
Fターム[4E081CA11]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 突合せ溶接の方法 (631) | ガスシールドアーク溶接 (422) | ティグ溶接(TIG) (154)
Fターム[4E081CA11]に分類される特許
101 - 120 / 154
ステンレス鋼管の多層溶接方法及び多層溶接物
【課題】溶接後のステンレス鋼管の内表面に残留する応力を、簡便な設備かつ簡単な方法で、圧縮応力にすることができるステンレス鋼管の多層溶接方法及び多層溶接物を提供すること。
【解決手段】ステンレス鋼管の端面同士を突き合わせ、円周方向に沿って開先溶接する溶接パスを複数回行い、該端面同士を溶接するステンレス鋼管の多層溶接方法であって、溶接前、前記ステンレス鋼管の端面同士の間に形成する開先を狭開先とし、溶接開始後、前記ステンレス鋼管の肉厚の38%〜45%まで溶接する溶接パスにおいては大入熱溶接を行い、以降の溶接パスにおいては、前記大入熱溶接時よりも低い入熱量で低入熱溶接を行い、多層溶接終了時、前記ステンレス鋼管の内表面の熱影響部に残留する応力を圧縮応力とする。
(もっと読む)
帯状ワークの突合せ接合装置
【課題】 突合せ溶接する帯状ワークの厚みに応じて帯状ワークの突合せ部近傍を挾持するクランプ機構の左右の上部クランプ間の間隔を簡単に正確に自動調整できるようにする。
【解決手段】 先行の帯状ワークW1と後行の帯状ワークW2の突合せ部近傍を上部治具5′及び下部治具5″から成るクランプ機構5で挾持し、前記突合せ部を溶接装置7により突合せ溶接する帯状ワークの突合せ接合装置に於いて、クランプ機構5の上部治具5′が、帯状ワークW1,W2の上方に位置する支持フレーム17の下面側に帯状ワークW1,W2の走行方向へ往復移動自在に配設した左右のスライド板21に夫々取り付けられ、帯状ワークW1,W2の突合せ部近傍の上面に当接する左右の上部クランプ5aから成り、左右の上部クランプ5aを支持フレーム17側と左右のスライド板21との間に夫々設けた駆動装置25により往復移動させ、左右の上部クランプ5a間の間隔を調整する。
(もっと読む)
溶接構造、溶接部材、多層管およびその製造方法

【課題】被覆層の間に形成された多層管において、その直径を小さくした場合でも、機能層の形成面積を低下させることなく、貫通孔を形成可能な多層管およびその製造方法を提供する。
【解決手段】一対の被覆層およびこの一対の被覆層の間に形成された機能層を有する多層管において、前記貫通孔を形成するための開口部を有する筒状の内側被覆層用金属板および外側被覆層用金属板を準備する工程と、前記内側被覆層用金属板および外側被覆層用金属板の開口部に応じた形状を有するリング状の溶接部材を準備する工程と、前記内側被覆層用金属板と、前記溶接部材と、を溶接する工程と、前記溶接部材の形状に応じた開口部を有する機能層を、前記溶接部材を溶着させた内側被覆層用金属板上に配置する工程と、前記機能層上に、前記外側被覆層用金属板を配置する工程と、前記外側被覆層用金属板と、前記溶接部材と、を溶接する工程と、を有する多層管の製造方法。
(もっと読む)
パイプの溶接方法及びこの方法に用いるパイプ保持器
【課題】 円筒状に曲げ加工したワークからパイプを作製する際に作業性及び生産性の向上を図れると共に、溶接欠陥の無い寸法精度の良いパイプを作製する。
【解決手段】 略U字状のパイプ保持器1により、円筒状に曲げ加工した複数個のワークPをそのスリット部Paが夫々揃うように直列状に連ねた状態で保持固定し、この状態で各ワークPをマンドレル4に装着して両端のワークPの外側位置にタブ材14を夫々配設し、次に、各ワークPの円周方向の両端を突合せた状態で両タブ材14と一緒にマンドレル4のバックバー5上へ押圧固定し、その後、一方のタブ材14とこのタブ材14に隣接するワークPの外側端と、各ワークPの隣接する部分同士と、他方のタブ材14とこのタブ材14に隣接するワークPの外側端とを夫々仮溶接し、最後に、一方のタブ材14から他方のタブ材14へ向かって各ワークPの突合せ部を順次本溶接する。
(もっと読む)
管端自動シール溶接方法
【課題】管端シール溶接する際に、最適条件でシール溶接が行える管端自動シール溶接方法を提供する。
【解決手段】 鉛直に設けられた管板4の各管穴に伝熱管5を挿入し、その管穴41回りに溶接トーチ23を回転させてTIG溶接する管端自動シール溶接方法において、伝熱管回りの溶接ゾーンを複数に分割し、その分割ゾーン毎に溶接条件を設定してシール溶接する。
(もっと読む)
金属部品及び金属部品の製造方法
【課題】従来から高融点金属の薄板を溶接して金属部品を製作するのは難しかった。また、うまくいかないと薄板に穴が開くことが多かった。そこで手作業で一つ一つ様子を見ながら溶接する必要があり、極めて生産効率が悪くなっていた。そのため製造コストが高かった。また、使用する板厚は要求される性能から、一定の制約があった。そこで、使用する板材の板厚を変更せずに、金属部品を製作できる部材の構成と溶接方法が必要となった。
【解決手段】溶接補助板を溶接部分に沿わせることによって使用する板材の板厚を変更せずに、溶接部分の合計の板厚のみを必要十分に確保して、薄板の溶接を容易にした。
従来に比べて作業性が良くなり、スポット溶接タイプに比べコストは半減となった。また、従来溶接が出来なかった極薄板を使用して金属部品を製作することが可能となった。
(もっと読む)
容器材料用クロム含有鋼およびその溶接方法、ならびに、容器材料
【課題】溶接部の耐食性と靭性を確保し、容器用素材としてコスト面でも最適なクロム含有鋼を提供する。
【解決手段】0.01〜200質量ppmのハロゲン化合物イオンを含有するpH3〜12の水相を含んでなる水性塗料を保管する容器材料に用いるクロム含有鋼であって、前記鋼が、質量%で、Cr:9〜19%、N:0.008%以上でC+N:0.03%以下、Al:0.002〜0.2%、S:0.01%以下、を含有し、さらに、TiおよびNbを単独または複合して含有し、前記C+N含有量をx(質量%)とすると、Tiの含有量y(質量%)、および、Nbの含有量z(質量%)は、それぞれ単独で含有する場合は、8x≦y≦0.6、18x≦z≦0.6、であり、複合して含有する場合は、1<(y/8x)+(z/18x)、かつ、y+z≦0.6であり、残部がFeおよび不可避的不純物からなることを特徴とする容器材料用クロム含有鋼。
(もっと読む)
管端シール溶接装置および電極交換方法
【課題】電極の交換作業を容易に行うことができ、かつ電極交換後の調整作業を省略できる管端シール溶接装置および電極交換方法を提供する。
【解決手段】管6に挿入される心金21と、その心金21の周りに旋回自在に設けられたトーチ22と、そのトーチ22に着脱自在に取り付けられた電極24とを備えた管端シール溶接装置1の電極交換方法において、トーチ移動手段26と、トーチ位置検出手段27と、トーチ位置記憶手段とを設け、上記電極24の交換前に上記トーチ位置記憶手段にてトーチ22の原点位置を記憶し、その後、上記トーチ移動手段26にて上記トーチ22を上記心金21に対して離間させ、その離間した状態で上記電極24を交換し、交換後、上記トーチ移動手段26にて上記トーチ22を、上記心金21に近接させて、上記トーチ位置記憶手段に記憶された上記原点位置に復帰させるものである。
(もっと読む)
管端シール溶接方法および管端シール溶接装置
【課題】溶接作業の放置化と溶接不良の低減とを図ることができる管端シール溶接方法および管端シール溶接装置を提供する。
【解決手段】鉛直に設けられた管板4の各管穴41に水平に伝熱管5を挿入し、その管穴41周りの管端51をティグ溶接する管端シール溶接方法において、予め上記管端51に対する電極21の距離を設定すると共に、その電極位置でのアーク電圧を基準アーク電圧として記憶し、その後、溶接時に、アーク電圧をサンプリングすると共に、そのサンプリングしたアーク電圧と上記基準アーク電圧とを比較し、両アーク電圧の差が所定の判定電圧差を超えるときに、溶接を中断するものである。
(もっと読む)
ステンレス鋼管の溶接装置及び溶接方法
本発明は、ステンレス鋼管の溶接ビーズ部に酸素遮蔽用アルゴンガスを噴射させつつステンレス鋼管の接合部のスキ間をTIG又はプラズマ溶接するステンレス鋼管の溶接装置及び溶接方法を提供する。本ステンレス鋼管の連続溶接装置は、円状に巻かれた鋼管のスキ間に母材及び溶接材のうちの何れか一つを溶融させつつ酸素遮蔽用アルゴンガスを噴射させる溶接機と、前記鋼管の内部に設置されて、前記溶接機により溶接が進行している溶接ビーズ部から所定距離後方に位置した既に溶接が完了した溶接ビーズ部の内面に向かって、4l/min〜20l/minのアルゴンガスを噴射させる噴射ノズルの形成されたガス供給管と、を備える。本発明によれば、アルゴンガスによって溶接部位の酸化が防止されるとともに、溶接が完了した溶接ビーズ部が急冷されて自動的に固溶化熱処理過程が行われるので、硬度及び耐腐食性などの物理的特性が鋼管の母材と同じステンレス鋼管を連続的に生成できる。 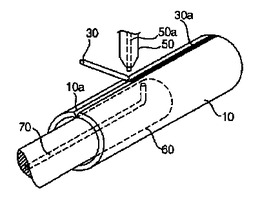 (もっと読む)
(もっと読む)
薄鋼板のTIG溶接方法
【課題】スパッタの発生がなく、また高速溶接においてもハンピング現象を抑制しつつ、溶着量の増加を図るべくフィラーワイヤを安定かつ容易に供給することができる薄鋼板のTIG溶接方法を提供する。
【解決手段】薄鋼板を被溶接材10として、少なくとも2本の電極1を用いる多電極TIG溶接を行なうにあたり、各電極と被溶接材との間に発生するアーク2のうち少なくとも2つのアークが電磁力の作用によりお互いに引き合って一体のアークを形成するよう電極を配置するとともに、その一体化したアークにより形成された溶融プール3の後方から、フィラーワイヤ4を、該ワイヤの前記溶融プールへの接触直前の温度が1200℃以上となるように、通電加熱しながら添加する。フィラーワイヤの通電加熱用電流の向きを、TIGアーク発生用電流と同じ向きとするのが好ましい。
(もっと読む)
薄鋼板の高速ホットワイヤ多電極TIG溶接方法
【課題】スパッタの発生がなく、また高速溶接においてもハンピング現象を抑制しつつ、溶着量の増加を図るべくフィラーワイヤを安定かつ容易に供給することができる薄鋼板の高速ホットワイヤ多電極TIG溶接方法を提供する。
【解決手段】薄鋼板を被溶接材10として、少なくとも2本の電極1を用いる多電極TIG溶接を行なうにあたり、各電極と被溶接材との間に発生するアーク2のうち少なくとも2つのアークが電磁力の作用によりお互いに引き合って一体のアークを形成するよう電極を配置するとともに、その一体化したアークにより形成された溶融プール3の後方から、ホットワイヤ形式で供給するワイヤ4の通電加熱用電流をTIGアーク発生用電流よりも小さくし、かつ、ワイヤのエクステンションをTIGアーク長よりも十分長く設定する。ワイヤの通電加熱用電流を、TIGアーク発生用電流の50%以下とし、エクステンションを70mm以上とするのが好ましい。
(もっと読む)
発泡金属部材の溶接方法
【課題】発泡金属部材同士を溶接接合するに際し、溶融プールを安定に形成し維持することができて、発泡金属部材同士の溶接接合を容易に行うことができるようにした、発泡金属部材の溶接方法を提供すること。
【解決手段】一対の発泡金属部材1,1の端面同士を突き合わせて突き合せ線を形成し、前記突き合せ線上に前記発泡金属部材1,1と少なくとも主成分が同一成分からなる金属製板状溶加材2を載置し、MIGアークにより前記金属製板状溶加材と前記突き合せ端面同士とを溶融させ溶け込みを得て、前記一対の発泡金属部材1,1を溶接接合する。
(もっと読む)
溶接プロセス
溶接シームによる周継手に沿った第2のパイプの端部への第1のパイプの端部の接続のための溶接プロセスにおいて、該第1のパイプと該第2のパイプとが、該周継手の形成に必要な位置に互いに対して配置され、冷却材の放出を行う冷却本体は、該第1のパイプおよび/または該第2のパイプの中に挿入され、それにより放出された冷却材が、溶接される端部の範囲において該パイプのうちの少なくとも1つを冷却し得、該パイプおよび溶接トーチが、該周継手に沿って互いに対して動かされ得、該溶接トーチによって溶接され得、該冷却材は、所定の間隔で放出される。 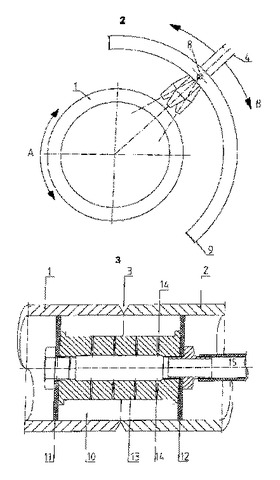 (もっと読む)
(もっと読む)
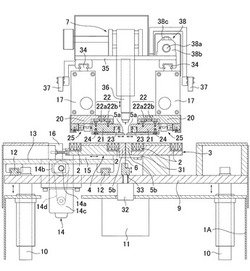
電動弁および電磁弁
【課題】ケース肉厚の増大による励磁力効率の低下を招来することなく、溶接熱影響による許容応力の低下を補償して所要の耐圧破壊強度を得ることを達成したうえで、ロータケースの材料費の削減、高い生産性によって低廉化を図ること。
【解決手段】ロータケース33の弁ハウジング11に対する突合せ溶接部の肉厚ts’をコイル装着部の肉厚tsに比して厚くし、ロータケース33は溶接端縁部の肉厚に相当する肉厚の素材を深絞り加工した深絞り加工品とする。
(もっと読む)
両面溶接方法及びその溶接構造物
【課題】両面溶接によって健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供する。
【解決手段】ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、継手部の表面側又は裏面側の一方に前記溶け込み促進剤4aを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤4bを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合する。
(もっと読む)
金属溶接管製造用内面シールド治具
【課題】大径の金属溶接管を製造する際であっても、気密性に優れ、少量のシールドガスの使用により管内の溶接部の酸化を確実に防止でき、かつ耐久性に優れた内面シールド治具を提供する。
【解決手段】オープンパイプ状に成形した金属帯又は金属溶接管1の内周面に接触する入側シール材4、出側シール材5、その両者間に、かつロッド3上にスプリング6を介して配置された、四方の側壁面及び底壁面が閉じられて上面に開口部を有するガスシールボックス7からなり、当該ガスシールボックス7内の底部に、溶接点2より出側の位置で折り返す冷却水循環用水路、及び前記ガスシールボックス内で開口するシールドガス供給路を配設したもの。
(もっと読む)
薄鋼板の高速TIG溶接方法
【課題】高速溶接においてもハンピング現象やスパッタの発生がなく、さらにビードの幅が比較的広く、狙い位置管理も容易な薄鋼板の高速TIG溶接方法を提案する。
【解決手段】3本の電極の先端が三角形を形成するように配置し、該3本の電極と被溶接材との間に発生する3つのアークのうち、少なくとも2つ以上のアークが、電磁力の作用によりお互いに引き合って、一体のアークを形成するように、各電極の間隔を近接させて、1つの溶融池を保った状態で溶接することを特徴とする薄鋼板のTIG溶接方法。
(もっと読む)
被覆鋼管の製造方法
【課題】鋼管の外面と被覆材の内面との間に形成される空間に残留する残留空気が減少され,防食能力の優れた被覆鋼管を提供する。
【解決手段】鋼管2の外面の少なくとも一部を全周に亘って複数の被覆材3〜7で被覆する際に,各被覆材3〜7のうちの1枚を鋼管2の外面に周方向に巻付ける度に,巻付けられた被覆材3〜7の外面に複数のベルト60を周方向に巻付けて結束し,巻付けられた被覆材3〜7を鋼管2の外面に緊締固定し,被覆材3〜7を鋼管2の外面に密着させてから溶接による1次仮付けを行う。
(もっと読む)
金属体の応力腐食割れ防止方法
【課題】簡便な施工で耐SCC性が向上する金属体のSCC防止方法を提供する。
【解決手段】熱影響を受けたニッケル基合金からなる金属体1の応力腐食割れ防止方法において,前記ニッケル基合金の安定化パラメータが8以上でかつ12未満のNbならびにCrを含有するニッケル基合金であって,前記熱影響を受けた熱影響部4の表層を加熱して再溶解6することを特徴とする。
(もっと読む)
101 - 120 / 154
[ Back to top ]