
Fターム[4E029AA05]の内容
Fターム[4E029AA05]に分類される特許
1 - 20 / 46
高耐食性を有する高強度マグネシウム合金及びその製造方法

【課題】強度、靭性及び耐食性に優れ、強度、靭性及び耐食性が全て実用に供するレベルにある高強度マグネシウム合金を提供する。
【解決手段】高耐食性を有する高強度マグネシウム合金は、Znをa原子%含有し、Y、Gd、Dy、Ho、Er、Tb及びTmからなる群から選択される少なくとも1種類の元素を合計でb原子%含有し、Alをc原子%含有し、残部がMgから成り、aとbとcは下記式(1)〜(4)を満たす。(1)0.2≦a≦5.0(2)0.2≦b≦5.0(3)2a−3≦b(4)0.05b≦c<0.75b
(もっと読む)
リチウムシート製造のための方法及び装置

【課題】インゴットの直径によって制限されない幅の薄シート又はフィルムへと、リチウム/リチウム合金インゴットを押出す方法を提供する。
【解決手段】リチウム又はリチウム合金インゴットを薄シートへと形成する、電気化学セル用のリチウム又はリチウム合金アノードの押出加工による製造方法。本方法は、リチウム又はリチウム合金インゴットの直径を超える幅を有する薄シートを押出すよう適合され、2つ以上のリチウム又はリチウム合金インゴットでリチウム又はリチウム合金の薄シートへと押出すことが可能になる。本発明は、リチウム又はリチウム合金の押出加工を行いながら、ダイ孔の調整と微細なチューニングを可能とするのに適合したダイアッセンブリィもまた提供する。
(もっと読む)
熱間押出管の製造方法
【課題】生産性の低下および工具原単位の悪化の問題を発生させることなく、得られた押出管に生じる偏肉を低減することができる熱間押出管の製造方法を提供する。
【解決手段】中空ビレットを用いて熱間押出製管法により継目無管である熱間押出管を製造する方法であって、中空ビレットを加熱して外周部温度が1050〜1300℃で、かつ内外温度差ΔTが(1)式を満たす温度にし、当該中空ビレットをコンテナ内に挿入して熱間押出加工することを特徴とする熱間押出管の製造方法である。ただし、内外温度差ΔT(℃)、外周部温度Tx(℃)および内周部温度Ty(℃)である。本発明は、中空ビレットとして、材質が二相ステンレス鋼であるものを用いるのが好ましい。
ΔT=Tx―Ty≧150 ・・・(1)
(もっと読む)
マグネシウム合金部材、エアコン用圧縮機及びマグネシウム合金部材の製造方法
【課題】自動車エアコン用圧縮機の機構部品に適用可能な機械的強度及び高温での疲労強度を出現できる、マグネシウム合金部材及びマグネシウム合金部材の製造方法を提供し、更に、必要な機械的強度及び高温での疲労強度を備えたマグネシウム合金を機構部品に使用したエアコン用圧縮機を提供する。
【解決手段】質量%で、カルシウムCaを0.3〜10%、アルミニウムAlを0.2〜15%、マンガンMnを0.05〜1.5%含有し、カルシウムCa/アルミニウムAlの質量比が0.6〜1.7であり、残部がマグネシウムMg及び不可避不純物からなるマグネシウム合金の鋳造素材を、250〜500℃で塑性加工(押出し加工)してマグネシウム合金部材を形成する。これにより、マグネシウム合金部材において、室温における0.2%耐力が300MPa以上、150℃における疲労強度が100MPa以上を出現でき、自動車エアコン用圧縮機の機構部品をマグネシウム合金部材で形成して、圧縮機の重量を軽減できる。
(もっと読む)
疲労強度に優れたα−β型チタン合金押出材およびそのα−β型チタン合金押出材の製造方法
【課題】疲労強度に優れたα−β型チタン合金押出材、およびそのα−β型チタン合金押出材の製造方法を提供することを課題とする。
【解決手段】質量%で、C:0.08%超、0.25%以下、Al:2.0〜8.5%を含有し、V:5.0%以下、Cr:5.0%以下、Fe:2.5%以下、Mo:5.0%以下、Ni:5.0%以下、Nb:5.0%以下、Ta:5.0%以下のいずれかを合計で2.0〜10.0%含有し、一次α相の面積率が5〜80%であり、その一次α相のうち80%以上の一次α粒の長径の方向が、チタン合金押出材の押出方向に対して±15°以内の角度範囲内に収まっており、且つ、二次α相の平均短径が0.1μm以上である。
(もっと読む)
中空形材成形用押出ダイス
【課題】押出加工力が大きな高力系合金、特に、いわゆる7000系といった高強度アルミ合金からなるビレットを押出し成形する場合でも、高速押出しができると共にマンドレルの破断を防止して長寿命化を図れるようになる中空形材成形用押出ダイスを提供する。
【解決手段】押出ダイス10を、上流側から送られてきたビレットBを下流側に押出して形材の内側形状を成形するオス型20と、形材の外側形状を成形するメス型30とを備えた構成とし、オス型20を、マンドレル22とその外周を保持するホルダー25とで構成し、マンドレル22を、形材内側成形部23と当該形材内側成形部23を支持し且つ先端外周面がホルダー25の内周部と係合し合うブリッジ部24とで形成し、このブリッジ部24の先端外周面とホルダー25の内周部との係合面を押出し方向の下流側がダイス中心に近づく傾斜面とした。
(もっと読む)
合金インゴットを処理するためのシステムおよび方法
合金インゴットの処理および熱間加工に関連する工程および方法を開示する。合金インゴットを熱間加工する前に、合金インゴットの表面の少なくともある領域上に金属材料層を堆積させる。本工程および方法は、熱間加工中の合金インゴットの表面クラックの発生の低減を特徴とする。 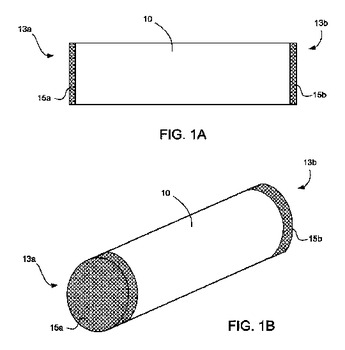 (もっと読む)
(もっと読む)
押出し加工装置、及び、押出し加工方法
【課題】押出し荷重を低減し、難加工性の押出し材や、難加工形状の押出し加工を可能とする押出し加工装置の提供。
【解決手段】押出し方向軸A上で移動可能に押出し材を保持するコンテナ106と、押出し材200を所定の形状に加工する加工孔171を有するダイ107と、押出し材200に対しダイ107に向かう力を付与する押出し体108と、ダイ107を通過する押出し材200が挿通される挿通孔111を押出し方向軸に沿って有し、加工孔171と挿通孔111とが連通するように配置され、押出し方向軸上で振動する超音波振動をダイ107に伝達するホーン101と、ホーン101に超音波振動を発生させる超音波振動発生手段102とを備える。
(もっと読む)
難加工材の強ひずみ加工法
【課題】金型の破損を生じさせることなく、難加工材の強ひずみ加工を行うことができるようにする。
【解決手段】穴空け加工を施した易加工材21に難加工材22を挿入して複合体を形成し、それをECAP用の金型1の貫通穴を通して押し出し加工することにより、難加工材22に巨大ひずみを導入する。
(もっと読む)
マグネシウム合金から形成される小型薄壁チューブを製造する方法
本発明は、医学的応用または医療用品(特にステント)のために小型薄壁チューブを製造する方法に関連し、特に生体再吸収可能なマグネシウム合金の金属片を変形して小型チューブを製造し、その後小型チューブは医療目的で用いられ、またはステントのような医療用品が製造され得る。1工程で高精度の小型チューブを製造可能とするために、本発明によれば基体3および基体3に対してテーパ形状のマンドレル4を有する雄金型2とブラインドホールまたは抜け穴を有する金属片とが用いられ、金属片のブラインドホールまたは抜け穴の直径はマンドレル4の外径以上であり、その後金属片は雄金型2とともにマンドレル4により少なくとも一部が、受容領域6および対向領域7を有する、雌金型5を通過するように押圧され、小型チューブを形成するために対向領域7はマンドレル4の外径以上で金属片の外径未満の自由直径を有する。 (もっと読む)
マグネシウム合金
【課題】高い降伏強度を有すると共に高い引張強度を有するマグネシウム合金を提供する。
【解決手段】必須成分としてZn、Y、及び、希土類元素(RE)としてLa、Ce、Nd、Pr、Sm、Ybのうち少なくとも1つ以上を含有し、残部がMgと不可避的不純物からなるMg−Zn−Y−RE系合金から構成されるマグネシウム合金であって、Mg−Zn−Y−RE系合金の合金組織中に、LPSO、αMg相、及び、Mg−RE化合物若しくはMg−Zn−RE化合物の少なくとも1つ以上の化合物を有する。更に、LPSOと化合物が積層構造を構成し、LPSOの厚さが0.5μm〜5μmであり、化合物の厚さが0.01μm〜2μmである。
(もっと読む)
引張特性に優れた高耐食性ステンレス鋼
【課題】 熱交換器用配管に使用する優れた引張特性を有する高耐食性オーステナイト系ステンレス鋼を提供する。
【解決手段】 質量%で、C:0.025〜0.060%、Si:≦1.0%、Mn:≦2.0%、P:≦0.035%、S:≦0.010%、Ni:11.0〜13.5%、Cr:16.5〜18.0%、Mo:2.0〜3.0%、Al:≦0.04%、Ti:5×C〜0.50%、V:0.05〜0.08%、N:0.010〜0.025%を含有し、残部Feおよび不可避的不純物からなる鋼を熱間押出にて得ることを特徴とする引張特性に優れた高耐食性ステンレス鋼。
(もっと読む)
継目無管の製造方法
【課題】高温での変形能が低い被押出素材を用いて熱間押出を行う場合、管トップ部の外表面で横切れ疵の発生を防止できる継目無管の製造方法を提供する。
【解決手段】被押出素材を、その外径d0[mm]に応じて、(1)式または(2)式の関係を満足する温度T[℃]に加熱した後、ダイスとの間に固形潤滑ガラスを設け熱間押出する。
d0<200の場合:T≦1250+1.1487×A−7.838×ln(t0/t)−10.135×ln(d0/d)…(1)
d0≧200の場合:T≦1219+1.1487×A−7.838×ln(t0/t)−10.135×ln(d0/d)…(2)
A=L/Vav×1000[msec]、Vav=(V0+V0×ρ)/2[mm/sec]、
ρ=(t0×(d0−t0))/(t×(d−t))、
t0:被押出素材の肉厚[mm]、d:押出管の外径[mm]、t:その肉厚[mm]、
L:ダイスアプローチ部の押出方向の長さ[mm]、V0:ラム速度[mm/sec]
(もっと読む)
マグネシウム合金押出形材の製造方法
【課題】 超塑性加工性に優れたマグネシウム合金押出形材の製造方法を提供。
【解決手段】 Alを3〜10質量%含有するマグネシウム合金のビレットを鋳造し、ビレットを380〜430℃で1〜16時間均質化処理し、次に150〜300℃で8〜48時間析出処理した後、250〜420℃の押出温度にて押出加工する。析出処理は、ビレットの状態で行う代わりに、押出加工後に押出形材に行うこともできる。
(もっと読む)
軽金属の押出成形方法
【課題】簡易で材料歩留まりが高い、連続的な軽金属の押出成形方法を提供する。
【解決手段】コンテナ3内に残った残存ビレット14の上に軽金属よりなる金属粉末10を投入し、さらにビレット11と金属粉末10とを、上下一対のビレット11で金属粉末10を挟み込むように順次積み重ねる。そして、最上段のビレット11をダイス2に向けて加圧し、残存ビレット14と金属粉末10とビレット11とを一体化させながら、ダイス2から押出成形品13を押し出す。
(もっと読む)
無遊間接続用のレール継目板の製造方法
【課題】安価な形状記憶効果が付与された形状記憶合金製のレール継目板の製造方法を提供すること。
【解決手段】無遊間接続用の形状記憶合金製レール継目板の製造方法において、鉄系の形状記憶合金製素材を熱間押出し法によって、前記形状記憶合金製レール継目板の断面外形よりも僅かに大きい断面外形であって、複数本分の継目板に相当する長さ寸法以上の長さを有する長尺形鋼6aに成形した後、その長尺形鋼6aのほぼ全長に渡って形状記憶効果を付与するに必要な引張変形を付与し、その後、その引張変形を付与した長尺形鋼6aを切断することを特徴とする。
(もっと読む)
高性能マグネシウム合金部材及びその製造方法
【課題】マグネシウム合金押出し材の集合組織を簡便に制御して、高性能マグネシウム合金部材を製造する方法及び高性能マグネシウム合金部材を提供する。
【解決手段】マグネシウム合金の押出し成形に、ねじり押出し法を適用し、押出し成形と同時に試料に剪断変形を付与することにより、{0002}面を押出し方向に対して15°以上傾け、押出し方向(引張り方向)の{0002}面シュミット因子を増加させることにより、試料の延性を通常の押出し材と比較して、飛躍的に改善した高性能マグネシウム合金部材の製造方法、及びその高性能マグネシウム合金部材。
【効果】本発明により、連続プロセスで、更に単一のダイスで、様々な集合組織を造り込むことが可能であり、常温延性が著しく改善された高性能マグネシウム合金部材を簡便に製造し、提供することが可能である。
(もっと読む)
半溶融押出成形装置及び方法
本発明は、半溶融押出成形装置及び方法に関し、解決しようとする技術的課題は、低い押出圧力で成形でき、装置の寿命及び製品の強度を向上させ、製造工程中の発火現象を抑制し、保護ガスの使用量を減少させ、また溶接線の形成を抑制することにある。そのために、本発明は、10から30重量%部の半溶融ビレットが格納されるように第1の貫通孔が形成され、第1の貫通孔の外部には半溶融ビレットが等温維持されるようにヒータが設けられたコンテナと、コンテナの前方から第1の貫通孔に挿入されて、半溶融ビレットを後方に加圧するステムと、コンテナの後方に結合され、円周方向の熱変形を防止するために多数の冷却材流出入孔が形成されたダイリングと、ダイリングの内部でコンテナの第1の貫通孔と連通されるとともに相対的に小さい直径を有し、半溶融ビレットを押出する第2の貫通孔が形成され、温度測定のための多数の熱電対挿入孔が形成されたダイ本体と、ダイリングの内部でダイ本体の後方に結合され、押出される半溶融ビレットを固相押出材に相変化させるように、多数の冷却材流出入孔が形成されたダイ本体支持台と、ダイ本体支持台と密着するとともに、ダイリングの後方に結合されたダイ平衡支持台と、ダイ平衡支持台に結合されて、固相押出材を冷却する冷却部と、を含む半溶融押出成形装置を提供する。 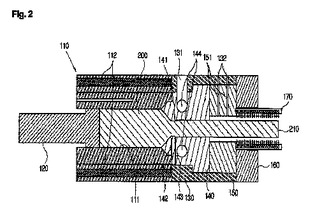 (もっと読む)
(もっと読む)
金属粉末の連続押出加工方法
【課題】先に押出加工された前方押出材と、引き続いて押出加工された後方押出材との間で良好な接合強度が得られる金属粉末の連続押出加工方法を提供する。
【解決手段】金属粉末連続押出加工方法は、押出開口を有する押出用金型1内に加熱された金属粉末3を粉末状態のままで投入する工程と、金型1内の金属粉末3を押出ツール4によって押出加工する一次押出工程と、一次押出工程に引き続いて、金型1内に圧縮状態で残っている金属粉末の圧縮体5b上に加熱された追加の金属粉末6を粉末状態のままで投入する工程と、金型1内の圧縮体5bおよび追加金属粉末6を押出ツール4によって押出加工する二次押出工程とを備える。
(もっと読む)
ねじり前方押出し法およびねじり前方押出し装置
【課題】摩擦撹拌現象により低圧での押出しを可能にし、単一連続プロセスで一気に結晶粒を微細化できる大型微細粒バルク素材創製に適したねじり前方押出し法およびねじり前方押出し装置を提供すること。
【解決手段】筒形コンテナ1の装填穴に棒状の固形金属材料であるビレットBを装填した後、コンテナ1に隣接して配置された円筒形ダイス2の方へプッシャー3によってビレットBを押圧しつつプッシャー3の押出し軸P周りにダイス2とビレットBとを相対的に回転させる際に、プッシャー3の押込み圧力および前記相対的な回転の回転速度を、ダイス穴の内面にビレットBの一端を接触させながら滑らせてビレットBの一端とダイス穴の内面との間で摩擦力および摩擦熱を生じさせて前記一端に塑性流動を発生させるような前記押込み圧力および回転速度に設定し、前記塑性流動をビレットBの他端側へ継続させながらねじりせん断ひずみを付与してビレットBをねじり押出し加工することを特徴とするねじり前方押出し法。
(もっと読む)
1 - 20 / 46
[ Back to top ]