
Fターム[4F202CK12]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140)
Fターム[4F202CK12]の下位に属するFターム
型抜きのための(←離型のための) (317)
材料の均一充填のための (445)
成形空間の容量変更のための (767)
成形面を仕切るための(←仕切板) (245)
成形品の位置決めをするための (307)
多種類用のための (215)
Fターム[4F202CK12]に分類される特許
801 - 820 / 844
中空部材の製造装置および中空部材の製造方法
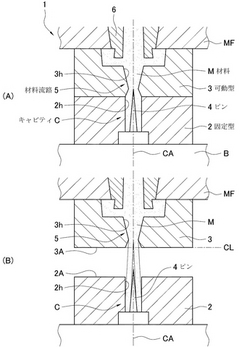
【課題】コアピンの直径より内径が小さい中空な空間を有する中空部材を製造することができる中空部材の製造装置および中空部材の製造方法を提供する。
【解決手段】固定型2と、固定型2に接近離間可能に設けられた可動型3と、可動型3を固定型2に接近させた状態において両者の間に形成されるキャビティC内に流動性を有する材料を供給する材料供給部とを備えた装置であって、キャビティC内に、可動型3の移動方向と平行な中心軸を有するピン4が配置されており、材料供給部が、可動型3に設けられ、その一端がキャビティC内に前記材料を投入する投入口となった材料流路5を備えており、材料流路5は、その中心軸がピン4の中心軸と同軸になるように形成されている。材料を供給したときにピン4が破損したり、ピン4の位置がずれたりすることを防ぐことができる。
(もっと読む)
ボトル側部の把手インサート成形方法及び装置

【課題】 キャビティ内に出入自在な凹所成形型を、把手のインサート手段に併用して、延伸ブロー成形時に凹所成形型を把手と共にキャビティ内に押し入れることにより、把手のインサートを確実に行う。不良品となる偏肉がない凹所を成形する。成形された凹所に把手を堅牢に取付ける。
【解決手段】 ブロー金型の側部に型閉面を中央にして開口部を設ける。その開口部内に、縦断面形状が握り部側方に当接板を有する把手の側面と同形で型面が凸曲面の凹所成形型を、該開口部と嵌合して金型側部を補完する進退自在な型台に取付けてキャビティに対し出入自在に設ける。凹所成形型の型面中央に縦設した収容溝内に、当接板を外向きにして把手を嵌合保持する。当接板を型面の一部として把手と共に凹所成形型をボトル延伸ブロー成形時にキャビティに突出する。ボトル側面内に把手取付用の凹所を成形すると同時に、凹所壁面に当接板を密着係止して把手を凹所内にインサートする。
(もっと読む)
スラッシュ表皮の成形装置
【課題】 厚肉部を部分的に有するスラッシュ表皮を簡単に成形する。
【解決手段】 原料収容ボックス1の内部に、成形しようとするインパネ表皮(溶融樹脂層M)の厚肉部(厚肉層m1)に対応するように粉体樹脂原料Rをスラッシュ成形型3の成形面3aに対して加圧するエアバッグ15を設ける。
(もっと読む)
型内塗装成形方法
【課題】 製品設計を行う上での自由度の低下を招くことなく、塗膜の形成時における光輝体の配向を整えて製品の意匠性を高めることが可能な型内塗装成形方法を提供する。
【解決手段】 型内塗装成形方法は、固定金型32と第1移動金型とを用いて開口部を有する基材を成形する工程と、固定金型32と第2移動金型とを用いて基材22の表面と第2移動金型との間に塗膜形成用キャビティ38を形成し、これに光輝体を含有する塗料を充填して基材22の表面に塗膜を形成する工程とを備えている。固定金型32には余剰塗料収容部41が設けられ、第2移動金型には塗料注入口39及び凸部40が設けられ、塗料注入口39と余剰塗料収容部41とは互いに凸部40を挟む対向位置にそれぞれ配設されている。そして、塗膜形成用キャビティ38に過剰量の塗料を注入することによって余剰となった塗料を余剰塗料収容部41内に収容した後、塗料を硬化させる。
(もっと読む)
発泡成形型およびそれを用いたシート用パッドの製造方法
【課題】下型に設けられた幅狭な縁成形部へ発泡原料を容易に注入することができ、かつ、発泡充填時に発泡原料が外部へ流出することがない発泡成形型およびそれを用いたシート用パッドの製造方法を提供する。
【解決手段】上型16及び下型12とこれらを型閉めすることにより密閉されたキャビティ22を備え、前記キャビティ22内で発泡原料を発泡硬化させる発泡成形型10であって、前記下型12は、メイン成形部24と、該メイン成形部24に対して突条32により仕切られて下型12の周縁部分の少なくとも一の縁部分に形成された縁成形部28とを備え、前記下型12における上型16との合わせ面20の前記縁成形部28を臨む箇所に、前記キャビティ22に対して開口し前記合わせ面20内において終端するようにキャビティ22側へ傾斜する案内面38aを有する注入口38が形成されていることを特徴とする。
(もっと読む)
多孔質膜カートリッジ及びその製造方法
【課題】 多孔質膜を保持するカートリッジにおいて、多孔質膜の側部への液体の回り込みを防止する。
【解決手段】 一端寄りの外周面がバレル側融着部42となる筒状のバレル40と、バレル側融着部42に外接するキャップ側融着部23を有し、バレル側融着部42の開口縁部42bと当接してバレル40との間で多孔質膜30を挟持する挟持面を有する筒状のキャップ20と、バレル側融着部42の開口縁部42bとキャップ20の挟持面との間に挟持される多孔質膜30とを備え、キャップ20及び多孔質膜30を射出成形型のキャビティ内にインサートした後、キャビティ内に成形材料を射出することで、バレル40の部分の形状が成形された多孔質膜カートリッジ1であって、キャップ側融着部23は、その高さ(H)と外径(D)との関係(H/D)が0.07以上であることを特徴とする。
(もっと読む)
長繊維強化熱可塑性樹脂製外装成形体
【課題】
曲げ弾性率、曲げ強さ等の機械的強度、耐薬品性、耐熱性に優れ、軽量化され、製品設計の自由度が高く、充填時の繊維配向による成形体の線膨張係数の異方性を低減した長繊維強化自動車用外装成形体を提供することにある。
【解決手段】
成形体中に分散する強化繊維の、含有率が30重量%〜90重量%であって、重量平均繊維長が1.5mm〜10mmであり、成形体の最大投影面積が20000mm2 以上であり、成形時に断面積100mm2 以下の狭流路の流路長が150mm以下であり、しかも、肉厚2mm以上の成形体部分の、最大線膨張係数が5×10-5K-1以下であり、かつ、最大線膨張係数/最小線膨張係数の比が1.8以下であることを特徴とする長繊維強化熱可塑性樹脂製外装成形体。
(もっと読む)
樹脂成形体の成形方法及び成形金型
【課題】形状違い部分を一部に有する樹脂成形体の成形方法及び成形金型であって、成形金型を共用化することで金型の設備費用の低減を図る。
【解決手段】成形金型10,100は、型締め、型開きされる成形用上下型20,30と、形状相違部分における成形用上型20に設けられる上側真空吸引機構40と、上側真空吸引機構40に対応して成形用下型30に設けられる下側真空吸引機構50とから構成され、加熱軟化処理された樹脂製原反シートSを成形用上下型20,30内にセットした後、成形用上下型20,30を型締めするとともに、上下側真空吸引機構40,50のいずれかを選択することにより形状を可変させることで、形状違いの樹脂成形体の成形が可能となる。
(もっと読む)
インモールドコーティング装置を利用するための既存の成形システムの改良方法
コーティングによりコーティングされた少なくとも1つの表面を有する物品を製造するための型を設計し、製造するための方法。この方法は、物品の設計を評価し、型で起こりそうなフロー特性、コーティング組成物の最適なフロー、およびコーティング組成物インジェクターの最適な配置を決定することを含む。型は評価に基づいて設計され、製造される。  (もっと読む)
(もっと読む)
容器等のスライド板およびその成形方法
【課題】 缶、びん等の容器陳列をすると同時に、その取り出しをよりスムースにできるショーケース等に用いる生産効率が良く安価なスライド板を提供することにある。
複数枚のスライド板を使用するときにも、従来の棒状のガイドのように各スライド板の配置方向を気にすることなくできる構造とし、サイズや形状において標準化が図れる構造で生産効率を良くしようとするものである。
さらに、このスライド板をABS樹脂等の比較的硬質のプラスチックを使うことで、金型での一体成形を可能として量産性の優れたスライド板を提供することにある。
【解決手段】 缶、びん等の容器入り飲料等を陳列販売するためのショーケース1、保温庫または保冷庫等の棚板や底板において、表面に複数の棒状のスライド用リブ11が設けられ、かつ、前記棚板2や底板上に配置される構成としたことを特徴とするスライド板6。
(もっと読む)
モールド成形方法、および、その方法により作製したステータコラムを備える真空ポンプ
【課題】内装部品の周囲に該内装部品の内側面より少し引っ込んだ形態のモールド部を、簡単な成形治具と少ない作業工数で安価に成形できる、モールド成形方法と、その方法により作製したステータコラムを備える真空ポンプを提供する。
【解決手段】本モールド成形方法では、筒体としてのステータコラム4やその内装部品であるラジアル電磁石10−2、ラジアル方向変位センサ10−3、駆動モータの固定子12−1よりも熱膨張率の大きい中子51を用い、この中子51をステータコラム4の内側に挿入セットした後、その熱膨張率の差により中子51を拡張させた状態で、中子51とステータコラム4との間に樹脂等のモールド材を充填し、該モールド材を硬化させるものとする。
(もっと読む)
流路が均一な暖房用パネルの製造方法
【課題】自体の内部流路を有する暖房用パネルの製造方法を提供する。
【解決手段】自体の内部流路を有するプレート式暖房パネルの上下部プレートに対してそれぞれ金型を作製してから射出成形を用いて射出半製品を作製した後上下部二つの射出半製品を融着により全面接合することによって、暖房パネル全体の流路形状が一定であり流体の停滞部分のない暖房パネルを製造する方法を提供する、
射出により均一な流路形状を製造できるため、暖房パネルの全面に詰まり現象がなく均一な流体流れ性を確保することができ、また射出により均一な厚さの上下部プレートを製造することができるため、暖房パネルの精密成形が可能なことから一定した寸法管理及び品質生産が可能である。 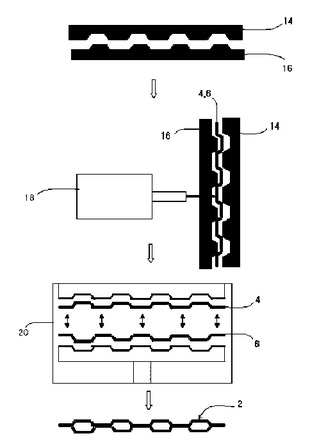 (もっと読む)
(もっと読む)
樹脂製光学部品用の成形型の製造方法
【課題】 レジスト層の露光工程を大幅に短縮化して、製造効率を向上させるとともに寸法精度を向上させることが可能な樹脂製光学部品用の成形型の製造方法を提供する。
【解決手段】 基板1上に酸化シリコン層と金属マスク層とレジスト層5とを積層し、電子ビーム描画法によりレジスト層5を露光して複数の突起状のレジストパターンを形成し、レジストパターンをマスクにしてレジストパターンおよび金属マスク層を非選択的かつ異方的にエッチングし、エッチング後の金属マスク層をマスクにして酸化シリコン層を選択的かつ等方的にエッチングする際において、電子ビーム描画法が第1アパーチャ33と第2アパーチャ34とを用いた可変成形方式であり、第2アパーチャ34には、複数の方形状の開口部が千鳥格子状に配列され、かつ第2アパーチャ34の開口部の開口率が5%以下に設定されていることを特徴とする樹脂製光学部品用の成形型の製造方法を採用する。
(もっと読む)
鶏卵包装容器およびその製造装置
【課題】 厚みの薄い熱可塑性薄肉合成樹脂シートを使用しても、鶏卵を入れる凹部の底部周辺の強度を向上させた鶏卵包装容器を提供すること。
【解決手段】 開閉自在な身部分1と蓋部分2とを折り曲げ可能な連結部分3を介して連結し、身部分1および/または蓋部分2に、鶏卵を入れる凹部11、21を形成し、周縁部にフランジ部12、22を形成した薄肉合成樹脂シートの鶏卵包装容器であって、凹部11、21の先細の先端部に筒状の裾部41、42を形成したものである。
(もっと読む)
厚肉周壁ネジ付キャップのスリップ防止金型構造
【課題】離型時のスリップ防止効果が良好であり、かつ、成形品の外観性が良好で、成形サイクルの短縮が可能な厚肉周壁ネジ付キャップのスリップ防止金型構造を提供する。
【解決手段】成形したネジ付キャップを、雄型のネジコアを回転させて離型する回し取り金型において、雄型のネジコア21の外周外側のキャップ10の周壁120 を形成する位置のほぼ中間位置に、肉盗みリング22をネジコアの外周に沿って周設し、かつ、この肉盗みリングの内周に、複数個のスリップ防止リブ23を周方向へ等間隔に設ける。
(もっと読む)
廃棄プラスチック及び廃棄木材を利用したコンクリート型枠
【課題】 廃棄プラスチックと廃棄木材を再利用して、その使用後廃棄する必要性がなく廃棄による弊害を防止することができるとともに、地球環境悪化原因である熱帯樹林の伐採を防ぐ為、南洋木材を使用したものに代わる用途に応じた、腐らず何度も使い回しがきき美観と強度のある、廃棄プラスチック製或いは廃棄プラスチックと廃棄木材混合製コンクリート型枠を提供する。
【解決手段】 回収した廃棄プラスチック、廃棄木材を粉砕し、それぞれの熱量に応じた割合の混合品を押出し成形機やプレス成形機や射出成形機に投入・溶融し押出し、射出して所定形状(コンクリート接着面に模様を造型)に成形し冷却などで硬化せしめ、型枠を製造する。またその型枠が使用後廃棄のおりは、回収の後適切な大きさに粉砕した後、適切な熱量を持つエネルギー資源として再利用する。
(もっと読む)
自動車用電気接続箱
【課題】 電気接続箱の外枠を補強を図りながら見栄えを良くする。
【解決手段】 自動車用電気接続箱の樹脂製のケース外枠11の内面11aより補強リブ13を一体的に突設しており、該補強リブ13の成形によりヒケが生じる外面に突起部15を形成し、該突起部15の形成領域は、自動車への電気接続箱の搭載時に、少なくとも外部から視認される前記ケース10の外面11−1、11−2である自動車用電気接続箱を提供している。
(もっと読む)
タイヤトレッド、および3次元トレッドサイプを形成するモールドブレード
【課題】従来の2次元サイプよりも剛性を高め、ハンドリングや安定性などのタイヤ性能を向上させる。
【解決手段】サイプ20は半径方向Vの深さと、第1のサイプ面20’と、第1のサイプと対向する第2のサイプ面20”と、両サイプ面20’,20”から等距離にある多次元の寸法を持つ中央面とを備えている。中央面は半径方向に互いに隣接する少なくとも2つの突起列を有し、半径方向に互いに隣接する突起列は平坦部分によって分離されている。平坦部分は所定の長さと幅とを持ったジグザグ形状である。
(もっと読む)
アンダーカット部を有する成形品の射出成形金型及びその金型で成形された物品
【課題】内面にアンダーカット部を有する成形品の射出成形金型であって、雄型のセンターコアの周囲に配置する小スライドコアを径方向内方に移動させた状態で型開き方向に変位させてから、大スライドコアを径方向内方に移動させて型抜きするものにおいて、型構造の簡素化を図る。
【解決手段】センターコア3を固定する基板6に、小スライドコア4用のカム部材11を取付けると共に、基板6と雌型1との間に、雌型側から順に、大スライドコア5用のガイド部7aを有するプレート7と、大スライドコア5用のカム部材10を有するプレート8と、小スライドコア4のガイド部9aを有するプレート9とを設ける。型開き時、基板6がプレート9から距離L1離れたところでプレート9の型開き方向への牽引が開始され、プレート9がプレート8から距離L2離れたところでプレート8の型開き方向への牽引が開始されるようにする。
(もっと読む)
射出成型用金型装置
【課題】 入子を支えるスライドコアピンをエアシリンダーや油圧シリンダーなどで作動させるため、複雑な金型構造をより複雑なものとしてしまうばかりでなく、金型装置を高価なものとしてしまっていた。また、肉厚空隙に成形材料を注入中にスライドコアピンをエアシリンダーによって作動させる為、その作動のタイミングの調整が必要となり成形するための条件をより複雑なものとしてしまっていた。
【構成】 有底筒状体を成形する射出成型用金型装置であって、前記有底筒状体の底部に凹部を形成する凸部をキャビティーの底部に形成すると共に、その凸部にゲート口を位置させ、また、前記有底筒状体の内部空間部を形成するコアピンの頂部を前記凸部の中間部に位置させた射出成型用金型装置。
(もっと読む)
801 - 820 / 844
[ Back to top ]