
Fターム[3E054GC04]の内容
包装位置への供給−物品の供給 (7,769) | 検知、制御(制御) (316) | 速度制御 (22)
Fターム[3E054GC04]に分類される特許
1 - 20 / 22
選果システム
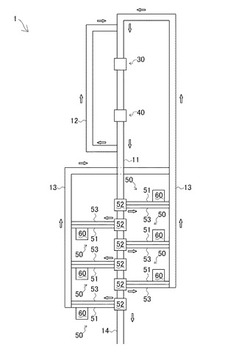
【課題】移送装置による載置台からトレイへの青果物の移送能率の低下を極力抑制するとともに、載置台からトレイへ青果物を移送する際に移送装置の吸着部に吸着された青果物が当該吸着部から落下することを抑制することができる選果システムを提供することを課題とする。
【解決手段】載置台搬送装置51によって搬送される載置台5に載置される青果物6を吸着部66で吸着してトレイ8へ移送する移送装置60を備え、載置台5に載置される青果物6をトレイに詰める、選果システム1であって、移送装置60は、青果物6を吸着した状態で吸着部66が上方へ移動するときの平均速度、または、青果物6を吸着した状態で吸着部66が下方へ移動するときの平均速度が、青果物6を吸着した状態で吸着部66が水平方向へ移動するときの平均速度に比べて遅い速度となるように構成される。
(もっと読む)
難保形性食用油脂製品の供給装置及び供給方法

【課題】板状の難保形性食用油脂製品がベルトコンベアを介して、包装機に位置精度よく連続的に移載する難保形性食用油脂製品の供給装置や供給方法を提供する。
【解決手段】難保形性食用油脂製品3を当該複数のベルトコンベア装置4、5、6によって、前記包装機に供給する供給装置であって、切断機によって切断されていて、前記ベルトコンベア装置4、5によって搬送されてきた前記難保形性食用油脂製品の位置調整が行われる位置調整用のベルトコンベア装置6が前記包装機の直前に配備されていると共に、当該位置調整用のベルトコンベア装置6によって、前記包装機7の方向に向けて搬送される前記難保形性食用油脂製品3を、前記包装機7に搭載されている包装シート上に、所定の向き及び位置と、所定の間隔で供給する、移載位置補正機構が当該位置調整用のベルトコンベア装置6に付設されている難保形性食用油脂製品の供給装置と供給方法。
(もっと読む)
カートナー
【課題】不定形で扁平な物品を積み重ねた集積体を安定した状態で確実に箱詰めすることができるカートナーを提供する。
【解決手段】マスク等の扁平な物品を1枚づつ包装した不定形で扁平な軽量のピロー包装体を積み重ねた集積体PGを物品搬送経路上の供給位置αに供給する物品供給手段10と、供給位置αに供給された集積体PGを物品搬送経路に沿って搬送する物品搬送手段20と、胴部を筒状に開口したカートンCを挿入領域βに搬送するカートン搬送手段30と、集積体PGを物品搬送手段20によって搬送しながら物品搬送経路上の挿入領域βでカートンCに挿入する物品挿入手段40とを備えている。物品挿入手段40は、集積体PGを物品搬送経路の側方に押し出すプッシャ44と、挿入領域βで集積体PGを上方から押える押え手段48とを有し、押え手段48によって集積体PGを上方から押えながら、プッシャ44によって側方に押し出すようになっている。
(もっと読む)
供給装置
【課題】適切なタイミングで物品を供給する。
【解決手段】供給装置10は、冷菓XA1を搬送するバケットコンベア2の搬送面3aの上方に、バケットコンベア2の流れ方向と交差するように配置される環状の第一のベルト13と、この第一のベルト13からバケットコンベア2の搬送面3aに突出するように設けられ、第一のベルト13が走行することによって、バケットコンベア2の搬送面3a上の冷菓XA1を押し進める押し部材16と、を備えている。第一のベルト13は、バケットコンベア2の下流側に近付く方向で、かつバケットコンベア2の搬送面3aの側方に配置されるフィンガーコンベア4の方向に傾けた方向に走行する進行領域13aを有する。
(もっと読む)
箱詰め装置の運転方法
【課題】 物品収容部外へと物品を飛び出させるリスクおよび無端ベルトへの過剰負荷が、従来例よりも低減する箱詰め装置の運転方法を提供する。
【解決手段】 箱詰め装置100の運転方法は、整列コンベア2の運転パターンが、物品1の受け渡しにおける整列コンベア2での物品の処理能力に応じて区分けされている。そして、制御装置30が、検出手段20を用いて物品供給コンベア3での物品1の供給能力のサンプリングを行い、このサンプリングデータに基づいて物品1の供給能力の最大値を抽出し、この最大値に適合する運転パターンの設定値を用いて整列コンベア2での物品1の処理能力を調整する方法である。
(もっと読む)
搬送装置
【課題】物品群の前後端を効率よく揃えて当該物品群を搬送する搬送装置を提供する。
【解決手段】物品群Zを搬送する搬送装置1であって、物品群Zが滑動するシュート2と、シュート2の下方端に近接配置され、滑動した物品群Zが載置される載置台3と、載置台3の上方に配置されるコンベヤ4と、を備え、コンベヤ4は、載置台3上における物品群Zの搬送方向後端を押圧搬送可能な搬送片54を所定間隔で複数配設した無端索体51、及び、無端索体51を回転させる駆動手段6aを有する無端搬送手段を備えており、搬送片54は、シュート2の滑動面21上において物品群Zを受け止めて該物品群Zの搬送方向前端を揃えることを特徴とする搬送装置1。
(もっと読む)
パン搬送装置
【課題】パンを搬送する搬送経路上において搬送速度が異なる領域を設けることができる簡易な構成のパン搬送装置を提供する。
【解決手段】パンB2を搬送するための搬送経路Pに沿って配置され、前記パンB2を搬送する第1のディスチャージコンベア3と、前記搬送経路Pに沿って配置され、前記第1のディスチャージコンベア3が通る搬送経路P上の領域と部分的に重なる共通領域7を通り前記パンB2を搬送する第2のディスチャージコンベア9と、を備え、前記第1のディスチャージコンベア3は、前記パンB2を付勢するための第1のフライト5を有し、前記第2のディスチャージコンベア9は、前記パンB2を付勢するための第2のフライト11を有し、前記第2のディスチャージコンベア9により前記パンB2を搬送する搬送速度は、前記第1のディスチャージコンベア3により前記パンB2を搬送する搬送速度と異なるパン搬送装置。
(もっと読む)
パン搬送装置及びパン包装システム
【課題】パンの搬送先の所定位置にパンを正確に載置できる簡易な構成のパン搬送装置及び、当該パン搬送装置によりパン包装装置のスクープの所定位置にパンを確実に載置することができるパン包装システムを提供すること。
【解決手段】パンが搬送される搬送経路に沿って離間配置され回転可能な一対の転動体と、前記一対の転動体に巻回され、前記搬送経路に沿って配置される無端回動体と、前記無端回動体に装着され、前記搬送経路に沿って前記パンを付勢し、前記パンを所定位置へ搬送する第1のフライトと、前記搬送経路に沿って前記第1のフライトの上流側で前記無端回動体に装着され、前記所定位置に前記パンを整合させるように前記パンを付勢する第2のフライトと、を備えるパン搬送装置及び当該パン搬送装置を備えるパン包装システム。
(もっと読む)
箱詰め装置
【課題】 物品の箱詰めを高速に行うことができる箱詰め装置を提供すること。
【解決手段】 第1の所定個別回転方向において、第1の基準角度位置から第1の単位角度より小さい所定角度の位置までの第1の所定角度範囲における速度より所定角度の位置から第1の単位角度の位置までの第2の角度範囲における速度が低くなるように第1及び第2の羽根車21、22を回転させる。
(もっと読む)
箱詰め装置の物品投下構造
【課題】箱詰めされる物品を投下装置の物品載置部材上に複数並ぶように移送する移送装置の構成を簡素化する物品投下装置を提供する。
【解決手段】第1及び第2の羽根車21、22のいずれか一対の羽根の上に物品A1,A2が移動方向に並ぶようにベルトコンベア1の搬送速度を、物品が並ぶ順番に応じた速度に順次低下させるよう構成する。
(もっと読む)
物品供給装置
【課題】複数個単位で切り出された集合品を、各物品が略隙間無く寄せられた状態で供給する。
【解決手段】供給コンベヤ22の上流側に接続される切り出しコンベヤ20は、物品貯留時には各コンベヤ20a,20b,20cに1個ずつ物品10を載置して停止し、物品切り出し時には切り出し数に対応する数のコンベヤ20a,20b,20cの走行を一斉に開始して供給コンベヤ22に切り出し数分の物品10を送り出す。供給コンベヤ22の搬送途中に、集合品を一対の支持片40,42で前後から挟んで各物品10を略隙間無く寄せた状態とする集合手段44が配設される。集合品の集合動作後に、前方に位置する一方の支持片40は搬送路外へ退避し、後方に位置する他方の支持片42は前進移動を停止または減速して次の集合品の集合動作を待機する。
(もっと読む)
フォーマットされたトータルパッケージを形成するための方法及び装置
本発明は、コンベヤベルト上で搬送される、互いに当接し、同サイズの、特に食品によって形成された所定の数の個々の堆積物から成るフォーマットされたトータルパッケージを形成するための方法と装置とに関わる。第1のコンベヤベルト上の前記個々の堆積物は、緩衝ラインを形成し搬送方向で第1のコンベヤベルトに隣接している第2のコンベヤベルトに、互いに所定の間隔を空けて所定の速度VB1で供給される。前記個々の堆積物は、前記第2のコンベヤベルトの始まりの部分で、互いに当接した個々の堆積物から成る緩衝堆積物へと堆積され、これら緩衝堆積物は、前記第2のコンベヤベルト上で、VB1より低速の速度VB2で搬送される。前記第2のコンベヤベルトの一端部で、トータルパッケージが、送出用のコンベヤベルトによって、VB2より高速の速度VB4で、前記緩衝堆積物から分離される。前記個々の堆積物の堆積及び/もしくは分離の工程の間に搬送方向に移動される遷移部が、前記コンベヤベルト間に配置されている。 (もっと読む)
知的製品供給システムおよび方法
【課題】知的製品供給システムを提供する。
【解決手段】知的製品供給システムは、複数の列として形成され各列が投入機構と送出機構の間の処理方向に沿って直列に配置された1以上の搬送モジュールを含む配列であって、搬送モジュールの少なくともいくつかが可変速度搬送モジュールであり、個々の可変速度搬送モジュールが、後続モジュールまたは送出機構へ製品を供給すべく先行モジュールまたは投入機構から製品を受け入れる第1端部から第2端部へ製品を搬送するモジュール搬送機構および製品搬送速度を制御すべくモジュール搬送機構に接続された速度制御要素を含む配列と、製品がどの経路を辿るかを記述する計画を作成し投入機構により配列へ不規則に配送された製品のグループを指定された製品構成に従い向きを揃えて同期的に送出機構へ搬送すべく列の少なくとも1個のモジュールを計画に従い動作させるべく速度制御要素と接続されたプランナとを含む。
(もっと読む)
パッケージング装置および物品の包装方法
物品を包装するためのシステムであって、当該システムは、アイテム(7)の第1の流れを形成するようアイテムを輸送するための第1のコンベア(6)と、アイテムの第2の流れを形成するようにアイテムを輸送するための第2のコンベア(23)と、二つの流れの一つ以上からのアイテムと係合すると共に、この二つの流れの一方から、この流れと実質的に交差する方向に、そのように係合させられたアイテムを移送することができ、かつ、これら二つの流れの少なくとも一方が連続的に動いている間に、この二つの流れの他方における隣接するポイントに、これらのアイテムを配置するための第1のツール(16)とを具備してなる。  (もっと読む)
(もっと読む)
菓子などの移乗配列装置
【課題】上流側から順次送り込まれてくる菓子などを、走行中の配列コンベア上に複数列の縦列に横一列に配列可能とする菓子などの移乗配列装置を提供することである。
【解決手段】菓子などを一列縦隊に順次送り込むと共に鉛直軸を支点として水平方向に首振り自在な旋回コンベア1と、横移動自在であり、下流側のベルトの折り返し部となるベルト受け部が菓子などの搬送方向に水平移動自在とされる分配コンベア2を介して、下流側の配列コンベアB上に複数列の縦列に配列すると共に、前記配列コンベアのコンベア速度と、前記分配コンベアのコンベア速度と、菓子などを送り込むタイミングとから、走行中の配列コンベア上に横一列に整列すると共に複数列の縦列に順次配列するように、前記分配コンベアの横移動と前記ベルト受け部の水平移動とを制御する制御装置50を備える構成とした。
(もっと読む)
肉部位の真空包装方法及びその装置
【課題】豚肉は5種類の部位で成り立つが、この内の小型の2種類の部位をまとめて1種類とし、総計4種類の部位を4本のコンベヤラインで搬送して真空包装する場合の、前記小型2種類の部位の、一体化による能率低下を改善する。
【解決手段】前記小型2種類の部位を搬送する第4コンベヤラインにおいて、移送中の前後の部位の間隔を遅延検出センサーで検出し、移送中の前位の部位に対する後位の部位の遅れを、高速運搬付加手段でもって加速修正して両部位を一体化して包袋に送り込み、他の3種類の部位の包装能率に対する遅れを少なくする。
(もっと読む)
ストロー付き容器の整列搬送装置
【課題】酒、ワイン、牛乳、ジュース、コーヒー、お茶等の液体内容物を収納する円柱形状または円錐形状等の容器の外側面にストロー等が付着されているストロー付き容器を搬送中に一定の向きに整列させるストロー付き容器の定位置整列搬送装置に関する。
【解決手段】
ストロー付き容器を所定間隔で連続的に垂直方向に載置し搬送する直線状の搬送コンベアーと、搬送コンベアーの左右両側のいずれか一方に搬送コンベアーと走行するサイドベルトコンベアーと、他方に矯正固定ガイドとを具備しているストロー付き容器の整列搬送装置であって、
サイドベルトコンベアーと矯正固定ガイドとによってストロー付き容器の側面を挟み回転させ、容器のストロー部がサイドベルトコンベアーで停止して、定位置に整列させることを特徴とするストロー付き容器の整列搬送装置。
(もっと読む)
包装装置
【課題】装置をコンパクト化すると共に、包装サイクルの短縮化を図るようにした。
【解決手段】物品搬送手段18の上流側に、一端がエンドシールされた筒状フィルム16a中に向けて物品20を押送する物品供給機構22が配設される。物品供給機構22は、物品押送方向に沿って進退動可能な移動部材46に、押送部材40が連結されて該押送部材40を物品押送方向に沿って進退動するエアシリンダ66が一体的に移動するよう配設される。移動部材46は、サーボモータ54によりボールネジ48のネジ軸50を正逆回転することで、物品押送方向に進退動する。そして、サーボモータ54およびエアシリンダ66を作動して押送部材40を前進移動することで、物品20は筒状フィルム16a中に押送される。
(もっと読む)
コンベア駆動制御装置
【課題】アキュームコンベアから多列コンベアに供給する、単位時間当たりの容器の供給量を一定にする。
【解決手段】フィラ・キャパからランダム状態で送り出された複数列の容器は、アキュームコンベア部110,多列コンベア部120,コンバイナ130により搬送され次第に列幅が狭められて直列の一列状態となり、単列コンベア群140を通ってラベラ20に送られる。アキュームコンベア112上の撮影領域Sを撮影カメラ210にて撮影し、画像処理演算することにより、撮影領域Sに存在する容器本数、更には計測領域K(=2×S)に存在する容器群の本数を演算する。各容器群が、アキュームコンベア112から多列コンベア121に搬出される際には、容器本数が多いときにはアキュームコンベア速度を減速し、容器本数が少ないときにはアキュームコンベア速度を増速する。これにより多列コンベア121に搬出される、単位時間当たりの容器の数が均一になる。
(もっと読む)
包装機の物品供給装置
【課題】1列または2列で集合した物品の供給が切換え設定でき、また包装機の物品供給不良を改善し得るようにする。
【解決手段】移送コンベヤ10から整列用コンベヤ12に送り込まれた物品Wは、1列化すると共に縦向き姿勢で搬送される。整列用コンベヤ12からプールコンベヤ14に送り込まれた物品Wは、縦向き姿勢のまま搬送されて移送終端から上流側に所定数貯留される。プールコンベヤ14に貯留されている先頭の物品Wは、切出しコンベヤ20により横向き姿勢で1個づつ整列コンベヤ24に送り出される。整列コンベヤ24では、所定個数の物品Wを集合整列し、この整列物品Wを側部コンベヤ26に送り込む。側部コンベヤ26で搬送される整列物品Wは、横送り手段により横向き姿勢の整列状態のまま供給コンベヤ22に横送りされる。
(もっと読む)
1 - 20 / 22
[ Back to top ]