
Fターム[4E068BF00]の内容
レーザ加工 (34,456) | 重ね合せ溶接 (497)
Fターム[4E068BF00]の下位に属するFターム
Fターム[4E068BF00]に分類される特許
161 - 180 / 402
銅部材のレーザ溶接方法
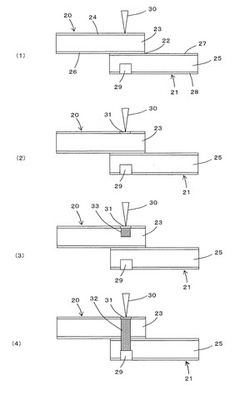
【課題】第1銅部材と第2銅部材とを、スパッタを発生させることなく、YAGレーザ光によって高品質に容易にレーザ溶接できる銅部材のレーザ溶接方法を提供する。
【解決手段】表面側に電解ニッケルメッキ膜24が露出する第1銅部材20と、表面側に低融点金属メッキ膜27が露出する第2銅部材21とを、第1銅部材20裏面と第2銅部材21の表面とで接触させ、YAGレーザ光30を第1銅部材20の表面側の電解ニッケルメッキ膜24に、該電解ニッケルメッキ膜24は溶融することなく、第1銅部材20の銅の母材23から第2銅部材21の銅の母材25の表面側から少なくとも所定深さに至るまでの溶融部分32を溶融する照射条件で照射する。
(もっと読む)
レーザー溶接装置、及び、レーザー溶接方法

【課題】溶接部分の近傍を押さえ治具を用いて引張り、接合強度を検査する構成とすることにより、簡単な構成によりワーク及び装置をコンパクトにし、またワーク形状の制約をなくすことができる、レーザー溶接装置、及び、レーザー溶接方法を提供する。
【解決手段】レーザー溶接装置10は、リボン材11及びバスバー12に対し、リボン材11側から加圧ノズル6を当接させながら、溶接箇所3に溶接部材溶接用レーザーノズル7から溶接部材溶接用レーザー光4を照射することで、リボン材11とバスバー12とをレーザー溶接するものであって、前記加圧ノズル6の押圧面6bとリボン材11とを、仮溶接用レーザー光14・14を照射することで仮溶接により付着させ、該付着した部分に引張り力を加えることにより、溶接部分の接合強度の検査を行う検査手段を備える。
(もっと読む)
電子機器の接続構造
【課題】溶接状態のばらつきを低減するとともに、樹脂絶縁部材の変質による絶縁性の低下を抑制する電子機器の接続構造を得る。
【解決手段】樹脂絶縁部材で構成され、電子回路基板11の収納スペース12を有する容器13と、容器13に保持されるコネクタ端子15と、樹脂により構成される絶縁性の連結部材14に保持されるとともに、電子回路基板11に接続されるバスバー16とを備え、コネクタ端子15とバスバー16とをビーム熱源により重ね合わせ溶接する電子機器の接続構造であって、バスバー16とコネクタ端子15の先端部をそれぞれ樹脂容器13、絶縁性の連結部材14から同一方向に突出して重ね合わせ溶接する。
(もっと読む)
突起部の形成装置、突起部の形成方法、溶接部材、レーザ溶接装置、およびレーザ溶接方法
【課題】表面処理層を介して重ね合わせた溶接部材をレーザ溶接するときに突起部によって溶接部材同士の間に隙間部を生じさせることによって、表面処理層が気化して発生した蒸気によって溶接欠陥が生じることを防止し、さらにレーザ溶接に要するコストを低減するとともに溶接作業の作業効率の低下を防止するレーザ溶接装置、およびレーザ溶接方法を提供する。
【解決手段】レーザ溶接装置500は、溶接部材300上に陥凹部341を形成する打ち込み部材520を、溶接面340と直交する基準線Oに対して傾斜させて打ち込むことによって溶接部材上の打点位置345に陥凹部を形成し、その陥凹部に連続させて突起部342をなす溶接部材の盛り上り部343を形成し、突起部によって重ね合わせた溶接部材同士の間に隙間部350を生じさせてレーザを照射する。
(もっと読む)
発射通路を備えたエアバッグカバーおよびエアバッグカバーを製造する方法並びに装置
【課題】発射通路がエアバッグカバーの前面側から見えないように該発射通路がエアバッグカバーの背面に固定されている、発射通路を備えたエアバッグカバーを提供する。
【解決手段】フランジ(3)の自由端面に、互いに間隔をもって配置される複数個の溶接用スタッド(4)が形成されている。溶接用スタッド(4)は、形成されたナゲットを介して、エアバッグカバー(1)の当接領域とともに溶接結合部を形成している。複数個の溶接用スタッド(4)は、1つの溶接用スタッド(4)の各部位におけるフランジ(3)の公差誤差に相当する高度差を互いに有している。
(もっと読む)
レーザー溶接装置及び円筒体の製造方法
【課題】レーザー溶接のレーザー光の照射時に溶接する部材相互を確実に当接することができるレーザー溶接装置を提供する。
【解決手段】円筒材50の開口端の端部51と端板60の端部61とを重ね合わせた状態で円筒材50と端板60とを保持し、円筒材50の軸周りに円筒材50と端板60とを回転させる保持具10と、円筒材50の接線方向に延びる長穴221が形成され、長穴221の周辺領域で円筒材50と端板60の重合部を局所的に押圧する押圧体20と、長穴221から前記重合部の押圧箇所にレーザー光を照射する溶接トーチ40とを備えるレーザー溶接装置。
(もっと読む)
レ−ザ光照射ノズル
【課題】この発明はレ−ザ光照射ノズルであって、ノズルそのもので高精度に安定して位置決めでき、出力によっては危険といわれるレ−ザ光を飛散させることなく局所的に安定したガスシ−ルド状態に維持できるレ−ザ光照射ノズルを提案する。
【解決手段】レ−ザ光照射ノズル(1)であって、この焦点に向って絞られるレ−ザ光を包囲する逆円錐状ハウジング(12)と、この逆円錐状ハウジング(12)の先端に抜差自在に取付けた封鎖リング(11)とを具え、逆円錐状ハウジング(12)には、封鎖リング(11)の近傍に封鎖ガスを溶接フィ−ムガスを伴って吸引する排気孔(122)と上部に封鎖ガスを噴射する噴射孔(121)とを設け、これら噴射孔と排気孔とにそれぞれ連通する各連通通路(123)を逆円錐状ハウジングの内壁面内に設けて成るものである。
(もっと読む)
レーザ接合方法
【課題】電極部材と配線部材とのレーザ照射による半田接合をフラックスを用いずに行なうことにより、その接合部の信頼性を向上するとともに装置の簡易化を図ることができる、レーザ接合方法を提供する。
【解決手段】電極部材1と配線部材2との間に設けられる半田コート層を介して、電極部材1と配線部材2とを接合する方法であって、電極部材1と配線部材2との互いに接合する位置同士を当接させて押圧する押圧固定ステップと、電極部材1と配線部材2とを押圧固定した状態で、配線部材2または電極部材1のいずれかの側から接合位置上にパルス状のレーザビームを照射して半田コート層を溶融させる、レーザ照射ステップとを備える。
(もっと読む)
重ね継手の溶接方法
【課題】 被溶接物にレーザビームによる溶接とアーク溶接を同時に行う際、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給すると共に前記第1ワイヤと前記被溶接物との間に形成したアークの電流を所定値以下にする複合溶接方法を提供する。
【解決手段】 被溶接物1の溶接位置にレーザビーム3を照射しながら前記溶接位置に第1ワイヤ5を送給して前記被溶接物1との間でアーク溶接を同時に行う複合溶接方法を用いた重ね継手の溶接方法であって、前記レーザビーム3と前記アーク溶接で形成した溶融池8に第2ワイヤ9を供給すると共に、前記第1ワイヤ5と前記被溶接物1との間に形成したアーク6の電流を所定値以下にすることによって低いアーク電流を用いつつ、第2ワイヤの供給によって溶着量を上げることができ、良好な重ね継手を形成することができる。
(もっと読む)
等速自在継手用ブーツの取付構造
【課題】安定したシール性能を低コストに確保し得る等速自在継手用ブーツの取付構造を提供する。
【解決手段】小径端部2の内周面はシャフト17のブーツ取付部18と衝合状態に保持され、外周面は、ブーツ1と環状アダプタ33の構成樹脂を溶着させることによって環状アダプタ33の大径段部の内周面に固定されている。環状アダプタ33の小径段部の内周面はシャフト17の構成金属との物理的相互作用によってブーツ取付部18に衝合状態で接合一体化されている。大径端部3の内周面はシャフト17のブーツ取付部19と衝合状態に保持され、外周面は、ブーツ1と環状アダプタ34の構成樹脂を溶着させることによって環状アダプタ34の大径段部の内周面に固定されている。環状アダプタ34の小径段部の内周面は外輪11の構成金属との物理的相互作用によって外輪11の円筒面36に衝合状態で接合一体化されている。
(もっと読む)
鋼板のレーザ溶接方法、レーザ溶接装置、および溶接鋼板の製造方法
【課題】板幅方向に走行し、鋼板の表面に平行に貫通する磁束を発生させる誘導加熱装置で突き合わせ部分を加熱した後にレーザ溶接する場合に、溶接欠陥の発生を防止することのできる鋼板のレーザ溶接方法、レーザ溶接装置、および溶接鋼板の製造方法を提供する。
【解決手段】加熱は、複数の鋼板のうち板幅が狭い方の鋼板の板幅方向の一方の端部から他方の端部に向けて移動しつつ鋼板の表面に平行に該鋼板を貫通する磁束を発生させる誘導加熱装置により行われ、誘導加熱装置のコイルの長さをLとしたとき、鋼板の他方の端部からみて0.6Lである位置にコイルの尾端が達するまでに誘導加熱装置が出力する単位時間当たりのエネルギ平均値E1’に比べ、コイルの尾端が鋼板の他方の端部から0.6Lの位置を通過して鋼板の他方の端部に達するまでに誘導加熱装置が出力する単位時間当たりのエネルギ平均値E2’の方が小さくなるように加熱が行われる。
(もっと読む)
めっき鋼板の重ねレーザ溶接方法及びめっき鋼板の重ねレーザ溶接構造
【課題】製造コストの低減、溶接品質及び生産性の向上が得られるめっき鋼板の重ねレーザ溶接方法及びめっき鋼板の重ねレーザ溶接構造を提供する。
【解決手段】第1亜鉛めっき鋼板10に第2亜鉛めっき鋼板20を重ね、レーザビーム5を照射してレーザ溶接するにあたり、第2亜鉛めっき鋼板20に溶接線Lwに沿って下端縁25a、27aから上端縁25b、27b側に移行するに従って互いに離反するように傾斜する端面25、27を備えたスリット24が形成され、スリット24の端面25に露出する母材21の端面21aにレーザビーム5を照射してレーザ溶接する。溶接ビード30によってスリット24の凹部が閉塞がれ、かつ亜鉛めっき層12a、12b、22a、22bの温度が抑制されて亜鉛蒸気の発生が低減して溶接ビード30の溶接不良が回避される。また、溶接ワイヤ等の供給が不要になりレーザ溶接による溶接速度で溶接することができる。
(もっと読む)
自動車用排気管の製造方法
【課題】プレス加工によってしわが発生したフランジ部を有する部材であっても、溶け落ち等の不具合が発生することなく溶接接合して所望の特性を発揮し得るエキゾーストマニホールドなどの自動車用排気管を低コストで提供する。
【解決手段】二枚のステンレス鋼板をそれぞれ所定形状にプレス加工した後、当該加工品のフランジ部を重ね合わせ、その重ね合わせ部をレーザー溶接することにより形成される自動車用排気管を製造する際、当該レーザー溶接を、焦点を外したデフォーカス状態でレーザー照射して、隙間のある箇所ではレーザー照射側の上板を溶融させて下板側に凹ませた上で隙間を低減し、隙間のない箇所では下板の裏側まで貫通しない範囲で上板と下板との接合を行う1回目のレーザー溶接と、その後の、下板の裏側まで貫通してレーザー照射する2回目のレーザー溶接とからなる2回のレーザー溶接で行う。
(もっと読む)
レーザー溶接方法
【課題】2つの部材の重ね溶接において、溶接欠陥の無い安定した溶接部を達成するレーザー溶接方法を提供する。
【解決手段】2つの部材10,20の重ね溶接に対して、レーザー溶接の進行方向前方に、拘束用ローラー40を配置し、拘束用ローラー40を重ね面に押し付けながらレーザー溶接する。拘束用ローラー40の周面には一周する周溝41が設けられており、レーザー光線51は、拘束用ローラー40と干渉することなく、溶接位置52を照射することができる。周溝41によって、拘束用ローラー40が部材10,20を押し付ける当接箇所45,45は溶接位置52にできるだけ近づけることができ、部材10,20の裏面間の隙間を効果的に無くしてレーザー溶接ができるので、2つの部材の組合せ時間の簡略化と、溶接欠陥の無い健全な溶接部90を安定して供給することができる。
(もっと読む)
レーザ溶接構造部材およびその製造方法
【課題】溶接部の引張せん断強度および剥離強度がいずれも高いレーザ溶接構造部材を提供する。
【解決手段】折り曲げ部に続くフランジ7を有する鋼板4と、他の一の鋼板5とをフランジ7で重ね合わせ、重ね合わせ部に、第1のレーザ溶接を行って第1のレーザ溶接部Aを形成し、第1のレーザ溶接部Aの温度がMf点未満に低下した後に、形成された第1のレーザ溶接部Aに関して折り曲げ部の反対側となる第1のレーザ溶接部Aの近傍の領域に、第2のレーザ溶接を行って第2のレーザ溶接部Bを形成するとともに、第2のレーザ溶接により第1のレーザ溶接部Aの熱影響部を焼き戻し処理して第1の熱影響部の硬さを第2のレーザ溶接部の熱影響部の硬さの90%以下とする。
(もっと読む)
レーザ溶接用隙間制御装置及びレーザ溶接方法
【課題】強度とシール性とを同時に確保し、溶接不良の発生確率を低減させること。
【解決手段】 レーザビームBを集光位置Sに案内するレーザ機構10と、対象部材を集光位置Sに向けて送り出し方向Uに送り出すと共に前記集光位置Sの一部又は全部で前記対象部材間に予め定められた溶接隙間tを形成させる隙間保持部12と、前記集光位置Sから集光荷重点距離x分離れ溶接線と平行な荷重点Pで前記対象部材を重ね合わせて加圧する加圧部14とを備えた。
(もっと読む)
接合装置
【課題】複数の接合箇所を接合する際に、被接合物どうしを均一に密着固定するとともに、押圧部材の構造をコンパクトにすることによって、被接合物の形状や寸法が限定されることのない接合装置を提供する。
【解決手段】接合装置は、被接合物が載置されるテーブルに被接合物を押圧可能な押圧部材40を備える。押圧部材40は、ベースプレート41と、ベースプレート41における複数の接合箇所に対応する位置に固定され、被接合物の接合時に該被接合物に当接する複数の押さえ部材43と、ベースプレート41と押さえ部材43との間に間隙434を形成するようにベースプレート41と押さえ部材43との間に介在するスペーサ部材42とを含む。押さえ部材43は、被接合物を押圧する際の荷重に対して弾性変形する弾性体を含む。
(もっと読む)
溶接品質の評価方法、溶接方法、溶接品質評価装置、および溶接品質評価用要素
【課題】コストをかけることなく、容易に且つ正確に溶接品質を評価する。
【解決手段】溶接品質評価装置1は、被溶接部材W2の表面の所定位置に設置される溶接品質評価用要素gと、溶接品質評価用要素gを検知する検知手段としてCCDカメラKと、このCCDカメラKによって検知された溶接品質評価用要素gを認識してその軟化または溶融を判定し、この判定結果に基づいて溶接品質を評価する評価手段PCとを備えている。溶接品質評価用要素gは、被溶接部材W1,W2の融点よりも低い所定の温度で軟化または溶融する低融点材料からなり、所定の温度に達したときに外観が変化するよう構成されており、被溶接部材W2の表面の、正常な溶接が行われたときに外観が変化する温度に上昇する部分Mとなる位置と、外観が変化しない温度を維持する位置との少なくとも一方に設置される。
(もっと読む)
レーザ接合方法及びレーザ加工装置
【課題】熱が周辺部へ拡散することを抑制できる、あるいは熱の影響による接合部材の損傷を低減できる接合方法及びレーザ加工装置を提供する。
【解決手段】少なくともいずれかがレーザ光に対して透過性を有する第1及び第2の接合部材の間に挟まれた吸光材に加工レーザ光を照射することにより前記吸光材を発熱させつつ、前記加工レーザ光の照射位置の周辺部に保熱レーザ光を照射することにより前記周辺部を保熱し、前記発熱と前記保熱とにより前記吸光材と前記第1の接合部材と前記第2の接合部材との少なくともいずれかを融解させ固化させて、前記第1の接合部材と、前記第2の接合部材と、を接合することを特徴とする接合方法が提供される。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】添加物により亜鉛蒸気を酸化亜鉛にすることで、ポリシティの発生を抑制する亜鉛めっき鋼板のレーザ溶接方法。
【解決手段】被覆層が表面に形成された板材を含む少なくとも二枚の板材1、2同士を重ね合わせ、溶接すべき溶接部にレーザ光6照射し、溶接を施すレーザ溶接方法であって、溶接に先立って、板材1、2を加熱し、板材間の被覆層を溶融する加熱段階と、被覆層が溶融している状態で、板材1、2を加圧し、溶融した被覆層をなす物質を溶接部から押し出す加圧段階と、この加圧後、溶接部にレーザ光6を照射する溶接段階と、を含む。
(もっと読む)
161 - 180 / 402
[ Back to top ]