
Fターム[4F202AH33]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 電気電子装置(←電子部品) (1,555)
Fターム[4F202AH33]の下位に属するFターム
送配電(←プラグ、コネクタ) (95)
プリント配線基板(←銅張積層板) (112)
封入電子部品(←ICカード) (423)
磁気テープ、磁気ディスク、磁気カード (149)
音響機器(←拡声器コーン) (13)
通信機器(←アンテナ) (14)
電気電子装置用のパネル、ケース (314)
Fターム[4F202AH33]に分類される特許
101 - 120 / 435
樹脂モールド型コンデンサの製造方法およびこの製造方法に用いられる成形金型
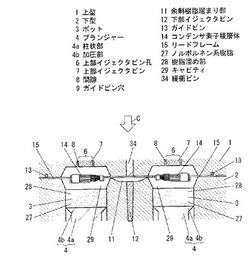
【課題】樹脂モールド型コンデンサの材料歩留まりを向上させ、かつ信頼性の高い樹脂モールド型コンデンサを提供することを目的とする。
【解決手段】本発明の成形金型は、樹脂モールド型コンデンサの外装体を形成するためのキャビティ29の一部を構成する第2の凹部10を下型2に設け、さらにこの第2の凹部10に向けて開口した開口部がコンデンサ素子の投影面積より大きい面積にて形成されたポット3を設けた構成とした。そして、このポット3内の樹脂溜め部28に注入された液状樹脂をプランジャー4にて加圧流動することで液状樹脂を樹脂溜め部28からキャビティ29内に注入充填し、液状樹脂をキャビティ29の形状に硬化させる。この液状樹脂の粘度は10000mPa・s以下としている。この結果、成形に必要な液状樹脂の量を低減して材料歩留まりを向上させるとともに信頼性の高い樹脂モールド型コンデンサを製造することが可能となる。
(もっと読む)
金属石鹸ブロックもしくは金属石鹸バーを製造する方法及びそのための装置

【課題】安価で生産性に優れ、クラックやボイドの発生を防止できる金属石鹸ブロックもしくは金属石鹸バーの製造方法を提供する。
【解決手段】ステアリン酸系材料を金型2、3内部のキャビティ4に充填し、複写機、印刷機器、ファックシミリまたはスキャナに用いられる部材として利用するための金属石鹸ブロックもしくは金属石鹸バー1を製造する方法であって、
空気ポンプによりキャビティ4を減圧することにより擬似真空状態とする工程と、キャビティ4に通じるエア抜き孔を閉じ、且つ金型2、3の温度を20℃以上80℃以下もしくは室温以上80℃以下に保った状態で前記材料をキャビティ4に圧入する工程と、材料を圧入する途中もしくは圧入後に、前記エア抜き孔を必要に応じて開放する工程と、充填された材料を自然冷却する工程とを備えることを特徴とする。
(もっと読む)
表面実装用の電気・電子部品の製造方法
【課題】特殊な金型や金属部品の表面処理が必ずしも必要でなく、作業工程が簡易であり、金属部品と液晶性ポリマー及び/又はポリフェニレンスルフィド樹脂からなる熱可塑性樹脂との密着性に優れる、「フラックス上がり」の抑制された表面実装用の電気・電子部品の製造方法を提供すること。
【解決手段】射出成形により液晶性ポリマー及び/又はポリフェニレンスルフィド樹脂からなる熱可塑性樹脂と金属部品とを複合化して表面実装用の電気・電子部品を製造する際に、金型内表面の少なくとも金属部品と金型内表面とが接触する部分全面に断熱層が形成された金型を用いる。
(もっと読む)
インプリントモールド、インプリントモールドブランクおよびインプリント装置
【課題】凹凸パターンの変更を容易に行うことの出来るインプリントモールドを提供することを目的とする。
【解決手段】本発明のインプリントモールドによれば、上下に可動する複数のピンを配列していることから、各ピンの突出量を変更することで、インプリントモールド上に形成される凹凸パターンの形状を容易に変更することができる。このため、所望する3次元パターン構造体に応じて、適宜凹凸パターンを変更することが出来、所望する3次元パターン構造体の形成に必要なインプリントモールド個数を抑制することが出来る。
(もっと読む)
インプリントリソグラフィ
【課題】インプリントテンプレートアライメントマークを改善する。
【解決手段】アライメントマークを備えたインプリントリソグラフィテンプレートが提供される。アライメントマークは、インプリントリソグラフィテンプレートの屈折率とは異なる屈折率を有する誘電体材料から形成され、誘電体材料は、誘電体材料を通過したアライメント放射と誘電体材料を通過しなかったアライメント放射との間に位相差を生じるような厚さを有する。
(もっと読む)
テンプレート及びパターン形成方法
【課題】転写層の欠陥を抑制するテンプレート及びパターン形成方法を提供する。
【解決手段】第1の主面(転写面11a)に設けられた凹凸12を備えたテンプレートが提供される。転写面は、被処理基板20の主面20aに設けられた転写材30に接触させられ、転写面の転写材への接触により転写面の凹凸のパターンが転写材に転写される。凹凸の側壁12sは、凹凸の深さ方向(X軸方向)に沿って設けられた溝13bを有する。
(もっと読む)
バスバーモジュールの製造方法及びバスバーモジュール
【課題】バスバーを一括モールド成形することで生産性を向上でき、その成形時にバスバー同士の間隔を維持して電気絶縁性の低下を防止することができるバスバーモジュールの製造方法を提供する。
【解決手段】複数のバスバー2a,2bを所定間隔で離間させた状態で絶縁性樹脂3により一括モールド成形して、樹脂モールド体4を成形すると共に樹脂モールド体4から各バスバー2a,2bの接続端子5が露出するように形成するバスバーモジュール1の製造方法において、樹脂モールド体4を成形するための金型10内に、各バスバー2a,2bを接続端子5を除いて所定間隔で離間させて中空保持すると共に、各バスバー2a,2bを中空保持した金型10に、成形中にバスバー2a,2b同士の間隔を維持する接近防止手段18を設ける方法である。
(もっと読む)
射出成形方法及び射出成形装置
【課題】合成樹脂材料の歩留まりを向上でき、さらに成形型の構造が簡単になるとともに、生産性を向上できるようにした射出成形方法及び射出成形装置を提供する。
【解決手段】円筒状の鉄心14の軸線方向に沿って形成された収容孔内に磁石を挿入するとともに、その磁石の外周面と収容孔の内周面との間に合成樹脂Rよりなる封止材を射出する。射出初期の合成樹脂のスラグを、ランナー21から分岐したスラグ溜部22に貯留させる。型開きに際してランナー21及びスラグ溜部22内に形成された合成樹脂部Raを、保持部材25により鉄心14の端面に保持させる。
(もっと読む)
金型上への保護層の形成及び保護層を有する金型
【課題】 保護層を有する金型を形成する方法を提供する。
【解決手段】 保護層を有する金型を形成する方法が、少なくとも1つの実質的に平坦な面を有する金型基板を形成することと、少なくとも1つの実質的に平坦な面の上に金型保護材料の層を堆積させることと、金型保護層を通って、少なくとも1つの実質的に平坦な面内に複数のキャビティをエッチングすることとを含む。
(もっと読む)
レンズアレイ用成形型、レンズアレイ用成形型の製造方法、レンズアレイ、レンズモジュール、及び撮像ユニット
【課題】レンズアレイに成形される光硬化性の成形材料の各部を均一に硬化させる。
【解決手段】光硬化性の成形材料Mで複数のレンズ部6が配列されたレンズアレイ10を形成するレンズアレイ用成形型20であって、光を透過するガラス又は樹脂材料で形成されている。レンズアレイ10は、光硬化性の成形材料Mに成形型20を押し付けて成形型20の形状を転写し、その状態で成形型20を通して光Lを照射されて硬化され、製造される。
(もっと読む)
インプリント方法に用いる剥離板、モールド構造体及びインプリント方法
【課題】モールドをレジスト層から引き剥がす際にかかる応力を抑制することでレジスト層やモールドの損傷を抑制する剥離板、モールド構造体及びインプリント方法を提供。
【解決手段】本発明のインプリント方法は、加熱すると屈曲する剥離板を備えるモールド構造体を、加工対象物の基板上に形成されたインプリントレジスト組成物からなるレジスト層に押圧して前記モールド構造体に形成された凹凸パターンを転写する転写工程と、剥離板を加熱して第1の金属層を熱膨張させ、前記モールド構造体の端部を押圧方向と反対方向に屈曲させて前記レジスト層と前記モールド構造体とを剥離する工程と、を少なくとも含むことを特徴とする。
(もっと読む)
インプリント方法および組みインプリントモールド
【課題】より微細な転写パターンを形成するのに適したインプリント方法を提供することを目的とする。
【解決手段】本発明のインプリト方法によれば、複数回のインプリントモールドの押圧にあたり、既に凸部を用いて押圧された部位同士に挟まれた位置に対応する部位に、インプリントモールドの凸部を押圧する。これにより、インプリントモールドに形成された凹凸パターンのパターン幅よりも微細な転写パターンを得ることが出来る。よって、用いるインプリントモールドの製造時の加工精度の限界よりも更に微細な転写パターンを得ることが出来る。
(もっと読む)
テンプレートの製造方法及び半導体装置の製造方法
【課題】 管理及び識別を容易に行うことが可能なテンプレートの製造方法等を提供する。
【解決手段】 デバイスパターン及び複数の識別パターンを有する第1のテンプレート10を用意する工程と、デバイスパターン及び少なくとも1つの所望の識別パターンをテンプレート基板30に転写して第2のテンプレートを形成する工程とを備える。
(もっと読む)
テンプレート処理方法、プログラム、コンピュータ記憶媒、テンプレート処理装置及びインプリントシステム
【課題】テンプレートの表面に離型剤を適切に成膜しつつ、テンプレート処理のスループットを向上させる。
【解決手段】テンプレートの表面に離型剤を成膜するテンプレート処理では、先ず、洗浄ユニットにおいて、テンプレートの表面を洗浄する(工程A2)。その後、塗布ユニットにおいて、テンプレートの表面に離型剤を塗布する(工程A3)。その後、光照射ユニットにおいて、テンプレート上の離型剤に350nm〜2500nmの波長の光を照射して、テンプレートの表面に離型剤を密着させる(工程A4)。その後、リンスユニットにおいて、離型剤をリンスして、当該離型剤の未反応部を除去する(工程A5)。こうしてテンプレートの表面に離型剤が所定の膜厚で成膜される。
(もっと読む)
真空成形金型およびキャリアテープの成形方法
【課題】ポケット開口部の曲率半径が小さく、微少電子部品チップを所定の配置で収納でき、しかも配置がずれにくいエンボスキャリアテープが得られる金型およびキャリアテープの製造方法を提供する。
【解決手段】側板A11、成形型13、側板B12、からなり、下記のa〜dの要件を具備するエンボスキャリアテープの雄型真空成形用金型。(a)側板Aの溝側面111と溝底面112、および側板Bの溝側面121と溝底面122で形成される溝の中央部に、雄型を形成する成形型13を有する。(b)成形型頭部131は、成形型足部132に、成形型足部の幅133よりも大きな幅で複数形成されていて、成形型足部132から頭部131に該当する部分の断面形状がT字型である。(c)両側板11、12と成形型13の合わせ面に真空孔14を有する。(d)成形型頭部の裏面134と両側板溝底面112、122の間に間隙を有する。
(もっと読む)
アンテナパターンフレーム、その製造方法及び製造金型、アンテナパターンフレームが埋め込まれた電子装置のケース及びその製造方法
【課題】本発明は、アンテナパターンが電子装置のケースに埋め込まれるようにするアンテナパターンフレーム、その製造方法及び製造金型、これを用いた電子装置のケースに関する。
【解決手段】本発明の一実施例によるアンテナパターンフレームは、外部信号を受信し、電子装置内に送出するアンテナ放射体と、前記アンテナ放射体が表面に形成される放射体フレームと、前記放射体フレームから突出して形成され、電子装置のケースの形状の内部空間が形成される電子装置のケースの製造金型内で前記放射体フレームが上下に動くことを防ぐガイドボスと、を含むことができる。
(もっと読む)
燃料電位用セパレータ及びその製造方法
【課題】機械的特性や電気抵抗率、寸法精度にばらつきがなく、高い寸法精度を併せ持つ燃料電池用セパレータを効率良く製造する。
【解決手段】導電性材料(膨張黒鉛を除く)と、樹脂とを、重量比で樹脂:導電性材料=20:80〜60:40の割合で含む成形材料を、ゲート面積が、得られる燃料電池用セパレータ10の最も肉厚の部分のゲートと平行な断面の面積の20〜100%である成形金型を用いて射出成形することを特徴とする燃料電池用セパレータの製造方法。
(もっと読む)
樹脂成形体及びその製造方法
【課題】 十分な熱伝導性を有する樹脂成形体及びその製造方法を提供する。
【解決手段】 樹脂成形を行う際に、熱可塑性樹脂内に無機フィラーを混合しておく。無機フィラーは放熱性に優れているが、その硬度が熱可塑性樹脂よりも高いため、周辺部材を研磨してしまうという傾向がある。本願発明者らは、金型温度を高温にすると、繊維状の放熱材料からなる無機フィラーの配列方向がランダムになり、内部で無機フィラーが接触することで、冷却効率が高くなることを見出した。本方法では、樹脂内の放熱材料が、周辺部材を研磨してしまう程度の多量に含まれていない場合においても、十分な熱伝導性を有することが可能である。
(もっと読む)
樹脂成形体及びその製造方法、並びにリレー
【課題】粉塵の発生を十分に抑制することが可能な樹脂成形体及びその製造方法、並びに樹脂成形体を容器として用いたリレーを提供する。
【解決手段】熱可塑性樹脂に無機フィラーを混合させて造粒した樹脂組成物から成形を行う場合、樹脂成形体の剛性が向上する。樹脂組成物の流動開始温度を温度T1(℃)、樹脂組成物を金型へ注入する際の金型の温度をT2(℃)、とした場合、関係式:T2(℃)≧T1(℃)−120℃を満たすことが好ましい。この関係式が満たされる場合には、樹脂成形体からの粉塵の発生を著しく抑制することができる。樹脂成形体を容器として用いたリレーは、低粉塵であるため、リレーの接点間に粉塵が詰まることがなく、良好な接点の接触を維持することができる。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】金型の床面積が小さく、装置全体を小型できるとともに、樹脂材料の使用効率が高い樹脂封止装置を提供する。
【解決手段】基板90の電子部品のうち、少なくとも先頭に位置する電子部品を上,下金型チェスの上型,下型キャビティ41,61内に充填した樹脂材料で封止する。ついで、上,下金型チェスを開いて基板90を所定の間隔だけずらし、再度、上,下金型チェスで基板90を挟持し、電子部品と異なる少なくとも2番目の電子部品を上型,下型キャビティ41,61内に充填した樹脂材料で樹脂封止する。
(もっと読む)
101 - 120 / 435
[ Back to top ]