
Fターム[4D075DA06]の内容
流動性材料の適用方法、塗布方法 (146,046) | 被塗体の形状、構造、表面 (9,578) | 板状体 (4,508)
Fターム[4D075DA06]の下位に属するFターム
Fターム[4D075DA06]に分類される特許
561 - 580 / 4,060
防汚塗料組成物及び防汚塗膜の形成方法
【課題】耐汚染性や、耐温水性に優れた、自己洗浄能力を有する防汚層を形成し、また、有機系溶剤を使用しないため環境面においても優しく、更に有機溶剤に弱い下地塗膜を溶解や膨潤等を起こすことのない防汚塗料組成物及び防汚塗膜の形成方法を提供することである。
【解決手段】
(a)水分散コロイダルシリカ(固形分換算)0.1〜10.0質量%と、
(b)2種類以上のノニオン系界面活性剤(固形分換算)0.01〜1.0質量%と、
(c)水89〜99質量%と
を主成分として含有し、有機系溶剤を含有しないことを特徴とする防汚塗料組成物及び該組成物からなる防汚塗膜の形成方法。
(もっと読む)
塗膜形成方法及び親水化処理剤溶液
【課題】 表面を研磨した部分の耐汚染性に優れており、耐汚染性が長期にわたり持続する塗膜形成方法を提供すること。
【解決手段】 親水性又は親水化可能な塗膜に、メルカプト基、エポキシ基、(メタ)アクリロイル基、ビニル基、ハロアルキル基及びアミノ基から選ばれる少なくとも1種の有機官能基を含有するシリコーン化合物(A)及び有機溶剤(B)を含有する親水化処理剤溶液を塗布することを特徴とする塗膜形成方法。
(もっと読む)
吸着自走式壁面塗装剥離装置
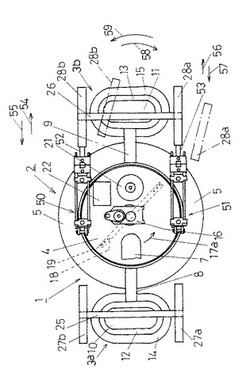
【課題】貯油タンクや、船舶などの壁面に吸着し、壁面に沿って移動しながら壁面の塗装を剥離する吸着自走式壁面塗装剥離装置。
【解決手段】壁面に吸着されつつ壁面にジェット水を吹き付けて塗装剥離処理を行う剥離処理部。剥離処理部を中心にして対称的に剥離処理部の両側に配備される補助吸着手段。剥離処理部及び/又は補助吸着手段に支持されて壁面に接触し駆動手段によって転動する複数個の車輪を備えている。剥離処理部は壁面に面する側が開口している本体ハウジングと、当該開口の周縁に配備されていて壁面に対向する本体当接面に5〜10mm長の合成樹脂製の毛体が植設されている本体環状弾性部材と、本体ハウジング内から排気して負圧状態にすることにより本体ハウジングを壁面に吸着させる本体排気手段と、本体ハウジング内に配備されていて壁面にジェット水を吹き付けるジェットノズルを備えている。
(もっと読む)
複合多孔質フィルム及びその製造方法
【課題】シャットダウン機能と耐熱形状保持機能を併せ持ち、かつ通気性、フィルム安定性・表面平滑性等のフィルム材質及び充放電特性、耐久性等のフィルム使用特性を損なうことのない、複合多孔質フィルム及びその製造方法を提供する。
【解決手段】ポリイミド層と通気性のある多孔質膜を有する複合多孔質フィルムであって、該フィルムの膜厚みが4〜300μm、通気抵抗がガーレー値で10〜1000秒/100ccであり、前記ポリイミド層は、それ自身は通気性を有さず、前記多孔質膜の少なくとも一方の面を二次元的に覆い、かつ前記多孔質膜を表面に露出させる多数の開口を有する二次元的パターン状に形成されていることを特徴とするフィルムである。
(もっと読む)
塗装鋼板およびその製造方法
【課題】エポキシ樹脂を主樹脂とする下塗り塗膜を過度に硬化させることなく、加工性および耐傷付き性に優れる上塗り塗膜を形成することができる、塗装鋼板の製造方法を提供すること。
【解決手段】数平均分子量4000〜25000、ガラス転移温度−20〜40℃、水酸基価3〜50mgKOH/gの水酸基含有ポリエステルと、メチロール/イミノ基型メラミン樹脂およびイミノ基型メラミン樹脂からなる群から選択されるメラミン樹脂硬化剤と、スルホン酸化合物とを含み、かつエポキシ樹脂の硬化作用を有する成分を含まない上塗り塗料を、エポキシ樹脂を主樹脂とする下塗り塗膜の上に塗布し、焼き付けて、上塗り塗膜を形成する。
(もっと読む)
塗装アルミニウムめっき鋼板

【課題】トップ塗料を比較的低温の加熱で焼き付けてもフッ素樹脂層の剥離を抑制することができる塗装アルミニウムめっき鋼板を提供すること。
【解決手段】アルミニウムめっき鋼板の表面にプライマー塗膜を形成し、その上にフッ素樹脂層を含むトップ塗膜を形成する。プライマー塗膜は、耐熱性樹脂および防錆顔料を含む。トップ塗膜は、耐熱性樹脂およびフッ素樹脂を含む。プライマー塗膜およびトップ塗膜に含まれる耐熱性樹脂は、その分子鎖の両末端に水酸基を有する、ポリエーテルスルホン樹脂、ポリフェニルスルフィド樹脂またはポリアミドイミド樹脂の脱水縮合物である。プライマー塗膜に含まれる防錆顔料は、モリブデン酸亜鉛、モリブデン酸カルシウムまたはリン酸ジルコニウムである。トップ塗膜に含まれるフッ素樹脂は、テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体である。
(もっと読む)
機能性塗膜
【課題】防汚性に優れ、高い光線透過率を有する機能性塗膜が得られる。
【解決手段】基材の少なくとも一主面に、
下記(A)、(B)成分を含有するコーティング組成物を塗布し、乾燥し、塗膜を形成する第1工程と、
前記塗膜に、真空紫外線、可視光線、近赤外線、赤外線、遠赤外線、マイクロ波、電子線、β線、γ線からなる群より選ばれる、少なくともいずれかを照射する第2工程と、
40℃〜150℃で熱養生する第3工程と、
を含む機能性塗膜の製造方法。
(A)成分:数平均粒子径が1nm〜400nmの金属酸化物
(B)成分:数平均粒子径が10nm〜800nmの重合体エマルジョン粒子
(もっと読む)
積層塗膜形成方法
【課題】塗装ライン上の先行被塗物W1に対する塗装時の塗料ダストが後続被塗物W2に付着したときでも、その後の後続被塗物W2への塗装において、その塗膜表面に凹凸を生ずることを防止する。
【解決手段】塗装ライン上を先行する第1被塗物W1に第1塗料による塗装を行ない、後続する第2被塗物W2の下層塗膜の上に、上記第1塗料とは硬化開始温度及び硬化反応速度の少なくとも一方が異なる第2塗料による塗装を行なって上層塗膜を形成する積層塗膜形成方法において、上記第2塗料中に、上記第1塗料中の樹脂成分を溶解し得る溶剤を上記下層塗膜が溶解しない限りにおいて添加して、第2被塗物W2に対する塗装を行なう。
(もっと読む)
塗装方法およびこれに用いる再帰反射性塗料
【課題】自反射ビーズがその再帰反射性を十分に発揮して夜間走行中の車両などからの視認性に優れる、塗装方法およびこれに用いる再帰反射性塗料を、塗装工程上の煩雑さを避けつつ、提供することの工夫にある。
【解決手段】本発明にかかる塗装方法は、その表面の一部に反射膜が形成されている球形で透明のビーズである自反射ビーズと透明樹脂とを必須とする塗料を、透明樹脂により基材表面に固定されたときの自反射ビーズの反射膜の位置決めを無作為として塗装することにより、被塗装面に再帰反射性を付与する、ことを特徴とし、本発明にかかる再帰反射性塗料は、その表面の一部に反射膜が形成されている球形で透明のビーズである自反射ビーズと透明樹脂とを必須とし、前記塗装方法に適用される、ことを特徴とする。
(もっと読む)
不定形耐火物の吹付け施工装置及び施工方法
【課題】乾式不定形耐火組成物に添加する施工水の割合を、施工技術者によらず所定の範囲に入るようにして、吹付け開始時の材料ロスを低減した不定形耐火物の吹付け施工装置及び施工方法を提供する。
【解決手段】粉末状の不定形耐火組成物を、所定の固体/気体比率で気流に乗せて送り出すことができる気流搬送機2と、送り出された粉末状の不定形耐火組成物を、一端側から内部に受け入れ、気流搬送機からの気流によって、他端側まで搬送する搬送管3と、搬送管3内を搬送される粉末状の不定形耐火組成物へ施工水を添加する施工水添加手段4と、施工水添加手段4に設けられた施工水の添加量を搬送管内の内圧によって制御する差圧式の流量定値制御弁6と、搬送管3の他端に設けられ、施工水が添加された不定形耐火組成物を施工対象物に吹付ける吹付けノズル7と、を有する不定形耐火物の吹付け施工装置1。
(もっと読む)
インクジェットヘッドの除電方法、除電装置およびインクジェットヘッド装置ならびにカラーフィルターの製造方法
【課題】顔料微粒子を含む分散性の高いインクを数ヶ月に渡りノズルから吐出させても、吐出口の内部や吐出口の周囲にインク成分が固着しにくい吐出面を有し、保護層や撥液層の帯電が原因で発生する顔料微粒子の付着を防止するインクジェットヘッドの除電方法、除電装置およびインクジェットヘッド装置ならびにカラーフィルターの製造方法を提供する。
【解決手段】吐出面と対向する下方位置に設けられた除電電極の針先から照射されるイオンを前記吐出面と略平行方向に照射し、該照射されたイオンを前記除電電極の下方位置に設けた気流噴射手段により気流を上方に向けて噴射させ、前記気流にのせて、前記吐出面に前記イオンを吐出面に吹き付けることを特徴とするインクジェットヘッドの除電方法。
(もっと読む)
水性塗装体およびそのような塗装体を用いて表面を装飾する方法
【課題】新しい水性塗装体であって、従来の塗装体を用いて得られるものとはかなり異なる特徴ある独特の装飾効果が得られるものを提供する。
【解決手段】白または着色アンダーコートペイント、ニュートラルベースペイント、該ニュートラルベースペイントに混合されうる少なくとも一つのトナーまたはその一部、前記ニュートラルベースペイントおよびトナーに混合されうる少なくとも2グループのフレークであって、その2グループのフレークの両方が互いに対比する色および調合で着色されたものを包含する水性塗装体。
(もっと読む)
接合部材の製造方法及び接合部材製造装置
【課題】比較的大きな部材を接合する場合でも接合に要する時間が過度に長くなることを抑制すること。
【解決手段】接合部材製造装置は、第1の部材Dを把持する第1の把持具11と、第2の部材Eを把持する第2の把持具12と、第1の接合面Dfに媒介物質Gを塗布する塗布装置40と、第1の把持具11及び/又は第2の把持具12を移動させる移動装置20と、制御装置とを備える。制御装置は、第1の拡大平面Deと第2の拡大平面Eeとを互いに平行になるように対向させつつ、厚さの方向に見て第1の接合面Dfと第2の接合面Efとが重なる範囲が所定の範囲以下となるように配置し、第1の拡大平面Deと第2の拡大平面Eeとの間隔を維持しながら、厚さの方向に見て第1の接合面Dfと第2の接合面Efとが重なる範囲が次第に大きくなる方向へ、第1の部材Dを第2の部材Eに対して相対的に移動させる。
(もっと読む)
積層塗膜構造及び積層塗膜形成方法
【課題】外板部2については第1塗料による塗膜6と第2塗料による塗膜7との積層によって特定色を出し、内板部1には第2塗料によって塗膜4を形成するようにした二重構造被塗物において、内板部1に塗膜4を形成した後、外板部2に第1塗料及び第2塗料を順に塗布したとき、内板部1に塗料ダストによって色違和感を招くことを防止する。
【解決手段】上記特定色の分光反射率(1BC+2BC)に対する塗膜6の塗色の分光反射率(1BC)の比率(1BC)/(1BC+2BC)を所定の範囲内に収める。
(もっと読む)
レジスト塗布方法およびレジスト塗布装置、並びに該レジスト塗布方法を用いたフォトマスクブランクおよびフォトマスクの製造方法
【課題】毛管状隙間を有するノズルによりレジスト塗布面を迅速に均一に乾燥させることが可能なレジスト塗布方法および塗布装置、並びに該レジスト塗布方法を用いたフォトマスクブランクおよびフォトマスクの製造方法を提供する。
【解決手段】被塗布面10aを下方に向けた基板10にレジスト液を塗布する方法であって、液槽に溜められたレジスト液を、ノズル24の毛細管現象によって被塗布面10aに導いて接液させ、ノズル24と基板10とを水平方向に相対移動させることにより、被塗布面10aにレジスト液110を塗布し、被塗布面10aに対し、一定方向にほぼ一定の相対流速で被塗布面10aと平行な気流を供給し、気流を被塗布面10aに接触させることにより、レジスト液110の乾燥を行うレジスト塗布方法および塗布装置、並びに該レジスト塗布方法を用いたフォトマスクブランクおよびフォトマスクの製造方法。
(もっと読む)
インク塗布方法、及びインク塗布方法で形成された塗膜
【課題】低粘度のインクを、長時間に亘って、連続して、安定的に、かつ、スピーディにインクジェット塗布できる技術を提供することである。
【解決手段】作動時間(T1)のピエゾ素子作動によるインク室にインクが吸入されるインク吸入工程と、作動時間(T2)のピエゾ素子作動によるインク室からインクが吐出されるインク吐出工程と、インク吸入・吐出が実質上行われない待機時間(T3)の待機工程とを具備し、前記インク吸入工程と前記インク吐出工程と前記待機工程とを1サイクルとする繰り返しによるインクジェット方式でのインク塗布方法であって、
前記インクは、固体分散系インクであって、25℃における粘度が0.5〜7mPa・sであり、
1/1000秒≦(T1+T2+T3)≦1/20秒、かつ、T3≧50×(T1+T2)である。
(もっと読む)
薄膜の作製方法
【課題】下層の溶解を回避しつつ、表面平滑性の高い薄膜を、ウェットプロセスで作製可能な方法の提供。
【解決手段】溶質を溶媒中に溶解及び/又は分散してなる原料液を噴霧して液滴を形成すること、液滴中の溶媒を揮発させ濃縮すること、濃縮された液滴を基板上もしくは基板上に設けられた薄膜の上に堆積させること、を順次含む薄膜の作製方法であって、固形分濃度C1の液滴を堆積させた後、C1>C2を満足する固形分濃度C2の液滴を堆積させることを特徴とする薄膜の作製方法である。
(もっと読む)
発泡樹脂塗膜積層金属板およびその製造方法
【課題】優れた制振性を有する樹脂塗膜積層金属板を提供する。
【解決手段】上下2層の発泡樹脂塗膜を有する発泡樹脂塗膜積層金属板であって、熱膨張粒子が、下層の発泡樹脂塗膜中には15質量%以上、上層には0〜10質量%含まれ、かつ、総塗膜厚が680μm以上であるところに特徴を有する。また、本発明には、下層形成用樹脂組成物を金属板に塗布する工程、熱膨張前の熱膨張性粒子の発泡開始温度未満の温度で下層を乾燥する工程、上層形成用樹脂組成物を塗布する工程、熱膨張性粒子の発泡開始温度以上で上下層の塗膜を焼き付ける工程、をこの順序で含むことを特徴とする発泡樹脂塗膜積層金属板の製造方法も包含される。
(もっと読む)
膜形成装置および膜形成方法
【課題】複数の液体塗布対象が存在し、かつ塗布エリア内に他の塗布膜が存在する場合においても、塗布された液体同士が合体することなく、また、塗布膜が再溶解し膜形状が変化することなく、短いプロセスタクトで膜厚、形状を精密に制御された塗布膜の作製を実現する。
【解決手段】本発明の膜形成装置1は、液体を塗布するためのインクジェットヘッド10と、基板20における液体が塗布された塗布部分を局所的に加熱するエアヒーター50と、エアヒーター50により加熱された塗布部分を局所的に冷却するブロアー51とを備えている。
(もっと読む)
塗装鋼板の製造方法
【課題】新たな設備を設けることなく、かつ添加材の配合や塗料の粘度調整などを行わずに、鮮映性に優れた塗装鋼板を製造することができる、塗装鋼板の製造方法を提供すること。
【解決手段】算術平均粗さRaが0.3μm以下の鋼板の表面に、塗料をロールコート法で塗布し、塗料を焼き付ける。このとき、塗料のチクソトロピックインデックスおよびフォードカップ粘度に応じて、塗料が塗布されてから塗料の焼き付けを開始するまでの時間(セッティングタイム)を調整する。具体的には、塗料のチクソトロピックインデックスをaとし、塗料のフォードカップ粘度をb(秒)とした場合に、式(1)[S>20a−15]および式(2)[S>0.6b−90]の両方が満たされるように、セッティングタイムS(秒)を設定する。
(もっと読む)
561 - 580 / 4,060
[ Back to top ]