
Fターム[4D075CA13]の内容
流動性材料の適用方法、塗布方法 (146,046) | 保護及び特殊効果 (11,570) | 機械的特性 (3,302) | 塗膜密着性 (1,120)
Fターム[4D075CA13]に分類される特許
261 - 280 / 1,120
車両ドア内のビーム、及び、ドア・ビームを防錆する方法
車両ドア内の安全ビーム(11)が、基底構造に対して、スルー・チャネルを形成する、複数の溝(22,23,24)を備えたアタッチメント端部を含む。溝は、1〜6mmの高さと3〜7mmの内幅を有し、
溝の間の、最外側の溝の外側への平らな面は、15〜30mmの幅を有す。平らな面の各々は、基底構造(12)に対してスポット溶接(26〜29)を1つだけ含む。安全ビームは、組立後、防食ペイントの浴に浸され、このようにして隙間腐食を防ぐ。
(もっと読む)
ベースコート塗料組成物、および複合塗膜とその製造方法
【課題】金属薄膜を十分に保護できる強固なトップコート層を金属薄膜上に形成したり、耐熱試験を行ったりしても、金属薄膜の割れを抑制できるベースコート塗料組成物、および複合塗膜とその製造方法を提供する。
【解決手段】金属基材上に形成される金属薄膜の下塗り用のベースコート塗料組成物であって、環状構造を有するエポキシ(メタ)アクリレートを30質量%以上含み、かつ平均架橋点間分子量が180〜1000である塗膜形成成分を含有することを特徴とするベースコート塗料組成物、および該ベースコート塗料組成物より得られるベースコート層を備えた複合塗膜とその製造方法。
(もっと読む)
貼紙防止用塗料組成物、該塗料組成物を含有する塗料液及び塗膜並びに該塗膜の製造方法
【課題】貼紙がし難く、仮に貼紙をしてもそれらを容易に除去できると共に、実用的な耐久性を有する塗料組成物を提供する。
【解決手段】
(A)固形油脂:10〜36質量%および(B)変性シリコン:64〜90質量%を含有する貼紙防止用塗料組成物。
(但し、(A)固形油脂および(B)変性シリコンの合計を100質量%とする。)
本発明の塗料組成物は、対象物への密着性がよく、貼紙の難付着性及び易剥離性などの表面特性を有し、耐久性の高い塗膜を形成することが可能である。
(もっと読む)
パターン形成方法およびパターン形成装置

【課題】 バス配線と交差するフィンガー配線を形成する際に、そのパターンを厚膜(高アスペクト比)に形成することができるとともに、その交差部における表面が凸凹になることを抑制することができる。
【解決手段】 ステップS30により形成されたフィンガー配線パターン73の高さ寸法を測定(ステップS50)し、この測定結果に基づいてステージ21の高さ位置の調整を行って基板9に対する第2ノズル57の高さ位置を調整する(ステップS60)。その後、第2ノズル57によってバス配線パターン71を形成する(ステップS70)。
(もっと読む)
成型用マットハードコートフィルム
【課題】高い表面硬度と成型性を兼ね備えた成型用マットハードコートフィルムを提供する。
【解決手段】基材フィルムの少なくとも一方の面に塗布液を塗布硬化させてなるハードコート層を有する成型用ハードコートフィルムであって、前記塗布液が、3以上の官能基を有する電離放射線硬化型化合物と、1および/または2官能の電離放射線硬化型化合物と、少なくとも1種以上の無機粒子および/または有機粒子を少なくとも含み、前記塗布液に含まれる電離放射線硬化型化合物中の1および/または2官能の電離放射線硬化型化合物の含有量が5質量%以上95質量%以下であり、前記粒子の平均粒子径が0.3μm以上15.0μm以下である成型用マットハードコートフィルム。
(もっと読む)
高彩度複層塗膜の形成方法及び塗装物
【課題】高彩度でかつ深みのある意匠性を備える複層塗膜を提供する。
【解決手段】被塗装物の上に形成された中塗り塗膜、中塗り塗膜の上に形成された第1ベース塗膜、第1ベース塗膜の上に形成された第2ベース塗膜、第2ベース塗膜の上に形成されたクリア塗膜を少なくとも含む複層塗膜の形成方法であって、該方法が、第1ベース塗膜形成工程、第2ベース塗膜形成工程、クリア塗膜形成工程、焼付工程を含み、第1水性ベース塗料に含有される塗料固形分濃度が、第1水性ベース塗料の全質量に対して5〜15質量%の範囲であり、第2水性ベース塗料に含有される塗料固形分濃度が、第2水性ベース塗料の全質量に対して15〜45質量%の範囲であり、基剤樹脂及び硬化剤が硬化した乾燥状態の第1ベース塗膜の膜厚が2〜8 μmの範囲であり、基剤樹脂及び硬化剤が硬化した乾燥状態の第1ベース塗膜と第2ベース塗膜との膜厚の比率が1:1.5〜1:6の範囲である、前記複層塗膜の形成方法。
(もっと読む)
缶コーティング
コーティング組成物は、ベースコーティング樹脂と;上層コーティング樹脂とを含み、このベースコーティング樹脂は、微小圧痕と平面領域とを含み、下記の式、即ち:P×TB>A×TOがこのコーティング組成物について満され、式中、Aは、微小圧痕の面積であり、Pは、平面領域の面積であり、TBは、ベースコーティング樹脂の引張り強さであり;TOは、上層コーティング樹脂の引張り強さである。ある場合には、TBがTOよりも大きい。コーティング組成物を調製するための方法は、基材にベースコーティング樹脂を付着させ、ベースコーティング樹脂の上面に微小圧痕を施して、微小圧痕と、微小圧痕が施されていない平面領域とを含む、ベースコーティングの微小圧痕付き上面を設けること、ベースコーティングの微小圧痕付き上面に上層コーティング樹脂を付着させることを含む。 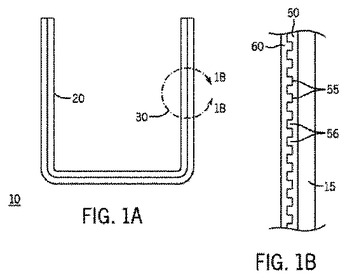 (もっと読む)
(もっと読む)
ジルコニウム、銅、亜鉛、及び硝酸塩を含有する金属前処理組成物、並びに金属基材上の関連するコーティング
耐腐食性の向上、塗装密着性の向上及びチップダメージの低減が得られる、金属のための前処理組成物が開示される。この前処理は、リン酸亜鉛ではなくジルコニウムベースであることから有害物質も少ない。前処理組成物は、50〜300ppmのZr、0〜100ppmのSiO2、150〜2000ppmの全フッ素及び10〜100ppmの遊離フッ素、150〜10000ppmのZn、並びに10〜10000ppmの酸化剤を含み、3.0〜5.0のpHを有する。コーティング組成物は、0〜50ppmの銅を含んでいてよい。酸化剤は、広範囲から選択することができる。前処理組成物は、冷間圧延鋼、熱間圧延鋼、ステンレス鋼、亜鉛金属でコーティングした鋼、亜鉛合金、例えば電気亜鉛めっき鋼、ガルバリウム、ガルバニール、溶融亜鉛めっき鋼、アルミニウム合金、及びアルミニウム基材を含む広範囲にわたる様々な金属基材の耐腐食性を大きく向上させる。 (もっと読む)
電気伝導性ナノ構造体の薄膜を成長させる汎用溶液
導電性ポリマー、ナノ構造体、特にカーボンナノ構造体、およびこれらを組み合わせたものからなるナノ構造体を堆積させる方法について記載されている。この方法は、水性相および有機相からなる非混和性の組合せを含む液体組成物中にナノ構造体を入れるステップを含む。当該混合物は、エマルジョンを形成するのに十分な時間混合され、次に相がそのまま分離するように静置される。その結果、ナノ構造物質が、形成する相の界面に位置し、当該界面に沿って均一に分散される。次に、ナノ構造物質からなる膜が界面を横切る基材上に形成し、前記基材は、相を放置して落ち着かせ、分離させる前に、当該混合物中に予め配置されている。  (もっと読む)
(もっと読む)
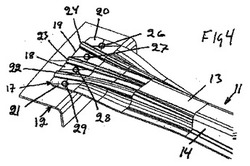
液体材料を所望のパターンで噴射する装置及び方法
液体材料を所望のパターンで噴射する装置10は、液体材料12の供給源に連結可能な噴射モジュール18を備える。ピストン46は、モジュール18内に高圧を急速に発生させることによって液体材料12がパターン板70から所望のパターンで噴射されるように、内部室42内で移動するように配置されている。 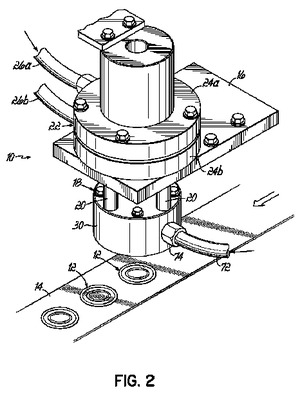 (もっと読む)
(もっと読む)
防音パネル内での多孔質不織スクリムの使用
建築用防音パネルとその製造方法が開示されている。パネルの実施形態には、多孔質不織スクリムと、スクリム上に被着されたコーティングと、ベースマットと、ベースマットまたはスクリムのいずれかの上に液滴状などの離散的形態で被着された接着剤とが含まれる。製造方法の実施形態には、ベースマットに穿孔するステップと、離散的形態でベースマットに対し接着剤を塗布するステップと、ベースマット上にスクリムを積層するステップと、コーティングをスクリム表面に塗布するステップとが含まれる。 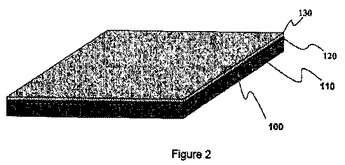 (もっと読む)
(もっと読む)
スルホネート官能コーティング及び方法
スルホネート官能コーティングの層でコーティングされた基材を有するコーティングされた物品、並びにその製造方法及び使用方法。 (もっと読む)
二液硬化型接着剤用接着装置、及び該装置を用いた物品の接着方法
【課題】第一液と第二液とからなる二液硬化型接着剤を用いて二つの物品を接着する際に、第一液を一方の物品の接着面に、第二液を他方の物品の接着面に、効率よく塗布し接着することのできる接着装置の提供。
【解決手段】 第一液を貯留する第一容器と、第二液を貯留する第二容器と、前記第一液を浸潤し得る第一塗布体と、前記第二液を浸潤し得る第二塗布体と、第一塗布体及び第二塗布体を支持する支持体と、第一容器内に貯留された第一液を第一塗布体に送り出す第一チューブと、前記第二容器内に貯留された第二液を第二塗布体に送り出す第二チューブと、第一塗布体に一方の物品の接着面を押圧し接離自在とする第一物品把持体と、第二塗布体に他方の物品の接着面を押圧し接離自在とする第二物品把持体とからなることを特徴とする二液硬化型接着剤用接着装置。
(もっと読む)
複層塗膜形成方法
【課題】中塗り塗料、水性ベース塗料およびクリヤー塗料をウェット・オン・ウェットで塗装する複層塗膜形成方法で、鋼板とプラスチック基材に塗装し外観が均一になる方法を提供する。
【解決手段】基材に水性中塗り塗料を塗装し塗膜を形成し、中塗り塗膜に水性ベース塗料を塗装してベース塗膜を形成後、有機溶剤型クリヤー塗料でクリヤー塗膜を形成し、上記中塗り塗膜、ベース塗膜およびクリヤー塗膜の三層を加熱硬化させる複層塗膜形成方法で、前記水性ベース塗料が樹脂固形分100質量%中(a)架橋性モノマー0.2〜20質量%の混合物をエマルション重合したアクリル樹脂エマルション固形分10〜60質量%、(b)水溶性アクリル樹脂固形分5〜40質量%、(c)メラミン樹脂固形分20〜40質量%、(d)プロピレングリコールモノアルキルエーテルを塗料樹脂固形分100質量部に10〜40質量部含有することを特徴とする複層塗膜の形成方法。
(もっと読む)
複層塗膜形成方法
【課題】水性ベース塗料とクリヤー塗料をウェット・オン・ウェットで塗装してツーコート・ワンベーク硬化する複層塗膜形成方法で、高固形分でもフリップフロップ性(FF性)がよい方法を提供する。
【解決手段】自動車用鋼板上に形成された中塗り塗膜上に、水性ベース塗料を塗装してベース塗膜を形成した後、有機溶剤型クリヤー塗料を塗布してクリヤー塗膜を形成し、上記ベース塗膜とクリヤー塗膜とを加熱し硬化させる複層塗膜の形成方法であって、前記水性ベース塗料が、樹脂固形分100質量%中、(a)架橋性モノマーを0.2〜20質量%含んだモノマー混合物をエマルション重合して得られるアクリル樹脂エマルションが固形分で10〜60質量%、(b)水溶性アクリル樹脂が固形分で5〜40質量%、および(c)メラミン樹脂が固形分で20〜40質量%、含有することを特徴とする複層塗膜の形成方法。
(もっと読む)
位相差層の形成方法、位相差層形成用液晶組成物、カラーフィルタおよび液晶表示装置
【課題】ダイコータを用いて高い塗工速度で位相差層を形成した場合でも、横スジムラの発生が極めて少なく、均一な位相差層が得られるとともに、長期にわたり基材との密着性に優れた位相差層を形成することができる位相差層の形成方法を提供する。
【解決手段】本発明の位相差層の形成方法は、1種または2種以上の架橋性液晶分子、および(メタ)アクリロイル基、アミノ基、スルフィド基、メルカプト基より選ばれた少なくとも1種を有するシランカップリング剤を少なくとも含む溶質と、表面寿命10msにおける動的表面張力が27mN/m〜50mN/mの溶媒とからなり、且つ表面寿命が10msにおける動的表面張力が31mN/m〜50mN/mである位相差層形成用液晶組成物を、スリットダイコート法により塗工速度80〜500mm/secで透明基板上に塗布して液晶塗布膜を形成し、液晶塗布膜中の架橋性液晶分子を配向させた後、架橋性液晶分子を架橋重合させることを特徴とする。
(もっと読む)
複層塗膜形成方法
【課題】水性ベース塗料とクリヤー塗料をウェット・オン・ウェットで塗装してツーコート・ワンベーク硬化する複層塗膜形成方法で、フリップフロップ性(FF性)が高くてムラのない複層塗膜形成方法を提供する。
【解決手段】自動車用鋼板上に形成された中塗り塗膜上に、水性ベース塗料を塗装してベース塗膜を形成した後、有機溶剤型クリヤー塗料を塗布してクリヤー塗膜を形成し、上記ベース塗膜とクリヤー塗膜とを加熱し硬化させる複層塗膜の形成方法であって、前記水性ベース塗料が、樹脂固形分100質量%中、(a)アクリル樹脂エマルションが固形分で10〜60質量%、(b)水溶性アクリル樹脂が固形分で5〜40質量%、および(c)メラミン樹脂が固形分で20〜40質量%、(d)特定の化学式を有する数平均分子量400〜2,000のポリエーテルポリオール2〜25質量%含有することを特徴とする複層塗膜の形成方法。
(もっと読む)
マルチコート塗装系の機能層のための塗料材料としての無水組成物
無水組成物であって、結合剤としての少なくとも1つの飽和または不飽和のエポキシ変性されたポリエステル、他の結合剤としての少なくとも1つのアクリレート−またはポリウレタンポリマー、ポリマーミクロ粒子、架橋剤としての、ブロック化されたイソシアネートおよびアミノプラスト樹脂からなる官能基を含有する、少なくとも1つのポリマー、少なくとも1つの顔料、少なくとも1つの有機溶剤および少なくとも1つの助剤または添加剤を含有し、この場合この組成物の固体は、少なくとも50質量%である、上記無水組成物。 (もっと読む)
成型用ポリエステルフィルムおよび成型用ハードコートフィルム
【課題】ハードコート層との高温高湿下での密着性に優れる成型用ポリエステルフィルムを提供する。
【解決手段】共重合成分を有するポリエステルフィルムの少なくとも片面に、ポリカーボネートポリオールを構成成分とするウレタン樹脂と架橋剤を含有する接着性改質層を有する成型用ポリエステルフィルムであって、前記架橋剤が、カルボジイミド化合物、および/または、オキサゾリン基を有する樹脂である成型用ポリエステルフィルム。
(もっと読む)
アルミニウム塗装材及びその製造方法
【課題】アルミニウム又はアルミニウム合金製のアルミ形状体とクロムフリーの塗膜との間の界面の密着性及び気密性が極めて高く、過酷な環境下でも優れた耐食性を保持し、また、優れた耐久性を発揮し得るアルミニウム塗装材及びその製造方法を提供する。
【解決手段】表面に形成された凹凸部に起因する複数の凹状部を有するアルミニウム合金製のアルミ形状体と、この凹状部内に塗料が進入して固化した嵌入部を有する塗膜とで形成されており、前記凹状部と嵌入部とによりアルミ形状体と塗膜とが互いに係止されているアルミニウム塗装材であり、また、その製造方法である。
(もっと読む)
261 - 280 / 1,120
[ Back to top ]