
Fターム[4E001EA08]の内容
Fターム[4E001EA08]に分類される特許
81 - 100 / 100
消耗電極式ガスシールドアーク溶接法およびこれに用いられる溶接トーチ
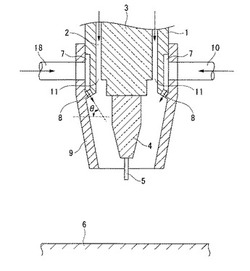
【課題】GMA溶接法によって鋼材を溶接する際に、溶接金属中の溶存酸素濃度を100ppm以下にすることができ、かつアークの安定性も維持しつつ、良好なビード形成が得られるようになる。
【解決手段】ケース1と、このケース内に設けられたチップボデイ2と、このチップボデイの先端に取り付けられたチップ4と、このチップを囲むノズル9を有し、ケースとチップボデイとの間に空隙2が形成され、この空隙の先端部がシールドガスの噴射口11とされ、ケースの先端部で、かつノズルの内側に複数の添加ガスの噴射孔8が放射状に設けられた溶接トーチを用い、不活性ガスからなるシールドガスを消耗電極となるワイヤ5に向けて供給し、酸化性ガスと不活性ガスとの混合ガスからなる添加ガスを溶融池外縁に向けて供給する。
(もっと読む)
シールドガス、これを用いた溶接方法および被溶接物

【課題】 適正な溶接条件を設定することで、溶接品質を低下させることなく溶接金属部の溶け込みを深くするようにした。
【解決手段】 ヘリウムガスに酸素ガスを添加してその濃度を0.2vol.%以上(好ましくは0.4vol.%以上)としたシールドガスを使用し、溶接金属中の酸素濃度を70〜700ppmとすることで溶接金属部の溶け込み深さを深くし、溶接金属部の寸法比D/W値を大きくした。また、溶接電流、溶接速度、アーク長の適正な範囲をなす溶接条件のうち少なくとも一つを満たして溶接することで、溶接品質を低下させることなく、さらなる深溶け込みを実現させる。
(もっと読む)
アルゴン/ヘリウム/水素混合物を用いたTIGブレーズ溶接方法
【課題】消耗溶接ワイヤを用いて、未被覆および/または亜鉛メッキ炭素鋼をTIGブレーズ溶接する方法において、鋼のブレーズ溶接の生産性と品質を改善すること。
【解決手段】TIG溶接トーチ、消耗ワイヤおよびシールドガスを用いて1またはそれ以上の鋼ワークピースをTIGブレーズ溶接するための方法において、シールドガスとして、5体積%未満のヘリウム、1体積%未満の水素、および残部のアルゴンを含有する、ヘリウムと水素とアルゴンから形成される三元ガス混合物を用いる。
(もっと読む)
プラズマ切断装置及び方法
【課題】 軟鋼や低炭素鋼のプラズマ切断で、ピアッシング時の穴周囲へのドロス付着を低減する。
【解決手段】 プラズマガスとして酸素、空気、または酸素と窒素の混合ガスなどを使う。アシストガスとして窒素、酸素、空気、または酸素と空気の混合ガスなどを使うが、ピアッシング工程では切断工程より酸素濃度が高くされる。アシストガス酸素濃度はピアッシング工程では20モル%以上で、好ましくは100モル%又はこれに近い高濃度であり、切断工程では20モル%以上でバーニング濃度より低く、例えば40〜80モル%程度である。
(もっと読む)
アルミニウムの溶接装置
【課題】 酸化皮膜の除去効果を向上させ、電極ワイヤーの粉塵による溶接ムラを防止し、かつ、高い溶接電流でもパッカリングが抑止されるようにする。
【解決手段】 溶接部に電極ワイヤー2を送通する孔を有し、溶接電源からの電力を電極ワイヤー2に供給し、電極ワイヤー2と孔との間に隙間を形成するように構成し、隙間に溶接部の方向へシールドガスAを流すようにしたチップ9、チップ9の外周からシールドガスBを噴出する内部ノズル8、内部ノズル8の外周からシールドガスCを噴出する外部ノズル7を備えた溶接トーチを有し、シールドガスA及びシールドガスBをAr50%とHe50%の混合ガスとし、シールドガスCをAr100%のガスとし、シールドガスAの流量を0を超え、5L/min以下とし、シールドガスB及びシールドガスCの流量を25L/min以上、60L/min以下とする。
(もっと読む)
缶容器、ドラム缶、及び缶容器の内面溶接方法
【課題】 収納物の残留低減に留まらないより厳しい要求に応えることが可能な、缶容器、及び缶容器の内面溶接方法を提供する。
【解決手段】 缶容器101の胴板121と地板111とを内面101bにて溶接するときの溶接方法において、上記胴板と上記地板との内面溶接部103における凹凸141の高低差が板厚方向109cに500μm未満となり、かつ上記凹凸の曲率半径145が200μmを超えるように上記溶接を行う。
(もっと読む)
メタル系フラックス入りワイヤおよび溶接方法
【課題】 メタル系フラックス入りワイヤにおいて、スラグ材成分を規定し、かつグラファイトを所定の値の範囲内で添加することによりスラグ生成量を低減し良好な塗装性を確保できるメタル系フラックス入りワイヤを提供する。
【解決手段】 スラグ材の規制およびグラファイトの規定によりスラグ生成量を低くし、フラックス入りワイヤの塗装性を確保するために、ワイヤ全体の質量%で、グラファイト以外のC:0.001〜0.20%、グラファイト:0.10〜0.7%、SiO2以外のSi:0.05〜1.2%、Mn:0.2〜3.0%を含有し、P:0.03%以下、S:0.02%以下に制限し、さらに、SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上を合計で0.05〜0.40%含有し、前記グラファイト、および、前記SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上は少なくとも前記フラックスとして含有させる。
(もっと読む)
亜鉛めっき鋼板のMAG溶接用シールドガスおよびこのシールドガスを使用した溶接方法
【課題】亜鉛めっき鋼板のMAG溶接法による重ね隅肉溶接に際して、溶接部にブローホールやピットが発生しないようにするためのシールドガスを得る。
【解決手段】亜鉛めっき鋼板を重ね隅肉溶接により、炭素鋼ソリッドワイヤを用いてMAG溶接する際のシールドガスとして、酸素ガス8〜15容量%、好ましくは8.5〜12容量%と、炭酸ガス20〜30容量%と、残部がアルゴンからなる3種混合ガスを用いる。
(もっと読む)
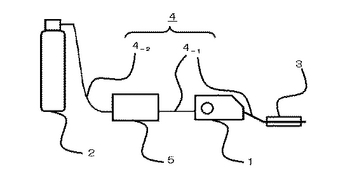
高品質ガスシールドアーク溶接装置
【課題】 容易かつ安価でしかも高品質な溶接を可能とするための溶接装置を提供する。
【解決手段】 シールドガスホース4によりシールドガス供給系統2に接続される溶接トーチ3を備えるアーク溶接装置1において、シールドガスホース4の出来るだけ溶接トーチ3に近い個所にシールドガス中の水分を除去するための精製装置5を介設すると共に、シールドガスホース4における精製装置5のシールドガス出口から溶接トーチ3のシールドガス出口に至る部分4−1を含んで少なくとも一部を、ガスバリア性及び高撥水性を備えるフレキシブルホースにより形成してなることを特徴とする高品質ガスシールドアーク溶接装置である。
 (もっと読む)
(もっと読む)
配管溶接施工方法
【課題】
オーステナイト系ステンレス鋼配管の、炉水と接する内面側の溶接部の引張方向の残留応力を低減させる、さらには残留応力を圧縮方向に転化させることで、応力腐食割れを抑制する。
【解決手段】
オーステナイト系ステンレス鋼配管の開先を材質の異なる2種類の溶接用ワイヤを用いて積層する配管溶接施工方法において、
前記開先を特定範囲の寸法形状に形成する製作工程と、前記開先底部の裏面側に特定の裏ビード幅を形成させる初層裏波溶接工程又は仮付け溶接工程の少なくともいずれかの工程と、開先裏面から特定の累計積層ビード高さまで、オーステナイト系ステンレス鋼ワイヤを積層溶接する第1の積層溶接工程と、ニッケル基合金系ワイヤを前記開先上面部の最終層まで積層溶接する第2の積層溶接工程とからなる配管溶接施工方法。
(もっと読む)
レーザとマグアークによる複合溶接方法
【課題】 本発明は、高速で溶接しても耐ギャップ性に優れ、溶接品質の向上を図ることができるレーザとマグアークによる複合溶接方法の提供を目的とする。
【解決手段】 本発明は、レーザと消耗電極式アーク溶接とを併用するレーザとマグアークによる複合溶接方法において、アークを先行させ、レーザを後行させ、レーザとアークを同一溶接線上に配置させながら溶接することを特徴とする。
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用銅めっきソリッドワイヤ
【課題】Ar−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤに関し、特に低電流域から遷移領域で長時間溶接する場合においても、スパッタ発生量が少なくワイヤ送給性が良好で、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れたAr−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤを提供する。
【解決手段】Ar−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤにおいて、ワイヤ成分として、質量%で、C:0.02〜0.10%、Si:0.40〜0.95%、Mn:1.0〜1.95%、Ti:0.03〜0.15%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.005〜0.50g、リン脂質を0.008〜0.15g含み残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有する。
(もっと読む)
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法
【課題】 亜鉛系めっき鋼板の高速ガスシールドアーク溶接において、アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 溶接速度が0.8〜1.7m/分の亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法において、シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ip、平均時間幅Tp、平均ベース電流Ibが所定範囲を満足する矩形波パルスが周期的に印可された電流波形に制御し、溶接トーチの先端を溶接線方向に、振動変位:3〜7mm、振動周波数:5〜40Hzで振動させながらアーク溶接を行う。
(もっと読む)
溶接用シールドガス
【課題】 ランニングコストが低廉でかつ、高い溶接性能をえることのできる新しい組成のシールドガスを提供する。
【解決手段】 軟鋼や低合金鋼のガスシールドアーク溶接に使用するシールドガスであって、窒素ガスと炭酸ガスとの二成分系の混合ガスであり、混合ガスの配合比率を窒素ガス6〜70Vol%、残り炭酸ガスとした。
(もっと読む)
消耗電極式アーク溶接装置
【課題】 スラグ発生量を低減して溶接欠陥をなくした溶接をする。
【解決手段】 セルフシールド溶接用の溶接トーチ101から溶接ワイヤ103を送給し、アーク104を形成して溶接を行う。このとき、溶接ワイヤ103の溶融に伴い発生するガス及びスラグによりアーク及び溶融池部分が大気から保護される。ガス添加ノズル110は、ジグ120を介して溶接トーチ101に連結されており、このガス添加ノズル110により、シールドガス111がアーク部分に添加・供給される。シールドガス111は、05.〜10リットル/分の割合で供給されて、アーク及び溶融池部分を大気から保護すると共に、溶接ワイヤから生成されるスラグ量を低減する。
(もっと読む)
高いワイヤスピードでのレーザー/MIGハイブリッド溶接方法。
【課題】高いワイヤスピードを使用するレーザー/MIGハイブリッド溶接方法を提供する。
【解決手段】溶接し合わせようとするエッジ間に設けられる開先の少なくとも一部を、少なくとも1つのフィラーワイヤ2の形態で供給される溶融金属をそこに堆積することにより充填し、互いに併用される電気アーク6およびレーザービーム1を用いてフィラーワイヤを溶融するレーザー/MIGハイブリッド溶接方法であって、溶接を少なくとも2m/minの溶接速度で行い;フィラーワイヤ供給速度は少なくとも20m/minであり;かつフィラーワイヤ直径は1.2mm未満である方法。
(もっと読む)
レーザとアークのハイブリッド溶接方法
【課題】 ガスシールドメタルアーク溶接とレーザのハイブリッド溶接において、スパッタの発生を抑制し、高速溶接を行っても安定したビード幅を得ることが可能なレーザとアークのハイブリッド溶接方法を提供する。
【解決手段】 レーザ溶接と消耗電極式アーク溶接とを同一箇所で同時に実施するレーザとアークのハイブリッド溶接法において、シールドガスとして、酸素ガス(O2)を少なくとも2体積%含み、かつ、酸素ガスと二酸化炭素ガス(CO2)との合計が6体積%以上であり、かつ、二酸化炭素ガスが10体積%以下であり、残部は実質的に不活性ガス、または不活性ガスと水素ガス(H2)との混合ガス、または不活性ガスと窒素ガス(N2)との混合ガス、または不活性ガスと水素ガスと窒素ガスとの混合ガス、からなるガスを用いる。
(もっと読む)
溶接用シールドガス
【課題】 ランニングコストが低廉でかつ、高い溶接性能をえることのできる新しい組成のシールドガスを提供する。
【解決手段】 軟鋼や低合金鋼の溶接時に使用する溶接用のシールドガスであって、ベースとなる窒素ガス中に、2〜8VOL%の酸素ガスが混合されている窒素-酸素の混合ガスで構成した。
(もっと読む)
非消耗電極式ガスシールドアーク溶接方法
【課題】 溶接コストを低減することができる非消耗電極式ガスシールドアーク溶接方法を提供すること。
【解決手段】
タングステン電極(または酸化物入りタングステン電極)1の軸線周りに内側ノズル2を配置すると共にこの内側ノズル2の周りに外側ノズル3を配置しておき、タングステン電極1の内側ノズル2先端からの電極突き出し長さLを0〜4mmとして、内側ノズル2に有効単位断面積当りの流量が0.2l/min・mm2以上の不活性ガスまたは不活性ガスを主成分とするプラズマガス6を流すとともに、内側ノズル2と外側ノズル3との間に炭酸ガスまたは炭酸ガスを主成分とする活性ガス7を流しながら、溶接をする
(もっと読む)
高降伏強度母材用フィラー組成物
本発明の溶接ワイヤは、フラックス用混合物と合金用元素とを組み合わせて有するフラックスコアを内部に閉じ込める鋼製の鞘を備えている。フラックス用混合物は2質量%以下のフッ化物化合物と49質量%以下の酸化物化合物を含む。合金用元素は、Mn、Ni、Co、Tiおよび0.98質量%以下のCを含む。
Coの量は、生じる溶接部にフェライト−ベイナイト溶接金属組織形態を生成するのに十分である。生じる溶接部の降伏強度は、約655.0MPa(95ksi)から約765.3MPa(111ksi)であった。
(もっと読む)
81 - 100 / 100
[ Back to top ]