
Fターム[4E081CA11]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 突合せ溶接の方法 (631) | ガスシールドアーク溶接 (422) | ティグ溶接(TIG) (154)
Fターム[4E081CA11]に分類される特許
121 - 140 / 154
多重管の接合方法及び多重管
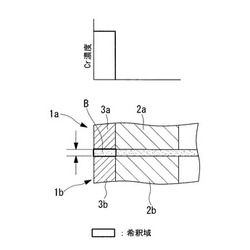
【課題】 耐食性の低下が少ない多重管の接合方法及び多重管を提供する。
【解決手段】 2本の多重管1a、1bのそれぞれの一端面同士を接合する多重管の接合方法において、それぞれの多重管は低合金鋼からなる内管2a,2bと、内管の外周に配されたステンレス鋼からなる外管3a,3bとを備え、2本の多重管のそれぞれの一端面同士の間にアモルファスシートからなるインサート材を介在させた状態で、端面同士を突き合わせ、端面近傍を加熱してインサート材の融点以上かつ多重管の融点以下の温度に保持する。
(もっと読む)
鉄道車両構体

【課題】 側構体と屋根構体との接合部分にできる段差や樋をホームに立った乗客から見えないようにした鉄道車両構体を提供すること。
【解決手段】 側構体1、屋根構体2、妻構及び台枠を接合することによりなるものであって、側構体1は、その上部が湾曲して屋根構体2側に延び、その端部11aが低い位置にある屋根構体2の端部と接続板41によって接合され、その接続板41によってできた車体長手方向に連続する側構体1と屋根構体2との段差が樋42を構成する鉄道車両構体。
(もっと読む)
溶接用シールガス層成形法及び成形器
【課題】 比較的口径の大きい管の溶接において管内面の酸化を防止する。
【解決手段】 ノズル1の内部に適当な形状の中子3を取り付け、ガスの流路として円環状の空間を作り出し、この空間にガスの流れの方向を曲げるように整流板が取り付けられた構成、及び中子に取り付けられたシールガス層成形案内管6によって溶接する管内壁と該シールガス層成形案内管外壁間に円環状の空間を作り出し、該空間をシールガスで充満させるとともに、溶接する管の内面に沿った流を作り出し、高温の溶接部を酸化雰囲気から隔離することを特徴とした溶接用シールガス層成形器。
(もっと読む)
温水容器
【課題】溶接隙間部での耐食性に優れ、かつ水道直結タイプとしての使用に適した溶接部の強度を有する温水容器を提供する。
【解決手段】質量%で、C:0.025%以下、Si:0.6超え〜2%、Mn:1%以下、P:0.045%以下、S:0.01%以下、Ni:0.6%以下、Cr:17〜23%、Mo:0.5〜1.7%、Nb:0.05〜0.5%、Ti:0.05〜0.3%、Cu:0.6%以下、Al:0.02〜0.3%、N:0.025%以下、残部Feおよび不可避的不純物であるフェライト系ステンレス鋼板部材の溶接接合により構築され、その溶接部の温水に接触する部位に隙間構造をもつ温水容器。特にその溶接部が「溶接まま」の状態で使用されるものが好適な対象となる。
(もっと読む)
被覆鋼管の自動溶接装置及びその接続方法
【課題】 同一の装置で鋼管本体の溶接処理と保護シート層の溶着処理とを行うことができる被覆鋼管の自動溶接装置を提供する。
【解決手段】 鋼管本体2の外周面が樹脂を主体とされた被覆層4により覆われた被覆鋼管の端部同士を溶接し、その後、保護シート層10で覆って防食保護する被覆鋼管の自動溶接装置において、前記鋼管本体の端部同士の溶接と前記被覆層と前記保護シート層との溶着とを行う溶接手段22と、前記溶接手段を前記被覆鋼管の軸心廻りに回転させる回転手段24と、前記溶接手段を前記被覆鋼管の軸心方向に沿って移動させる水平移動手段26と、装置全体の動作を制御する制御手段28とを備える。これにより、同一の装置で鋼管本体の溶接処理と保護シート層の溶着処理とを行う。
(もっと読む)
ガスシールドアーク造管溶接方法
【課題】 被溶接物に非接触式で、簡便で勝つ良好なシールド状態が得られ、不活性ガス消費量を少なくしてテンパーカラーとアローマークの発生を抑止するTIGアーク造管溶接またはプラズマ造管溶接におけるガスシールド方法を提供する。
【解決手段】 TIGアークまたはプラズマアーク造管溶接方法において、溶接部をガスシールドするに際し、スクイズロールの前後に被溶接物と平行に、スクイズロールを干渉しないようにシールド板を配置することを特徴とするTIGアークまたはプラズマアーク造管溶接方法。
(もっと読む)
冷間加工された高強度シームレス耐食管の製造方法
【課題】シームレス管と比較して、外径が大きく、同等若しくは同等以上の品質及び性能を有し、製造コストを低減した溶接管を製造する方法を開発する。
【解決手段】耐食合金プレートを高速ロール曲げ機に供給することにより、所望の肉厚、長さ及び長手方向の継目部をした中空材を形成し、母材金属と類似する溶加材を用いて、或いは溶加材を用いずに、肉厚に渡り完全な溶け込みをするガス・タングステン・アーク溶接により長手方向の継目部を溶接する。複数の探針で溶接継目を超音波検査(UT)し、欠陥が発見された場合には、欠陥を修復或いは除去する。溶接部を圧盤でプレスし、或いは鍛造し、中空材本体を熱処理する。次に、外側と内側から酸化物の堆積分をすべて除去するために中空材をブラストし、或いは酸洗いする。中空材を冷間加工することによって高強度の耐腐食及び/又は耐浸食性のあるシームレス溶接耐食管へと完成させる。  (もっと読む)
(もっと読む)
配管溶接施工方法
【課題】
オーステナイト系ステンレス鋼配管の、炉水と接する内面側の溶接部の引張方向の残留応力を低減させる、さらには残留応力を圧縮方向に転化させることで、応力腐食割れを抑制する。
【解決手段】
オーステナイト系ステンレス鋼配管の開先を材質の異なる2種類の溶接用ワイヤを用いて積層する配管溶接施工方法において、
前記開先を特定範囲の寸法形状に形成する製作工程と、前記開先底部の裏面側に特定の裏ビード幅を形成させる初層裏波溶接工程又は仮付け溶接工程の少なくともいずれかの工程と、開先裏面から特定の累計積層ビード高さまで、オーステナイト系ステンレス鋼ワイヤを積層溶接する第1の積層溶接工程と、ニッケル基合金系ワイヤを前記開先上面部の最終層まで積層溶接する第2の積層溶接工程とからなる配管溶接施工方法。
(もっと読む)
溶接方法及びその溶接構造物
【課題】
溶接継手部に特殊な開先形状の加工を施さない略I型突き合せ継手のままあっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とからの両面深溶け込み溶接の施工によって、接合不足のない深い溶け込み形状接合部を得る。
【解決手段】
ステンレス鋼又は低炭素鋼の部材側面を相互に突き合せた継手の表面側又は裏面側の少なくとも一方に金属酸化物の粉末と溶媒とを混合してなる溶け込み促進剤を塗布及び乾燥した後に、非消耗電極方式のアーク溶接を行う溶接方法において、前記継手部の表面側又は裏面側から板厚Tの1/2以上4/5以下の溶け込み深さまで溶融接合させ、その後に、反対側の残り継手部の裏面側又は表面側から板厚Tの1/2以上4/5以下の溶け込み深さまで溶融接合させることで板厚中央部分又はその近傍部分で相互に重なり合わせる。
(もっと読む)
中性子照射材の溶接方法
【課題】溶加材と中性子照射材とが溶融してなる溶接金属内に生じるポロシティの数量を減少させると共に、その大きさを縮小させる中性子照射材の溶接方法を提供することにある。
【解決手段】溶加材(図示せず)を添加しながら中性子照射材1を溶接し、前記溶加材と中性子照射材1とが溶融してなる溶接金属2を、前記溶加材を添加せずに再溶融溶接したことにより、溶接金属2内のポロシティ3aを大気中に浮上させて、再溶融した溶接金属4内のポロシティ3bの数量を減少させると共に、その大きさを縮小させた。
(もっと読む)
溶接冷やし金
【課題】 溶接部の割れを防止し、溶接変形を低減することができ、溶接部近傍ヘの着脱が容易な溶接冷やし金を得る。
【解決手段】 溶接対象の筒状部材の内壁面に配置される溶接冷やし金10において、前記筒状部材の長手軸を中心とした径方向に各々可動な複数ブロックに分割され、各ブロックは前記筒状部材の内壁面に当接する当接面を備えた冷却ブロック11と、個々の前記冷却ブロックの当接面に対向する中心側壁面に当接するテーパ面13を備え、軸方向に移動させることにより中心側壁面を前記テーパ面上で摺動させて個々の当接面を内壁面に押付けるテーパコマ14と、前記テーパコマを軸方向に移動させるテーパコマ移動手段とを備えたもの。
(もっと読む)
排気マニホールドの接続構造
【課題】
排気マニホールドの被接続端面及び過給機のハウジングの被接続端面をインロー構造とし、かかるインロー構造を介して双方の被接続端面を嵌合することにより形成される開先形状部で双方を溶接した排気マニホールドの接続構造において、双方を嵌合するときにセット不良を起こさず、結果として溶接不良を生じない排気マニホールドの接続構造を提供する。
【解決手段】
排気マニホールドの被接続端面及び過給機のハウジングの被接続端面を傾斜角20〜40度の傾斜面が少なくとも1.5往復するインロー構造とした。
(もっと読む)
拡管加工性に優れたフェライト系ステンレス鋼溶接管およびその製造方法
【課題】 素管の2倍以上の拡管加工での溶接部あるいは溶接部近傍に発生する拡管加工割れの無い、拡管加工性に優れるフェライト系ステンレス鋼溶接管を提供するものである。
【解決手段】 Ti,Nbの1種または2種を、質量%で各々0.1〜0.5%含有するフェライト単相のフェライト系ステンレス鋼溶接管において、溶接部のビッカース硬さHVWと母材部のビッカース硬さHVMとの硬度差ΔHV(=HVW−HVM)が10〜40の範囲で、溶接部のビード厚さTWと母材部の肉厚TMとの比RT(=TW/TM)が1.05〜1.3である。また、成形、溶接後に周長で0.5〜2.0%の矯正をする。さらに、成形、溶接、矯正後に700〜850℃で焼鈍する。
(もっと読む)
ステンレス製フレキシブル管
【課題】可撓性を落とすことなく、ウォーターハンマーの繰り返し作用に耐えうる耐久特性を備えた、給水給湯用に好適な溶接管から製造されたステンレス製フレキシブル管を提供する。
【解決手段】板厚tが0.285mmから0.400mmのステンレス製板材を縦方向に溶接して形成した溶接管を、山部と谷部とが周期的に繰り返し形成され、その山部の管外側頂点及びその谷部の管内側頂点が曲面である波形形状に形成した可撓性を有したステンレス製フレキシブル管であって、前記溶接管の溶接部の外側ビード幅W1を0.741mm以上(3.884×t)mm以下とし、かつその溶接部の内側ビード幅W2を0.241mm以上(3.070×t)mm以下とし、かつ外側ビード幅W1を内側ビード幅W2以上とし、かつその溶接部の厚みW3を(0.969×t)mm以上(1.403×t)mm以下とした。
(もっと読む)
裏波溶接方法
【課題】
狭い開先底部の裏面側に裏ビード形成が必要な開先継手に対して、非消耗性のタングステン電極によるパルスアーク溶接又は直流アーク溶接の適正施工によって裏面側に凹みのない凸形状でほぼ均一な裏ビード幅を良好に形成し得る。
【解決手段】
パルスアーク溶接のピーク電流,ベース電流,ピーク電圧又は平均アーク電圧又はアーク長,溶接速度又は走行速度のいずれか1つ以上の条件値、あるいは前記条件値の他に、ピーク電流時間中かベース電流時間中のワイヤ送り速度又は両時間中のワイヤ送り速度の値を含むいずれか1つ以上の条件値を調整又は制御し、あるいは前記直流アーク溶接の平均電流,平均アーク電圧又はアーク長,溶接速度又は走行速度,ワイヤ送り速度のいずれか1つ以上の条件値を調整又は制御し、裏面側の溶融プール幅又はこの溶融プール近傍の裏ビード幅が特定値である4〜6mmの範囲に形成する。
(もっと読む)
ホイール溶接ライン
【課題】 フルフェイスホイールとコンベンショナルホイールに共用可能な、ホイール溶接ラインの提供。
【解決手段】 溶接トーチ11を有する溶接ステーション10と、
仮付け溶接されたフルフェイスホイール2A用リム・ディスクまたは本嵌入されたコンベンショナルホイール2B用リム・ディスクからなるワーク2を溶接ステーション10に向かって送る搬入ライン40および溶接ステーション10で溶接されたリム・ディスクからなるワーク2を溶接ステーションから送り出す搬出ライン45と、
ワークを搬入ラインから溶接ステーション10に搬入し溶接済のワークを溶接ステーションから搬出ライン45に搬出し、傾斜、回転が可能な軸芯を有するロボットハンド21を備えた汎用ロボット20と、
ロボットハンド21に取り付けられワーク2を掴むチャッキング機構30と、
を備えた、フルフェイスホイールとコンベンショナルホイールに共用可能な、ホイール溶接ライン。
(もっと読む)
配管の溶接方法及び装置
【課題】 配管の厚さが大きい配管同士の溶接による接続において、配管内面の溶接金属部分に軸方向の圧縮残留応力を与え、耐食性を向上する。
【解決手段】 配管のルートパスだけを溶接した後、配管内面に冷却水を流して内面を冷却しながら、配管外面において、溶接を行うトーチの後方で、溶融金属が凝固した直後の高温の段階で冷却水を吹付けて表面を急冷し、配管の外面側に圧縮応力を発生させることにより、配管の周方向の収縮変形の発生を抑制し、配管内面の軸方向残留応力として圧縮残留応力を発生させる。
(もっと読む)
厚板金属の突合せ溶接方法
【課題】 厚板金属の突合せ溶接において、開先加工、カーボンアークガウジング加工、グラインダー作業をなくし、大幅なコストダウンと施工時間の短縮を行うこと。
【解決手段】 厚板金属の突合せ溶接を行うに当たり、2枚の厚板金属の端部を開先加工せず、2枚の厚板金属の突合せ部に矩形断面、又は円形断面をもつ同一金属を挟むこと。さらに、前記突合せ溶接方法に使用する溶接装置が偏芯電極回転ナローギャップTIG溶接装置であること。
(もっと読む)
ライニング構造
【課題】 ライニング板に接合用の受け片を設け、該受け片をライニング板の突き合わせ部分の当板(裏板)として利用することによって、金属製ライニング板を使用する際には、溶接による良好な接合が可能になると共に、ライニング施工の能率を向上させることができるライニング構造を提供する。
【解決手段】 ライニング板は、方形のライニング板本体の両側辺部に折り曲げ段部を介して形成される受け片と、前記ライニング板本体の残りの側辺部に形成される覆い片とを備え、前記ライニング板を被ライニング面上に縦方向及び横方向に配設し、縦横の方向で隣接する前記ライニング板のうち、一方の前記ライニング板の受け片上に他方の前記ライニング板の覆い片を重ねると共に、一方の前記ライニング板のライニング板本体と他方の前記ライニング板の覆い片とを突き合わせ、当該突き合わせ部分を溶接又は接着剤又はそれらの併用によって接合したことを特徴とする。
(もっと読む)
全姿勢自動溶接ヘッドとその動作方法
【課題】狭隘な間隙であっても溶接ヘッドのトーチ部分を、被溶接チューブの外周部の円周方向と上下移動方向に容易に移動できる溶接ヘッドを提供すること。
【解決手段】トーチ7を支持するトーチ台10を先端部に設け、被溶接チューブ22の中心軸と一致させてチューブ22の外周を回転するトーチ回転用リング1と該リング1の内側でリング1と同心円上に配置されたトーチ上下移動用リング2と、リング1をチューブ22の回りに回転駆動させる第1の歯車群及び第1の歯車群と並列配置され、リング2をチューブ22の回りに回転駆動させる第2の歯車群及び前記2組の歯車群を共に駆動させる駆動軸27と該駆動軸27を駆動させるトーチ回転用モータ4と、リング2をチューブ22の回りに回転駆動させ、かつトーチ7を上下移動させるために第1の歯車群と等速又は第1の歯車群より高速又は低速で、リング1に対して同方向又は逆方向に回転しながらリング2を駆動可能な第2の歯車群と該第2の歯車群を駆動させるトーチ上下移動用モータ5とを備えた溶接ヘッドである。
(もっと読む)
121 - 140 / 154
[ Back to top ]