
Fターム[4F202AB16]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 化学構造を特定したもの (303) | 無機化合物 (253)
Fターム[4F202AB16]の下位に属するFターム
シリカ(二酸化珪素) (43)
炭素 (67)
Fターム[4F202AB16]に分類される特許
1 - 20 / 143
高熱伝導性樹脂の射出成形物
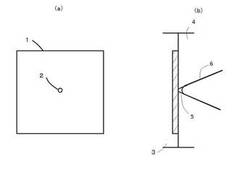
【課題】繊維状、棒状などの一般的に普及が予想される形状のフィラーを含む樹脂を用いた成形品を、金型温度や樹脂温度などの制御をしない一般的な成形条件で成形し、同時に、熱伝導率を向上・均一化する。
【解決手段】厚みを有する板の面内方向に対向する樹脂注入口2を設けて射出成形する。該樹脂注入口から注入された樹脂は、該樹脂注入口を中心として放射状に広がり、熱物性に優れ、かつ、成形品1の場所ごとに熱物性のバラつきのない均一な該成形品を得ることができる。
(もっと読む)
射出成形装置

【課題】合成樹脂成形品にフィラーを含有し、穴等の開口を有するものであるにもかかわらず、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくして、前記合成樹脂成形品の外観を良好に仕上げること。
【解決手段】第1ゲート26Aによりフィラー29を含む溶融した熱可塑性の合成樹脂30が射出されて配向ライン27A2、27B2が形成された後において、前記第1ゲート26Aによる前記合成樹脂の射出の停止と同時に、停止前に又は停止後に前記第2ゲート26B、26Bによる前記合成樹脂の射出を開始し、且つ前記第1ゲート26Aによる前記合成樹脂の射出開始時にその上端面が前記可動金型のキャビティ形成面と同じ面一にあった昇降ピン28A、28Bをキャビティ14内に上昇させた後、元の位置に戻るように下降させる。
(もっと読む)
光反射成形体の製造方法及び金型
【課題】本発明は、優れた光反射性能及び光拡散性能を有する光反射成形体の製造方法を提供する。
【解決手段】 本発明の光反射成形体の製造方法は、光反射板を金型を用いて熱成形することによって光反射成形体を製造する光反射成形体の製造方法であって、上記金型の成形面には凹凸部が形成されており、上記成形面の凹凸部はその表面粗さRaが1〜20μmで且つ凹凸の平均間隔Smが5〜300μmであり、上記光反射板を加熱しながら上記金型の成形面に押し付けることによって上記金型の成形面に沿って成形すると共に、上記光反射板の表面に上記金型の成形面の凹凸部を転写して、表面粗さRaが1〜20μmで且つ凹凸の平均間隔Smが5〜300μmである凹凸面を有する光反射成形体を製造することを特徴とする。
(もっと読む)
離型用フィルム
【課題】金型や成形品との剥離性に優れ、しかも、金型の形状が設計寸法通りに成形品へ転写される型形状転写性に優れるとともに、成形品の表面にゲル状粘着物が残ることなく成形品の表面平滑性が得られ、さらには、耐熱性をも備える離型用フィルムを提供する。
【解決手段】融点が140℃以上のフッ素含有ポリマーからなり、動的粘弾性での140℃における貯蔵弾性率が50MPa以下である離型用フィルム。なお、フッ素含有ポリマーは、テトラフルオロエチレン・ヘキサフルオロプロピレン・ビニリデンフロライド共重合体であることを特徴とする。
(もっと読む)
積層成形品の成形方法
【課題】積層成形品の表面風合、並びにソフト感を維持することができるようにするとともに、設備の簡素化及び工数の短縮化並びに作業環境の改善ができるようにした積層成形品の成形方法を提供する。
【解決手段】所要形状に成形された樹脂芯材12と該樹脂芯材12の表面に表皮13を貼付してなる積層成形品の成形方法において、成形金型21における上下型23,24のキャビティ26内に熱溶融された樹脂12aを供給し、キャビティ26形状に沿って樹脂芯材12を所要形状に成形する芯材成形工程と、冷却される前の樹脂芯材12を下型24の上に保持して上下型23,24を型開きし、かつ該樹脂芯材12上に、裏面にくもの巣状ホットメルトシートを設けた表皮13を供給して積層する表皮供給工程と、表皮13を樹脂芯材12の外表面に貼り合わせ、かつ冷却させるプレス・冷却工程と、からなる。
(もっと読む)
樹脂成形品
【課題】 放熱性を付与するための加工工数や組み付け工数が少なく、かつ、放熱特性の良好な樹脂成形品を提供する。
【解決手段】 電気配線用金属部材1の一部1Aを第1熱可塑性樹脂2からなる第1樹脂成形部3内に直接埋設し、さらに、第1樹脂成形部3の一部を第1熱可塑性樹脂より熱伝導率の低い第2熱可塑性樹脂からなる第2樹脂成形部9内に埋設して、電気配線用金属部材1、第1樹脂成形部3及び第2樹脂成形部9を一体化する。第1樹脂成形部3は第2樹脂成形部9に埋設されずに外部に露出した箇所を有し、当該箇所の露出表面3Bから電気配線用金属部材1に至るまでの第1熱可塑性樹脂により形成された熱可塑性樹脂層3Aの厚みtを0.4〜1mmとする。
(もっと読む)
モールドバスバーの製造法及びモールドバスバー
【課題】 通電金属部材であるバスバーに樹脂成形部をモールドするモールドバスバーの製造において、バスバーをモールド型内に保持するために、バスバーに当接する保持ピンを使用せず後加工も必要としないで、バスバーの十分な絶縁性を確保する。
【解決手段】 モールド型3内に配置した通電金属部材8に、その一部を覆う樹脂成形部6をモールドするに当り、通電金属部材8とモールド型3内面との間に樹脂製スペーサ7d,7eを介在させる。樹脂製スペーサの一方端面が通電金属部材8に当接し他方端面がモールド型3内面に当接することにより、通電金属部材8を保持する。そして、通電金属部材8と樹脂製スペーサ7d,7eの周囲に樹脂成形部6をモールドする。樹脂製スペーサ7d,7eは、樹脂成形部6との界面となる外面に段部を有する。
(もっと読む)
電気・電子機器外装部品の製造方法
【課題】バイオマス資源を原料として使用されたポリカーボネート樹脂を溶融押出し、その後射出成形し、耐熱性、機械特性、耐環境特性に優れた電気・電子機器外装部品の製造方法を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位を含み、250℃におけるキャピラリーレオメータで測定した溶融粘度が、シェアレート600secー1の条件下で0.2×103〜4.0×103Pa・sの範囲にあるポリカーボネート樹脂(A成分)と添加剤とを、溶融混練機に供給し、シリンダー温度220〜270℃の範囲で溶融押出しペレット化し、得られたペレットをシリンダー温度220〜270℃の範囲、金型温度40〜140℃の範囲で射出成形することを特徴とする電気・電子機器外装部品の製造方法。
【化1】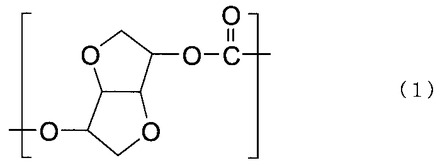 (もっと読む)
(もっと読む)
複合体及びその製造方法
【課題】接着剤を用いずにマグネシウム−リチウム合金と樹脂組成物とを一体化させた複合体及びその製造方法を提供する。
【解決手段】金属部品1と樹脂組成物4の複合体7を次の工程を含む方法で製造する。金属部品1の基材はマグネシウム−リチウム合金である。まず、金属部品1の表面を、数平均内径10〜80nmの凹部で覆われた表面とする表面処理工程。次に、前記表面処理工程がなされた金属部品1を射出成形金型2、3にインサートし、樹脂組成物4に結晶核剤を少なくとも有する添加剤を含有させた上で、インサートされた金属部品1に射出接合させる接合工程。
(もっと読む)
タブレット成形金型、ならびにタブレット、光半導体素子搭載用基板の製造方法および光半導体装置。
【課題】本発明は、熱硬化性光反射用樹脂組成物をタブレットに成形する際に、タブレット表面が黒く着色することを防止するのに適切なタブレット成形金型を提供することを目的とする。
【解決手段】少なくとも充填材と熱硬化性樹脂とを含有する熱硬化性光反射用樹脂組成物をタブレットに成形するためのタブレット成形金型であって、少なくとも上記樹脂組成物と接する成形金型の内表面がセラミック系材料またはフッ素系材料から構成され、特定の硬度を有することを特徴とするタブレット成形金型。
(もっと読む)
ウレタン発泡成形体、その製造方法、およびウレタン発泡成形装置
【課題】 欠肉等の欠陥が少なく、薄くて低密度なウレタン発泡成形体を提供する。また、このようなウレタン発泡成形体を、簡便に製造することができる製造方法、およびウレタン発泡成形装置を提供する。
【解決手段】 ウレタン発泡成形体の製造方法を、対向して配置された第一基材30と第二基材31との間に、磁性体粒子Sを含む液状の発泡ウレタン樹脂原料U1を配置する原料配置工程と、第一基材30と第二基材31との間の、発泡ウレタン樹脂原料U1の周囲の少なくとも一部に形成された、発泡ウレタン樹脂原料U1の流動方向と交差する方向に磁力線Lが集中した磁力線集中領域Mにより、発泡ウレタン樹脂原料U1の流動をせき止めながら、発泡ウレタン樹脂原料U1を発泡成形する発泡成形工程と、を有するように構成する。
(もっと読む)
繊維強化プラスチックの成形方法とその成形装置
【課題】開断面をもつ繊維強化プラスチック成形品の成形時の、成形金型として片側の金型だけを使って、金型の製作コストを半減させると同時に、押圧成形の成形コストを低減させる繊維強化プラスチック成形品の成形方法とその成形装置を提供する。
【解決手段】押圧成形用の一対の成形型のうち、一方を従来と同様の金型(2)を使い、他方の成形型を内部に多数の粒体(31)を収容した可撓性袋体(32)からなる変形自在な変形型(3)を使う。側壁部(12)を有するハウジング(1)の床面部(11)に前記変形型(3)を載置し、その上にプリプレグ(4)を載せて、プリプレグ(4)を片側の金型(2)に所定の加重をかけて押圧する。このとき、片側金型(2)のキャビティ面にてプリプレグ(4)の片面を成形し、同時にプリプレグ(4)の他面をプリプレグの片面側の変形に追随させて変形する変形型(3)によって押圧成形する。変形型(3)の変形は内部の粒体(31)の流動によりなされる。
(もっと読む)
繊維強化プラスチックの成形方法
【課題】成形用金型による中空状の断面をもつ成形品の成形時に、加圧気体や加圧流体を用いる大型のプレス機を不要として、中子の内圧を高めて変形させることができ、しかも、中子の内圧を高めたときに、上型が下型から離れる方向に移動することを防いで、高品位の成形品が得られる金型間隔保持手段を備えた、成形用金型を用いた繊維強化プラスチックの圧縮成形方法を提供する。
【解決手段】粒体4aを伸延性ある包装材で包装した中子4 を用い、上型2 を下降して下型1との間でプリプレグ3 を加圧して圧縮成形するとき、金型間隔保持手段20を作動させて、左右一対の押え部材21a,21a で上型2 が上方に移動することを阻止する。同時に、下型1に設けたピストンロッド5aをキャビティ内に突出させて、中子4 の一部を押圧する。中子4 をピストンロッド5aで押圧することにより、中子4 の粒体4aを流動させながら変形させ、中子4 とプリプレグ3 間にあった空隙をなくす。得られる成形品には内部にボイドがなく高品質が得られる。
(もっと読む)
気密電子部品の製造方法、及び気密電子部品
【課題】電子基板上の気密部を気密する部材に付与された圧縮歪を維持することによって電子部品の気密性を維持でき、且つ工程が簡易である気密電子部品の製造方法、及び、当該方法により製造される気密電子部品を提供すること。
【解決手段】電子基板上の気密域の近傍に第一成形品を配置した後に、第一成形品が配置された電子基板を射出成形用の金型に載置し、型締力により第一成形品に圧縮歪を付与し、次いで、第一成形品の圧縮歪を保持する第二成形品を射出成形により形成することにより、電子基板上の気密域を覆う気密部を形成して、気密電子部品を製造する。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】トランスファー成形法によって成形品を製造する場合において、成形品の表面を平滑にすることができるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品を提供する。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含んでなる成形材料をポット15に収容し、前記成形材料を加熱・溶融して前記ポットの底部とキャビティとの間を連通させる連通路17を介して前記キャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う方法であって、前記成形材料は、粉粒状の前記無機材料の表面に前記熱硬化性樹脂を被覆し、前記熱硬化性樹脂の前記無機材料に対する配合比が18質量%〜35質量%で被覆してなり、金型のパーティング部に前記キャビティ側のガスを吸引して排出する空気流路を設け、該空気流路から吸引しながら成形材料の溶融物を注入する。
(もっと読む)
平面表示装置用外装枠
【課題】立体的で光沢感のある意匠を表現することができる製品の外装枠を提供すること。
【解決手段】製品の外装枠(1)であって、光透過性を有する樹脂と、前記樹脂の内部に含まれたフィラー(6)と、前記樹脂が流入された際の樹脂の入り口である少なくとも2つのゲート(2)と、前記2つのゲートから流入された前記樹脂が合流する合流部の位置を含む範囲において前記範囲の周辺部の厚みよりも薄く形成されている薄肉部(4)と、を備える。
(もっと読む)
ポリプロピレン系樹脂組成物、射出発泡成形体およびその製造方法
【課題】低射出率下でも表面外観に優れ、衝撃強度および射出発泡成形性が良好で、大幅な軽量化可能で、リサイクル性も優れたポリプロピレン系樹脂組成物、射出発泡成形体およびその製造方法の提供。
【解決手段】特定のMFR値,ダイスウェル比,伸張粘度,第1法線応力差とせん断応力との比を有する直鎖状プロピレン・エチレンブロック共重合体とプロピレン系重合体からなるポリプロピレン系樹脂と、特定の重合方法,MFR,融解ピーク温度Mw/Mn,tanδ曲線が0℃以下にピークを有するプロピレン−エチレンブロック共重合体と、エチレン系エラストマーと、発泡剤を含有するポリプロピレン系樹脂組成物。
(もっと読む)
樹脂成形品
【課題】光輝材に対する制約を不要としつつ、ウエルドラインやヒケの発生を防止する。
【解決手段】
本発明の樹脂成形品1,1Aは、一端部側から他端部側に樹脂が射出される本体部2と、本体部2の一方の面2aに突設される立体部3と、対向する一対の長辺11を有し、立体部3を支持するように本体部2に突設される補強リブ5とを備え、補強リブ5が設置される立体部3の設置面3aに対して一対の長辺11を斜めに配置した時に樹脂の流動方向8に沿って一対の長辺11を直線状に結ぶ線分13の寸法をbとし、立体部3の設置面3aに対して一対の長辺11を垂直に配置した時の補強リブ5の長さ寸法をcとし、立体部3の設置面3aに対して一対の長辺11を平行に配置した時の補強リブ5の幅寸法をdとした場合に、補強リブ5は、条件d<b<cを充足するように、樹脂の流動方向8に対して斜めに設けられていることを特徴とする。
(もっと読む)
樹脂成形体の製造方法および製造システム、樹脂成形体、圧力容器
【課題】高いガスバリア性を有する樹脂成形体を簡便に製造する。
【解決手段】凹型と凸型とを有する金型に形成されたキャビティ内に成形材料を射出する射出工程S102と、金型を冷却し、成形材料が固化した成形中間体を形成する金型冷却工程S104と、金型を型開きし、成形中間体と密着する凸型を凹型から脱離させる型開工程S106と、凸型と成形中間体との間の気密性を維持しつつ、成形中間体の少なくとも一部を凸型から離型させる離型工程S108と、離型させた成形中間体と凸型との間に、凸型の温度よりも高い温度を有する温風を送気して、成形中間体を加熱する温風送気工程S110と、加熱された成形中間体を凸型とともに徐冷する徐冷工程S112と、を含む。
(もっと読む)
成形体の製造方法
【課題】エジェクタピンやシール材を必ずしも使用せず、金型形状を複雑にしないことにより金型のコストを抑えつつ、かつ、離型不良を発生させずに、成形体を金型から手際よく離型させる方法を提供する。
【解決手段】まず、芯材2を挿入した金型10に原料1を充填し、原料1を加熱乾燥固化させる。その後、芯材2を金型10から引き出し、内部空間Nを形成する。次に、成形後の内部空間Nに気体を流入させることにより、成形体3の外面と金型10の内面との間に、成形体3を透過させた気体が介在して、成形体3を離型させる。
(もっと読む)
1 - 20 / 143
[ Back to top ]