
Fターム[4E001BB08]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | MIG溶接 (358)
Fターム[4E001BB08]に分類される特許
141 - 160 / 358
二輪車およびバギー車用フレーム材
【課題】高強度の7000系Al合金からなるAl部材の複数にて構成される、二輪車やバギー車用フレーム材において、その溶接割れ感受性を低減させると共に、強度特性に優れた溶接継手を実現する。
【解決手段】複数のAl部材を与える7000系Al合金の合金組成を、Cu:0.01〜0.50%、Mg:0.5〜2.1%、並びにZn:4.0〜8.5%を含み、残部がAl及び不可避的不純物であるように規定し、かかるAl部材の複数を溶接により一体化して、二輪車やバギー車用フレーム材を製造するに際して、溶加材として、Mg:5.5〜8.0%、Cr:0.05〜0.25%、Ti:0.25%以下、Si:0.4%以下、Fe:0.4%以下、Cu:0.1%以下、Zr:0.05%以下、及びZn:0.25%以下を含み、残部がAl及び不可避的不純物である合金組成のものを用いた。
(もっと読む)
固定管の円周溶接方法
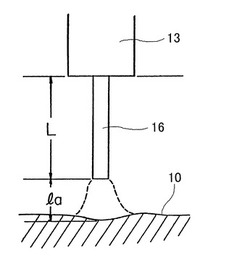
【課題】先行トーチの溶接速度を変化させた場合でも、後行トーチによる溶着高さが常に一定になるように制御可能とする。
【解決手段】固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車に搭載された先行トーチ及び後行トーチを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接する際、外乱位置で前記先行トーチの溶接速度を変化させる場合、前記後行トーチでは単位溶接長さ当りの溶着量が、変更前と同一になるようにワイヤ送給速度を変更し、溶接電流が変更前と同一になるように、トーチ13先端からのワイヤ突出長さLを制御する。
(もっと読む)
複合溶接装置および複合溶接方法

【課題】レーザ溶接とアーク溶接との複合溶接において、溶接開始時に安定した溶接品質を得ると共に、溶接終了時にクレータの凹みと過大成長を防ぎ十分な溶込みを確保する。
【解決手段】ワイヤ送給手段7と、溶接電源装置10と、レーザ装置1と、前記ワイヤ送給手段7と前記溶接電源装置10と前記レーザ装置1とを制御する制御手段12とを備え、前記制御手段12は、溶接開始時には前記ワイヤ送給手段7と前記溶接電源装置10とを制御することにより溶接アーク11を発生させ、電流検知信号Sdを受けると、直ちにレーザ光5を出力するよう前記レーザ装置1を制御するが、溶接終了時には前記溶接電源装置10を制御することにより溶接ワイヤ9に供給する電力を停止すると共に、前記ワイヤ送給手段7を制御することにより前記溶接ワイヤ9を所定時間だけ送給した後、前記レーザ光5と前記溶接ワイヤ9とを停止させる。
(もっと読む)
油圧ショベルのアタッチメント
【課題】深い開先を取らずに、外側からの溶接のみで溶接部の未溶着をなくし、溶接部の強度を高くし、疲労強度を高くする。
【解決手段】油圧ショベル10のアタッチメント1を構成するブーム40のブーム本体41は、上板45、下板46、側板47、および、側板48をハイブリッド溶接により溶接したものである。このハイブリッド溶接はアーク溶接およびレーザ溶接のいずれか一方のみなされた場合に比べ、溶け込みを深くし得る。よって、アタッチメント1の外側からの溶接のみで、溶接部41wの未溶着をなくし得る。よって、この未溶着をなくした場合は、この未溶着がある場合に比べ、溶接部41wの強度を高くできる。したがって、この未溶着がある場合に比べ、アタッチメント1の疲労強度を高くし得る。
(もっと読む)
多電極溶接装置の制御方法及び装置
【課題】安定的な溶接を実現できる多電極溶接装置の制御方法及び装置を得る。
【解決手段】本発明に係る多電極溶接装置の制御装置は、複数のトーチ電極を有し、これら複数のトーチ電極を選択的に稼動させると共に前記複数のトーチ電極のアース電気経路が共通経路を有している多電極溶接装置であって、稼動しているトーチ電極を検知する稼動電極検出手段13と、稼動電極検出手段13の検出値を入力して該入力値に応じて予め設定された演算式に基づいて電圧補正量を演算する電圧補正量演算手段15と、電圧補正量演算手段15によって演算された電圧補正量に基づいて制御電圧を設定する制御電圧設定手段17とを備えている。
(もっと読む)
Al材料の溶接方法
【課題】高強度の7000系Al合金からなるAl材料の複数にて構成される、構造部材や部品等の各種用途の部材において、その溶接割れ感受性を低減させると共に、強度特性に優れた溶接継手を実現する。
【解決手段】質量基準にて、Cu:0.01〜0.50%、Mg:0.5〜2.1%、並びにZn:4.0〜8.5%を含み、残部がAl及び不可避的不純物である合金組成の7000系Al合金からなるAl材料を溶融溶接するに際して、質量基準にて、Mg:5.5〜8.0%、Cr:0.05〜0.25%、Ti:0.25%以下、Si:0.4%以下、Fe:0.4%以下、Cu:0.1%以下、Zr:0.05%以下、及びZn:0.25%以下を含み、残部がAl及び不可避的不純物である合金組成を有するAl合金溶加材を用いた。
(もっと読む)
Al合金溶接継手
【課題】所定のAl材料の溶融溶接によって得られる接合体において、その溶接割れ感受性を低減させると共に、強度特性に優れた溶接継手を容易に実現すること。
【解決手段】所定量のCu、Mg、並びにZnを含む合金組成のAl合金母材を、特定量のMg、Cr、Ti、Si、Fe、Cu、Zr、及びZnを含み、残部がAl及び不可避的不純物からなる合金組成の溶加材を用いて、溶融溶接して得られる溶接継手において、溶接金属部の最大厚さ:t1 、その中心硬さ:Hv1 、熱影響部の厚さ:t2 、その最軟化部の硬さ:Hv2 としたときに、次の関係式:
t1 ×Hv1 ≧1.9×t2 ×Hv2
Hv1 ≧70
を満足するように構成した。
(もっと読む)
溶接構造物
【課題】溶接強度、すなわち、継手強度および伸びに優れた溶接構造物を提供することを目的とする。
【解決手段】本発明に係る溶接構造物1は、アルミダイカスト製部材2とアルミ展伸材製部材3とを線材を用いて溶接した溶接構造物であって、前記アルミダイカスト製部材2がAl−Mg系ダイカスト合金で形成され、前記アルミ展伸材製部材3が5000系合金または6000系合金で形成され、前記線材が5000系合金で形成されていることを特徴とする。
(もっと読む)
溶接材料および溶接継手
【課題】高効率に高強度で、低温靭性に優れた溶接継手を得ることができる溶接材料の提供。
【解決手段】極低温の環境での大入熱溶接に用いられる溶接材料であって、質量%で、C:0.01〜0.10%、P:0.05%以下、S:0.008%以下、Cu:0.5〜5.5%、Mo:5.0〜25.0%、Nb:0.005〜1.0%、Al:1.2〜3.0%、W:1.0〜6.0%およびN:0.0015〜0.008%を含有し、残部Niおよび不純物からなり、下記(1)式および(2)式を満足することを特徴とする溶接材料。
108.5+621.9C+85.64Nb+136.7Al≧400・・・・(1)
234.6−671.9C−3.020Nb−35Al≧100・・・・(2)
但し、上記式中の各元素記号は、それぞれの含有量(質量%)を意味する。
(もっと読む)
車両フレーム部材の溶接方法および車両フレーム部材
【課題】高い接合強度を有し、亜鉛めっきによる強度低下を防止し、さらに熱歪み変形を防止することのできる車両フレーム部材の溶接方法を提供する。
【解決手段】本発明に係る車両フレーム部材の溶接方法は、幅方向の断面が略ハット状のフレーム部材1と、このフレーム部材1のフランジ部11と接合することにより閉断面を形成するパネル部材2とを溶接する車両フレーム部材3の溶接方法であって、前記パネル部材2と接触する前記フランジ部11の接触端部12から前記フランジ部11外側方向をマイナス(−)とし、前記接触端部12から屈曲して立ち上がる壁部13側方向をプラス(+)としたときに、溶接位置Pを、前記接触端部12を中心として±0mm≦P<+1.5mmの範囲内とし、前記壁部13に沿って連続溶接することを特徴とする。
(もっと読む)
管外周突部の形成方法及び管外周突部を有する金属管
【課題】少ない作業手順で管の外周突部を形成することができて、また薄肉管に対しても貫通孔を開けることなく安定して製造を行うことのできる、生産性の高い金属管の外周突部の形成方法及び挿入力が低く管接合が容易な管外周突部を有する金属管を提供することを目的とする。
【解決手段】軸方向の一端側に厚肉部11を有し、軸方向の他端側に薄肉部12が形成されたリング10を、金属管の先端から距離を空けた位置の外周に装着し、前記薄肉部12に溶接を行うことにより、前記薄肉部12と前記金属管とが融解した溶接部15を前記厚肉部11上面19から傾斜してかつ金属管の挿口先端から距離を空けた位置の外周表面31aに至る形状に形成する。
(もっと読む)
固定鋼管の円周溶接方法
【課題】ビード外観が良好で融合不良やスラグ巻き込みなどの溶接欠陥のない健全な溶接部を得ることができる固定鋼管の円周溶接方法を提供する。
【解決手段】1層1パスの準備溶接とこれに続けて1層複数パスの本溶接を行なうものであり、前記本溶接はフラックス入りワイヤを用いて、溶接電流150〜280A、溶接速度15〜25cm/minで上進姿勢多層盛溶接として、開先壁面側のビードの積層は溶接トーチを開先壁面に対向する方向に板厚方向から15〜25°傾斜して前層ビードの止端部をワイヤ狙い位置として溶接し、開先内のビード積層は溶接トーチを板厚方向として前パスのビード止端部をワイヤ狙い位置として溶接し、同一層の最終パスは前パスのビードの止端部と他方のビードの止端部との間をワイヤ狙い位置として溶接する。
(もっと読む)
Zn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置
【課題】Zn含有物質被覆溶接母材をレーザ・アークハイブリッド溶接する場合に、Zn含有物質がレーザ・アークハイブリッド溶接に影響を及ぼすことが抑制されるZn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置を提供すること。
【解決手段】溶接トーチ11と、ワイヤ送給部12と、電源部13と、レーザトーチ23と、レーザ発振器21と、前記レーザ発振器21で生成されたレーザ光を前記レーザトーチ23に伝送するレーザ光伝送手段22と、を備えたレーザ・アークハイブリッド溶接装置1であって、前記溶接母材Wのビード形成予定部Bの光反射率を測定する光反射率測定手段27を有し、前記溶接トーチ11及びレーザトーチ23が通過する前に前記光反射率に基づいてビード形成予定部BのZn含有物質の残留量を確認するように構成されていることを特徴とする。
(もっと読む)
狭開先溶接トーチ及び該溶接トーチを備えたタンデムアーク溶接装置
【課題】十分なシールド性を確保でき溶接性を向上することが可能な狭開先溶接トーチ及び該溶接トーチを備えたタンデムアーク溶接装置を提供する。
【解決手段】溶接ワイヤが挿設されるとともに、該溶接ワイヤの側方にシールドガスが通流するガス通路が設けられたトーチ本体2を有し、狭開先の溶接に用いられる狭開先溶接トーチ1において、前記狭開先の溶接方向に沿って前記溶接ワイヤの前後両側に一対のメインガス通路5、6が設けられるとともに、後側メインガス通路6より後方のトーチ本体先端面が切り欠かれて溶接面より後退しており、該離間したトーチ本体2内部に冷却水が循環する冷却部7が設けられ、好適にはトーチ本体2の両側に、前記シールドガスが通流する補助ガスノズル9、10を配置する。
(もっと読む)
長疲労寿命化を達成するレーザー・アークハイブリッド溶接方法
【課題】 溶接速度100cm/min以上でレーザーアークハイブリッド溶接をする場合において、溶接継手の疲労寿命を2倍以上向上させることのできる、レーザーアークハイブリッド溶接方法を提供する。
【解決手段】 6mm〜12mm厚の溶接構造用圧延鋼材のうち、鋼材Si量が質量%で0.25%以上含有し、ソリッドワイヤのSi量が{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるようなソリッドワイヤを用いてレーザーアークハイブリッド溶接を行うことを特徴とする。
(もっと読む)
接合部の耐食性に優れた亜鉛系合金めっき鋼板の接合継手
【課題】本発明は、亜鉛系合金めっき鋼板同士の溶接接合の際に生じる、前記問題点を解決し、接合強度を確保し、溶接接合部の耐食性の良好な亜鉛系合金めっき鋼板の溶接継手を得るための接合継手を提供することを目的とする。
【解決手段】亜鉛系合金めっき鋼板同士の接合継手において、亜鉛系合金めっき成分中のAl含有量が6質量%以上であり、かつ片面当たりのめっき付着量が50g/m2以上である亜鉛系合金めっき鋼板を、Siを5〜11質量%含有するAl系接合材料を用いて接合する。
(もっと読む)
狭開先MAG溶接装置
【課題】大型圧力容器など厚肉の大型構造物の溶接に対して、開先を狭くするとともに、開先の片側に障害物があっても溶接可能な狭開先MAG溶接装置を開発・提供することにある。
【解決手段】溶接装置において、溶接ワイヤ(6)に曲げ癖を付けるベンディングユニット(1)を、狭開先(K)の中心線に対して非同一線状に配置して溶接することを特徴とする狭開先MAG溶接装置であり、狭開先(K)に挿入する直線形状の狭開先トーチ(2)と、ベンディングユニット(1)との間に、円弧状のブロック(3a)、あるいはS字状のブロック(3b)を介して設け、さらに、ベンディングユニット(1)において、送給ローラ(1b)の手前に、該送給ローラ(1b)の中心であって、レバー(1d)に溶接ワイヤ(6)を円弧状に、かつ、左右に振るローラ(1c)を設け、該レバーを左右に振ることを特徴とする狭開先MAG溶接装置である。
(もっと読む)
異材接合方法
【課題】溶接施工方向に対して、鋼材を上側とし、アルミニウム材を下側として、互いに重ね合わせて溶接する場合でも、高い接合強度を安定的に確保できる、異材接合方法を提供することを目的とする。
【解決手段】溶接施工方向4に対して、鋼材2を上側とし、アルミニウム材3を下側として、互いに重ね合わせて溶接する際に、アルミニウム材3の溶接施工方向4に対して向き合う、溶接線5に沿った溶接面3aの位置を、鋼材溶接面2aの位置よりも、溶接施工方向4に対して上側に突出させた状態で、溶接し、鋼材2とアルミニウム材3との両方の溶接面に亙るアルミニウム溶接材料によるビード6を形成する。
(もっと読む)
複合溶接装置と複合溶接方法
【課題】複合溶接の溶接開始時には安定した溶接品質を得ると共に、溶接終了時にはクレータの凹みと過大成長を防ぎ十分な溶込みを確保することができる複合溶接装置と複合溶接方法を提供する。
【解決手段】制御手段12は、溶接開始時には前記ワイヤ送給手段7と前記溶接電源装置10とを制御することにより溶接アーク11を発生させ、電流検知信号Sdを受けると、直ちにレーザ光5を出力するよう前記レーザ装置1を制御するが、溶接終了時には前記溶接電源装置10を制御することにより溶接ワイヤ9に供給する電力を停止すると共に、前記ワイヤ送給手段7を制御することにより前記溶接ワイヤ9を送給すると共に、レーザ装置1を制御することにより、レーザ光5をパルス状に照射した後、前記レーザ光5と前記溶接ワイヤ9とを停止させる。
(もっと読む)
2電極アーク溶接のアーク終了制御方法
【課題】良好な溶接ビードを形成可能な2電極アーク溶接終了制御方法を提供すること。
【解決手段】シールドガスを吐出するためのシールドガスノズル内に配置された消耗電極Wおよび非消耗電極を備えた溶接トーチBを用い、消耗電極アーク6aおよび非消耗電極アーク6bを発生させることにより溶接する2電極アーク溶接のアーク終了制御方法であって、消耗電極アーク6aおよび非消耗電極アーク6bを発生させながら溶接トーチBを溶接順方向に移動させる定常溶接処理の後に、消耗電極Wを送給する消耗電極送給速度Fwを、上記定常溶接処理における大きさよりも小さくして行われる第1の溶接終了処理と、消耗電極Wの送給および消耗電極アーク6aを停止して行われる第2の溶接終了処理と、を行う。
(もっと読む)
141 - 160 / 358
[ Back to top ]