
Fターム[4F201BD04]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 適用成形技術 (1,184) | 射出成形(←RIM成形) (350)
Fターム[4F201BD04]に分類される特許
201 - 220 / 350
無湿乾燥用ホッパー装置
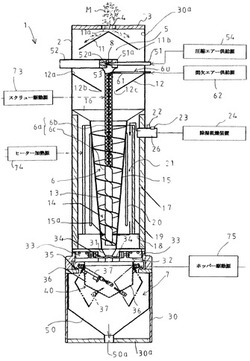
【課題】成形材料の乾燥処理をドライエアーの温度を適切に維持しつつ効率よく短時間に行うことができる成形材料の無湿乾燥用ホッパー装置を提供する。
【解決手段】無湿乾燥用ホッパー装置1は、材料投入口4からの成形材料Mを本体2内において落下させる材料落下空間部5と、網状軸部6bと丸棒状軸部6cとを連結したスクリュー軸体6a及びスクリュー羽根13を具備し回転駆動される回転スクリュー体14と、この回転スクリュー体14を囲むスクリュー羽根包囲体15と、スクリュー羽根包囲体15内で成形材料Mと加熱したドライエアーとを向流接触させて成形材料Mの無湿乾燥を行う乾燥用スクリューホッパー部6と、成形材料Mの計量及び下方への放出を行う重量計量ホッパー部7と、外部からの圧縮エアーの作用下で網状軸部6bの上端側から成形材料Mの無湿乾燥に伴うエアー、水分、粉等を吸引し本体の外部に排出する吸引排出機構部8とを有する。
(もっと読む)
繊維強化熱可塑性樹脂成形品
【課題】特定の扁平断面形状を有する強化繊維を含み、その強化繊維の繊維長分布が長繊維側にシフトした、機械的強度、耐熱性、反り性、表面外観に優れた繊維強化熱可塑性樹脂成形品を提供する。
【解決手段】 (A)熱可塑性樹脂70〜35重量%、(B)断面が下記式による扁平率2.3以上の扁平形状である強化繊維30〜65重量%を含む熱可塑性樹脂組成物からなる成形品において、成形品中の強化繊維の重量平均繊維長が1mm以上であることを特徴とする繊維強化熱可塑性樹脂成形品。
扁平率=強化繊維長径(a)/強化繊維短径(b)
(もっと読む)
射出成形樹脂の製造方法、射出成形樹脂、成型物、酢酸成分の抽出方法。

【課題】 加圧加熱水を利用して、木材等を原料に射出成型用の熱可塑性樹脂を生成すること。
【解決手段】木材等の植物片と、リグニン又はポリプロピレン等の熱可塑性の樹脂を所定の割合で混合し、前記植物片および混成用樹脂の混合物を、高サイクルで繰り返し圧縮することによって繰り返し衝突を行わせ、前記圧縮および衝突によるエネルギーによって前記混成用樹脂を溶融させるとともに、混合物中に含まれる水を亜臨界若しくは亜臨界に近い状態にまで活性化し、前記活性化した水の性質によって、植物片に含まれる高分子の多糖体であるセルロースを低分子化するとともにセルロースに結合しているリグニンを分離し、前記圧縮および衝突の緩和によって水の活性化を停止しつつ前記低分子化したセルロースと前記分離したリグニンおよび前記混成用樹脂に含まれるリグニンおよび熱可塑性の樹脂とを結合させること。
(もっと読む)
再生プラスチック成形材料の製造方法
【課題】水性塗料の使用済み塗料缶から、汎用性の再生プラスチック成形材料を実用製造することができる新規な再生プラスチック成形材料の製造方法を提供すること。
【解決手段】使用済みの水性塗料のプラスチック缶(廃棄プラスチック缶)から再生プラスチック成形材料を製造する方法。廃棄プラスチック缶を、ロータリーカッター型の粉砕機17を用いて水供給下にて粉砕後、該粉砕混合物を、塗料をプラスチック粉砕物から、沈降分離槽30で沈降分離させて、上方の浮遊プラスチック粉砕物を、脱水機36で脱水回収して再生プラスチック成形材料とする。
(もっと読む)
樹脂成形機に於ける窒素ガスの供給方法および供給装置
【課題】 樹脂ペレットは、加熱した空気を送り込むことで表面に付着した水分は除湿されることで乾燥したものとなったが、樹脂ペレットを使おうとする射出成形機等の樹脂成形機で溶融して成形しようとする際に、分子間水分や分子間酸素や雰囲気酸素によって水分による加水分解やシルバーと酸素によって酸化されることによる劣化という問題を残していた。 また、機上ローダーに樹脂ペレットを輸送するのに第2ブロアーによって大気を取り込んでいるために乾燥戻り現象をおこし、水分を中心とする秋影響が見られた。
【解決手段】 乾燥した樹脂ペレット201を供給する材料供給システムと樹脂ペレット201を溶融する可塑化シリンダー311を構成した樹脂成形機310に於ける窒素ガスの供給方法に於いて、可塑化シリンダー311に供給する窒素ガスの純度を材料供給システムに供給する窒素ガスの純度より高くして供給することで、全ての場所で空気の介在を排除するようにした。
(もっと読む)
粘弾性材料を均質化して濾過する方法及び装置
【課題】作動を停止させる必要なくサイズの大きな物質を除く押出し装置を提供する。
【解決手段】粘弾性材料の押出し装置は本体(1)内に同軸状且つ同心状に位置決めされた2本(2,3)又は数本の混練及び運搬スクリューを有する。大径スクリュー(2)のフライト(21)によって掃過される空間をすぐ隣りの小径スクリュー(3)のフライト(31)によって掃過される空間に連通させることができるオリフィス(22)が設けられている。固定円筒形管(4)がその壁を貫通した孔(41)を有し、円筒形管は上記両方の空間相互間に挿入される。大径スクリューのフライトによって掃過される空間は、壁(43)によって閉鎖される。壁(43)は、取り外し可能な閉塞手段(61)によって閉鎖された吐き口(52,62)と連通状態にあるオリフィス(42)を有する。
(もっと読む)
プラスチック成形品の製造方法
【課題】簡単な工程で革調の表面質感を有するプラスチック成形品を得ることが可能なプラスチック成形品の製造方法を提供する。
【解決手段】プラスチック成形品の製造方法は、革材を粉砕して得られた微小片と熱可塑性樹脂とを混ぜ合わせて複合材料を生成する工程(S10〜S30)と、上記複合材料を用いて射出成形などにより成形品を形成する工程(S40)と、成形品の表面に形成されたスキン層の少なくとも一部を「物理的手段」としてのブラスト処理や表面研磨処理などにより除去して該成形品の内部の革繊維を露出させる工程(S50)とを備える。
(もっと読む)
射出成形品
【課題】結晶化速度を向上させ、良好な耐熱性を有し、且つ透明なポリ乳酸樹脂の射出成形品を提供する。
【解決手段】ポリL-乳酸から成る樹脂に機能性フィラーを配合することにより、耐熱性と結晶化速度が改善された透明なポリ乳酸樹脂の射出成形品を作製することが可能となった。射出成形品は透明性に優れ、成形サイクルが短いので、飲料用の中空容器やプリフォームに適したポリ乳酸樹脂の射出成形品を効率良く生産するのに資するものである。
(もっと読む)
成形品の製造方法及び成形装置
【課題】 ナノカーボンにより成形品を簡単に高機能化する成形品の製造方法及び成形装置を提供する。
【解決手段】 熱可塑性樹脂を成形することによって成形品を製造する方法であって、前記熱可塑性樹脂に相溶せず、かつ超臨界流体に溶解可能な物質を当該超臨界流体に溶解させる工程と、可塑化スクリューを備える可塑化シリンダーにおいて、前記熱可塑性樹脂を可塑化する工程と、上記超臨界流体及び当該超臨界流体に溶解させた物質を前記可塑化シリンダー内へ導入し、前記可塑化スクリューを用いて前記熱可塑性樹脂と混練する工程と、上記混練した樹脂を成形部へ導入し成形する工程とを有することを特徴とする。
(もっと読む)
材料の抽出装置およびその抽出装置を備えた射出成形機
【課題】コンパクトに構成されていても粒形状の材料を所定量供給可能な抽出装置およびその抽出装置を備えた射出成形機を提供することである。
【解決手段】粒形状の材料Mを貯蔵する円筒または角筒形状のホッパー11と、ホッパー11の下部に形成されている開口部11aから材料Mを自重によって払い出させる抽出手段とからなっており、抽出手段は、ホッパー開口部11aの下方に設けられ、開口部11aを開閉させるよう移動可能なシャッター34と、シャッター34を移動させる駆動手段31とからなっており、シャッター34は、その底面積が前記ホッパー開口部11aの開口面積より大きい円錐または角錐形状に構成されており、シャッター34をホッパー開口部11aの下方からホッパー11の内部へ鉛直方向に出没させることで、ホッパー開口部11aを開閉させる。
(もっと読む)
医療廃棄物容器を生産するためのおむつ製造の廃棄物を再生するためのシステムおよび方法
医療廃棄物処理容器は、0重量%より多く約40重量%までの量の再生ポリプロピレンと、100重量%より少なく約60重量%までの量の未使用のポリプロピレンから作製される。この医療廃棄物処理容器は、少なくとも約2.8lbfの穿刺抵抗性と、医療廃棄物がこの容器から出ることを防止するのに十分な衝撃強度とを有する。再生プラスチックを利用する、医療廃棄物処理容器の形成方法は、第1の樹脂のフィルムの切れ端から再生ペレットの供給源を形成する工程を包含する。再生ペレットは、ペレットのブレンドを形成するように第2の樹脂の未使用のペレットと合わされ、ここで、第1の樹脂は第2の樹脂と異なる。容器は、ペレットのブレンドを射出成形することにより形成される。 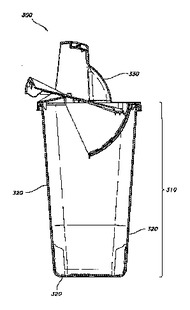 (もっと読む)
(もっと読む)
除湿乾燥機への窒素ガスの供給方法および供給装置
【課題】ホッパー内に高温気体を循環させて樹脂ペレットの乾燥を行う除湿乾燥機で、樹脂ペレットの均一乾燥及び酸化防止を実現する高温ガスの供給方法の提供。
【解決手段】樹脂ペレット201が貯留されているホッパー10、10Aの最下部から、高温の窒素ガスをホッパ10、10A内に供給し、該窒素ガスをホッパ10、10A内に循環させることで、樹脂ペレット201の乾燥を行なう。窒素ガスの供給量は、常に一定の量あるいは必要に応じて間欠的に大量とすることができる。
(もっと読む)
熱可塑性樹脂板のアニーリング方法
【課題】 簡便な熱可塑性樹脂板のアニーリング方法を提供する。
【解決手段】 所定形状を有する基材の表面に発泡樹脂シートを固定し、該発泡樹脂シートの吸着面に熱可塑性樹脂板を吸着固定させて一体化して、加熱し冷却することを特徴とする熱可塑性樹脂板のアニーリング方法である。
前記基材は、平坦であってもよく、任意の形状を有していてもよい。
また、所定形状を有する樹脂板をアニールする場合は、前記基材が前記所定形状に変形されたガラス板もしくは金属板、または前記所定形状を有する金型であることが好ましい。
(もっと読む)
樹脂成形体及びその製造方法
【課題】脂肪族ポリエステルと難燃剤とフィラーとを含む成形材料を直接成形法により成形するに際し、得られる樹脂成形体における燃焼痕の発生を十分に抑制することが可能な樹脂成形体の製造方法、並びに該製造方法により得られる樹脂成形体を提供すること。
【解決手段】難燃剤又はフィラーの一方と粉末状の脂肪族ポリエステルとを混合し、その混合物と、難燃剤又はフィラーの他方あるいは難燃剤又はフィラーの他方と粉末状の脂肪族ポリエステルとを更に混合し、得られた混合物を直接成形法により成形する。
(もっと読む)
高粘度樹脂の混合装置
【課題】高粘度の複数の液体を高速で均一混合できる高粘度樹脂の混合装置を提供する。
【解決手段】混合後の樹脂を排出する排出口7が設けられ内壁が円筒状の外筒1と、外筒1の内壁内で回転する螺旋状に形成されたネジ山5が接続される回転シャフト3と、回転シャフト3を軸受け支持し外筒1に固定された軸受け2と、軸受け2に設けられ2種類の高粘度樹脂が別々に供給される2つの注入口6と、ネジ山5に設けられ排出口7を閉じるための弁体8と、回転シャフト3を軸方向に移動する駆動装置とを備え、前記ネジ山5と外筒1の内壁とのギャップが外筒内径の0.5から1.5%以内に形成した。
(もっと読む)
成形組成物を製造する方法
【課題】成形組成物を製造する方法を提供すること。
【解決手段】添加剤を充填した原材料溶融物から成形組成物を製造する方法であって、液体若しくはべたべたした糊状組成物又は粒状物を含む原料をコンベヤー装置4に充填し、コンベヤー装置は特に、内部空間内にコンベヤー手段、特にスクリュー6が配列されているシリンダー5を備える工程と、特にシリンダー5の外壁に配列されている、特に加熱装置を介して、原料への熱供給により原料を原料溶融物に転換する工程と、原料溶融物に添加剤を充填する工程と、原料溶融物と前記添加剤とを混合して成形組成物を作り出し、成形組成物は原料溶融物と添加剤との均質な混合物として存在する工程と、成形組成物をコンベヤー装置から放出する工程とを含む。
(もっと読む)
耐熱性PET容器の製造方法
【課題】耐熱性に優れるPET容器を変形を防止して製造する方法を提供する。
【解決手段】容器平均厚が3.0〜7.0mmである金型のコアの温度を40〜50℃、キャビティーの温度を15〜25℃に加熱し、温度230〜240℃の溶融PET系樹脂を射出成型して射出成型容器を得る工程と、前記射出成型容器を温度120〜200℃で加熱する工程とからなる。変形やヒビ割れを防止し、かつ均一に結晶化されたPET容器を製造できる。
(もっと読む)
酸素排除性を持つドライブレンド、及び単層包装物品を作るためのその使用
【課題】 O2排除性を持つ単層包装物品を作るためのドライブレンドを提供する。
【解決手段】 このドライブレンドは(A)少なくとも一種の第一遷移金属触媒(A2)を被覆されたポリアミドペレット(A1)、好ましくは(B)第二遷移金属触媒、及び(C)ポリエステルをドライブレンドすることにより調製され、かつこのドライブレンド(A/C)または(A/B/C)は単層包装物品を形成するために加工される。好ましくは、(A)の量はドライブレンド[(A/C)または(A/B/C)]の合計重量の1重量%〜4重量%であり、かつ第一(A2)及び第二(B)遷移金属触媒の合計量はポリアミドペレット(A1)の合計重量の1重量%〜15重量%である。
(もっと読む)
樹脂成形体及びその製造方法
【課題】自動車用部品や家電製品用部品等の工業材料として有用な剛性及び衝撃強度に優れるプロピレン樹脂成形体及びその製造方法を提供する。
【解決手段】極限粘度が6.0dl/g以上のポリプロピレンを、5質量%〜40質量%含有するプロピレン樹脂を射出成形機等で賦形して成形体前駆体を製造する工程と、前記成形体前駆体を150℃〜170℃で熱処理する工程とを有する製造方法で得られたプロピレン樹脂成形体、及びその製造方法。
(もっと読む)
リグノセルロース系樹脂組成物の筐体射出成形方法、及びリグノセルロース系樹脂組成物
【課題】筐体をリグノセルロース系樹脂組成物から射出成形により成形可能として、その製造能率の向上を図ることができるリグノセルロース系樹脂組成物の筐体射出成形方法及びリグノセルロース系樹脂組成物を提供すること。
【解決手段】本願発明の筐体100の製造方法によれば、蒸気処理工程(S2)の後で、かつ、成形工程(S8)の前に、混練工程(S5)が実行され、その混練工程(S5)では、リグノセルロース系改質材が生成されたリグノセルロース系材料に、生分解性樹脂とリグノセルロース系改質材が生成されたリグノセルロース系材料との混練物の全重量に対して5重量%以上の割合で生分解性樹脂及び滑剤が混練される。これにより、リグノセルロース系改質材が生成されたリグノセルロース系材料の流動性を向上させて、筐体100を射出成形で製造できるので、筐体100を圧縮成形で製造する場合と比較して、製造能率の向上を図ることができる。
(もっと読む)
201 - 220 / 350
[ Back to top ]