを受け取り搬送案内する案内部2と、前記フィンを、該案内部2から受け取り、前記フィンを整列保持する整列保持パレット3と、を備える熱交換器用フィン整列装置10であって、前記案内部2が、前記搬送部1出口側の端部Eを中心に回動可能であることを特徴とする、熱交換器用フィン整列装置10。
(もっと読む)
錠剤投入装置及びPTPシートの製造装置
【課題】錠剤から生じる粉塵を効果的に除去可能で、ポケット部内への粉塵の混入を抑止可能な錠剤投入装置及びPTPシートの製造装置を提供する。
【解決手段】ボウルフィーダ31の直下に配置された集塵機構40は、略密閉状態で、コイルシュータ33の上部区間を収容している。そして、吸引口41aを介した空気の吸引により、コイルシュータ33の上部区間における集塵を実現する。一方、吹付け機構60では、流入口62bを介した空気の供給により、案内経路に沿って形成された複数の噴射孔61bから、コイルシュータ33を通過する錠剤5に対し、繰り返し、また、複数方向から空気を吹き付ける。そして、投入シュータ32の直上に配置された集塵機構50は、吸引口51aを介した空気の吸引により、吹付け機構60にて錠剤5表面から取り除かれて浮遊する粉塵の除去を主として、コイルシュータ33の下部空間における集塵を実現する。
(もっと読む)
101 - 120 / 180
[ Back to top ]