
Fターム[4F202CM90]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | その他の点 (321)
Fターム[4F202CM90]に分類される特許
81 - 100 / 321
グリップ、工具及びグリップの製造方法
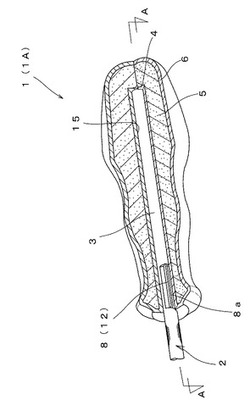
【課題】 工具軸に嵌着可能にしながら工具軸に抜け抵抗を与えておくことができるようにする。
【解決手段】
本発明のグリップ1は、工具軸2の回り止め部12を有する後部3を包囲するグリップ本体5と、このグリップ本体5より軟質な樹脂でグリップ本体5の周囲を被覆する被覆層6とを備えている。そして、グリップ本体5と工具軸2の後部3との間に被覆層6と同一の樹脂で形成された内部層4を備えていることを特徴とする。この内部層4は、例えば工具軸2の後部3に備えたソケット17の外周面とグリップ本体5との間に設けられているのが好ましい。
(もっと読む)
光学素子の製造方法及び光学素子

【課題】光学素子の品質を高めると共に、エアベントを有効活用できる光学素子の製造方法及び光学素子を提供する。
【解決手段】可動保持部35が、エアベントMAに対して光軸方向にシフトしているため、可動保持部35の接近動作により、エアベントMAが破損することがなく、エアベントMAの破片で光学面OPが傷つくなどの不具合を抑制できる。
(もっと読む)
照明デバイス用カバーおよびその製造方法
【課題】表面に多層膜等のコーティングを施すことなく、表面での光の反射を抑制して光の透過効率を向上できる厚さ1mm以上の照明デバイス用カバーを提供する。また本発明は前記照明デバイス用カバーの製造方法を提供する。
【解決手段】熱可塑性樹脂または熱硬化性樹脂より成り、照明デバイスより発せられた光が透過する厚さ1mm以上の照明デバイス用カバー100であって、少なくとも一方の表面に前記照明デバイスより発せられる光の波長のうち最も短い波長よりも短い間隔Pで配置された凸部10を有し、該凸部10は前記照明デバイス用カバー100の残りの部分と同じ前記熱可塑性樹脂または熱硬化性樹脂により一体で形成されていることを特徴とする照明デバイス用カバー100である。
(もっと読む)
ポリ乳酸系樹脂組成物の射出成形方法、射出成形品、同樹脂組成物を用いた成形品の製造装置
【課題】樹脂物性の低下が抑制され、結晶化が充分に進行した剛性を有するポリ乳酸樹脂組成物の射出成形品、および前記射出成形品を効率よく生産するための射出成形方法、同樹脂組成物を用いた成形品の製造装置を提供する。
【解決手段】金型を用いたポリ乳酸系樹脂組成物の射出成形方法であって、金型が2個以上のキャビティを有し、キャビティに結晶化が進行していない前回の射出成形品を1個以上残存させた状態で今回の射出成形を行い、今回の射出成形中に結晶化が進行した前記1個以上残存させた前回の射出成形品を今回の射出成形後に取り出し、かつ結晶化が進行していない今回の射出成形品を残りのキャビティに残存させた状態で、次の射出成形を行う射出成形方法であることを特徴とする。
(もっと読む)
樹脂製ギヤ及びその製造方法並びに製造装置
【課題】成形後の樹脂製ギヤを成形室から確実に取り出せるようにして、この樹脂製ギヤの製造作業を容易にすることである。
【解決手段】固定側金型32の成形室34の内周面に軸方向に平行に延びるギヤ歯成形用凹凸部35を設け、このギヤ歯成形用凹凸部35により、成形室34の内部に形成されるギヤ体24の外周面にギヤ歯24a1を成形する。また、可動側金型33に設けられる中子部41によりギヤ体24の軸方向の一端に円筒部24dを成形する。さらに、中子部41の外周面に軸方向に対して傾斜して延びる保持用凹凸部42を設け、この保持用凹凸部42により円筒部24dの内周面に軸方向に対して傾斜して延びる保持歯24eを成形する。そして、保持用凹凸部42と保持歯24eとの係合によりギヤ体24を可動側金型33に保持させる。
(もっと読む)
離型剤吐出装置
【課題】製品の品質向上及び金型の寿命延長を図ることことができる離型剤吐出装置を提供する。
【解決手段】モデル機を用いて得られる、離型剤の吐出量に対する離型抵抗について型温度をパラメータとして示される離型抵抗特性と、離型剤の吐出量に対する金型に鋳ぐるみされるガス量について型温度をパラメータとして示されるガス量特性と、から型温度−目標吐出量特性を記憶しておき、金型への離型剤の積算吐出量が、型温度−目標吐出量特性における温度検出手段が検出した型温度に対応する目標吐出量に達した場合、金型への離型剤の吐出を停止する。予め得られる型温度‐目標吐出量特性を用いて、型温度に対応して得られる目標吐出量だけ、離型剤を吐出するので、型温度に応じた離型抵抗及びガス量が得られ型寿命及び製品品質を向上させることができる。
(もっと読む)
DTM用モールド構造物、インプリント方法、並びにDTMの製造方法及びDTM
【課題】モールド構造体のインプリントレジスト層から剥離(離型)する際に、パターン欠陥を生じないDTM用モールド構造体、及び該DTM用モールド構造体を用いることによって転写精度を向上させたインプリント方法、並びに記録特性、及び再生特性を向上させたDTMの製造方法、及びDTMを提供すること。
【解決手段】本発明のDTM用モールド構造体は、隣接状態で略平行に位置する複数のラインパターン形成用凹部と、隣接するラインパターン形成用凹部と交差して位置し、該複数のラインパターン形成用凹部を連通する連通凹部と、を表面に有することを特徴とする。
(もっと読む)
マンドレルの製造方法
【課題】マンドレルを用いてホースを製造する際にマンドレルの引き抜き性が高いマンドレルを製造する方法の提供。
【解決手段】少なくとも外層が樹脂層からなり、内層に導電性部材を有するマンドレルの表面にコロナ放電を施した直後に離型剤を塗布することを特徴とするマンドレルの製造方法である。
(もっと読む)
コンタクトレンズ製造用成形型セットおよびその利用
【課題】二つの成形型からなるコンタクトレンズ成形用の成形型セットを用いてレンズ材料となる硬化性樹脂組成物を硬化させた後、レンズが選択的に一方の成形型に付着させることができ、液状媒体で処理することにより容易に成形型からレンズが容易に脱離できる成形型を提供する。
【解決手段】テトラシクロドデセン由来の構造単位を20〜50重量%含有するノルボルネン系開環重合体水素添加物を用いてなる成形型(A)と、テトラシクロドデセン由来の構造単位を含有しない脂環構造含有重合体を用いてなる成形型(B)とからなる、コンタクトレンズ製造用成形型セット。
(もっと読む)
コンタクトレンズ用成形型セットおよびその利用
【課題】二つの成形型からなるコンタクトレンズ成形用の成形型セットを用いてレンズ材料となる硬化性樹脂組成物を硬化させた後、レンズが選択的に一方の成形型に付着させることができ、液状媒体で処理することにより容易に成形型からレンズが容易に脱離できる成形型を提供する。
【解決手段】テトラシクロドデセン由来の構造単位を20〜50重量%含有するノルボルネン系開環重合体水素添加物を用いてなる成形型(A)と、コンタクトレンズ材料である紫外線硬化性樹脂を硬化して得られる樹脂成形体との剥離強度が20N以下で、350nmの波長領域の光線透過率が70%以上の、厚さ2mmの成形体を与えることができる重合体を用いてなる成形型(B)とからなる、コンタクトレンズ製造用成形型セット。
(もっと読む)
キャップ成形用金型、その金型で成形されたプラスチック樹脂製キャップ及びそのキャップを装着した容器
【課題】圧縮成形法を用いて、アンダーカットの問題を発生させず、かつ、キャップ本体とPPリング若しくはフランジとの接続部であるミシン目を、切削工程を経ずに成形の出来上がり状態で仕上げることが可能な金型を提供する。さらにプラスチック樹脂製キャップ及びそのキャップを装着した容器を提供する。
【解決手段】本発明は、天面部とスカート部とを有するキャップ本体及びスカート部の下端部と一体に成形されて連結されているピルファープルーフリング若しくはフランジを備えたプラスチック樹脂製キャップを圧縮成形法によって成形するためのキャップ成形用金型において、金型のキャビティは、スカート部の外径をR1、ピルファープルーフリング若しくはフランジの外径をR2(但し、R1<R2)とする凹部を有し、金型のコアは、スカート部の内径をR3(但し、R3<R1)、ピルファープルーフリング若しくはフランジの内径をR1とする凸部を有する。
(もっと読む)
離型検査装置及びそれに用いられる離型検査方法
【課題】離型検査装置において、樹脂成形品の表面を損傷させることなく、離型不良を検知する。
【解決手段】金型を用いて成形された樹脂成形品100の非製品部分102をプレス治具2,3によって挟み込んで固定し、エアー噴出口22から製品部分101に対してエアーを噴出する。離型が正常であれば、エアーは製品部分101によって堰き止められ、圧力センサ4によって検知されない。圧力センサ4がエアーを検知すると、制御部5は、離型が異常であると判定する。
(もっと読む)
成形体の離型装置
【課題】超音波振動装置によって適切な周波数を付与しながら成形体の離型を行う離型装置を提供する。
【解決手段】
離型装置1は、パンチ2と、金型3と、突き出し機構4と、超音波振動子5aを有した超音波振動装置5と、を備える。金型3には、例えば金属粉末6が充填されかつパンチ2によって金属粉末6が押し固められる金型内空間が設けられている。突き出し機構4は、金型3に設けられた貫通孔3cに挿通された突き出し部4aによって金型内空間3aから金属粉末6を外方に突き出す。超音波振動子5aは、金型3の外壁部3dに取り付けられ、超音波振動装置5の周波数は、金型3の共振周波数である。また、超音波振動装置5の周波数が既定値であった場合には、金型3は、金型3の共振周波数が超音波振動装置5の既定周波数になるように金型3が設計変更される。
(もっと読む)
成形品取出し機の電動成形品把持装置
【課題】エアーシリンダを作動して成形品を把持して取出す成形品把持装置に比べて圧縮空気発生装置、該圧縮空気発生装置からエアーシリンダに至るエアー配管等をなくして樹脂成形工場設備を簡易化すると共に設備コストを低減する。また、把持検知器を設けることなく、成形品を把持したか否かを検出することができ、把持爪を小型化及び軽量化する。更に、成形品の把持状態に応じて把持力を可変する。
【解決手段】一対の把持爪を全閉及び全開した際に回転位置検出手段から出力される信号に基づいて一対の把持爪の揺動量に対応する電動モータの回転量による揺動基準データを記憶すると共に全開状態の一対の把持爪間に成形品を位置した状態で一対の把持爪を閉鎖して回転位置検出手段から出力される信号に基づいて一対の把持爪の揺動量に対応する電動モータの回転量による把持検知データを記憶し、該把持検知データに基づいて一対の把持爪による成形品の把持を検知する。
(もっと読む)
樹脂成形品の成形装置および成形方法
【課題】成形した樹脂成形品にバリが生じることなく、かつ正確な離型抵抗力を測定でき、樹脂成形品の品質を保つことができる樹脂成形品の成形装置および成形方法を提供する。
【解決手段】樹脂成形品の成形装置が、キャビティ1を有する金型2と、キャビティ1の底面に設けられた開口部から金型2の底面に設けられた開口部まで連通するエジェクターピン経路9と、エジェクターピン経路9内を移動可能なエジェクターピン6と、金型2の底面の開口部の直下に配置されている突き上げ手段8とで構成されている。また、エジェクターピン6は蓋部3と軸部4とを有し、軸部4はエジェクターピン経路9内に位置し、蓋部3はキャビティ11の底面に設けられた開口部を塞ぐことができるようにキャビティ内に位置する。
(もっと読む)
検査装置
【課題】取出機との間での成形品の受渡しに工夫を施すことにより成形機の横に検査装置を省スペースに設置することを可能とする検査装置を提供する。
【解決手段】成形機3で成形された成形品Mをその撮像画像に基づいて外観検査するための検査装置1であって、照明手段と撮像手段を配置する検査室11が筐体10により囲まれて暗室とされ、検査室11が成形機3の横に設置され、成形品Mを保持する保持部7が検査室11の側板部13の内側面に設けられ、保持部7を設けた側板部13は、その側板12a面に対して垂直方向に移動して開閉され、成形機3から成形品Mを取り出す取出機2と保持部7との間で成形品Mの受渡しを行う受渡し扉として構成される。
(もっと読む)
空気入りタイヤの加硫方法
【課題】未加硫タイヤを加硫成形するときにベント切れを持続的に防止し加硫故障を低減するようにした空気入りタイヤの加硫方法を提供する。
【解決手段】未加硫タイヤの外表面に、変性シリコーンオイルとアルコキシシランとの混合液を塗布した後、該未加硫タイヤを、ベント孔を有する加硫金型に挿入し加硫成形することにより、前記加硫金型のベント孔の表面に、前記混合液の被膜を形成すると共に、該被膜が形成された加硫金型を使用して前記混合液を塗布しない未加硫タイヤを加硫する加硫方法であり、前記変性シリコーンオイルが、末端にシラノール基を有し、分子量が10,000〜100,000であることを特徴とする。
(もっと読む)
ゴム成形用金型
【課題】離型剤を使用しなくても、高い離型効果を発揮し、耐摩耗性に優れる金型を提供する。
【解決手段】金型1の母材4の表面に、Ni−P合金メッキのメッキ皮膜の第1メッキ層12a,12bと、その外側に設けられ、かつNi−P合金メッキのメッキ皮膜にフッ素樹脂粒子が分散した複合メッキ皮膜の第2メッキ層13a,13bとから形成された被覆層11a,11bを形成させ、金型1の成形面とする。第2メッキ層13a,13b中のフッ素樹脂粒子の含有量は、20〜33体積%とする。
(もっと読む)
射出成形金型装置
【課題】構成が簡易な射出成形金型装置を提供することを目的とする。
【解決手段】射出成形金型装置1は、内部にキャビティ4を形成する開閉可能な1対の型板50と、回転ピン10と、スライド部材22とを有する。回転ピン10は、その先端部にキャビティ4内に挿入されるネジ形状の型部材10aを有するとともに、一方の型板8を貫通しつつこの型板8に対して回転可能に構成されている。また、回転ピン10には、ネジ部10cが設けられている。スライド部材22は、一方の型板8に対して、回転ピン10の軸方向に移動可能に配設されており、駆動手段によって前記軸方向に駆動される。スライド部材22には、ネジ部10cと嵌合して、スライド部材22の前記軸方向移動を回転ピン10の回転に変換する複数の歯部22aが設けられている。
(もっと読む)
射出成形用金型
【課題】簡単な構造で、ネジ形成部のかじりの発生を最小限とする射出成型用金型を提案する。
【解決手段】ネジ型の雌ネジ形成部14に形成されたネジ山の外径30と谷径33は、それぞれ雌ネジ形成部14の根元から先端に行くに従って徐々に小さくなるようにテーパが付いている。外径30の前記根元における直径31はISO等に規定された同じ呼び径の雌ネジの谷径36と等しく、前記先端おける直径32は同じ呼び径の雄ネジの外径38より僅かに大きい。谷径33の前記根元における直径34は同じ呼び径の雌ネジの内径37と等しく、前記先端おける直径35は同じ呼び径の雄ネジの谷径39より僅かに大きい。外径30に設けられたテーパの寸法、即ち、直径31と直径32の差の1/2の値は、谷径36と外径38のクリアランスより小さく設定される。谷径33においても、同様に設定される。テーパの寸法はクリアランスの略60%に設定すると良い。
(もっと読む)
81 - 100 / 321
[ Back to top ]