
Fターム[4F202CM90]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | その他の点 (321)
Fターム[4F202CM90]に分類される特許
21 - 40 / 321
樹脂成形品取出し機及び樹脂成形品処理方法
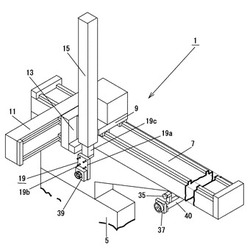
【課題】樹脂成形機から取出された樹脂成形品を樹脂成形機外に開放するまでの途中で所要の処理を実行することにより樹脂成形品の取出し時間が長くなるのを防止する。また、樹脂成形品に対して所要の処理を実行する際に、樹脂成形品の振動を短時間に収束させて樹脂成形品の処理時間を短縮する。
【解決手段】金型及び開放位置に至るチャックユニット(19)の経路途中に処理手段(35)を配置し、チャックユニット(19)が処理手段(35)の位置に停止した際に、静止手段(37・39)によりチャックユニット(19)の振動を収束して静止する
(もっと読む)
プラスチック成形品の成形方法

【課題】賦形面の微細なパターンを精度よく転写できるとともに、離型性及び生産性を向上させることのできるプラスチック成形品の成形方法の提供を目的とする。
【解決手段】プラスチック成形品の成形方法は、ガスが含浸され、固化したプラスチック基板6に対して、賦形面51を転写面61に押圧した状態で、転写面61を加熱し、賦形面51の構造を転写面61に転写する工程と、賦形面51を転写面61に押圧した状態で、プラスチック基板6を固化工程と、押圧した状態を解除することによって、加熱によりプラスチック基板6から放出され、押圧した状態により圧縮されていたガスを膨張させ、この膨張するガスを利用して、離型させる工程とを有する。
(もっと読む)
超軟質発泡体の製造方法
【課題】液状樹脂をモールド型に注入して、このモールド型を加熱することで発泡体原料を硬化、あるいは発泡硬化させることによる超軟質発泡体の製造方法に関し、通気性に優れ、且つ成形時に金型内での収縮が抑制されることで外観の優れた超軟質発泡体を簡便に製造する方法を提供する。
【解決手段】キャビティー内面に発泡体との接着性が強い剥離型4a,4bの開口部5a,5bと、発泡体の離型性が強い面2、3を有し、且つ、この接着性が強い剥離型4a,4bと離型性が強い面2,3を分離することが可能な構造を持つモールド型1を使用する。
(もっと読む)
モールド剥離装置
【課題】シート状のモールドに形成されている微細な転写パターンを被成型品に転写した後、被成型品に貼り付いているシート状モールドを被成型品から剥がすモールド剥離装置において、装置の構成を簡素化する。
【解決手段】転写装置5から離れた箇所に位置しお互いがくっついているモールドMAと被成型品Wとのうちの被成型品Wを保持する被成型品保持体19と、被成型品保持体19で保持された被成型品Wに貼り付いているモールドMAが巻き掛けられ被成型品保持体19に対して移動することで、被成型品WからモールドMAを剥がす剥離ローラ23とを有するモールド剥離装置7である。
(もっと読む)
射出成形型と射出成形機、及び射出成形方法
【課題】 本発明は、成形品を成形した後の型開き中にランナを取除くことができ、成形の自動化が可能な射出成形型と射出成形機、及び射出成形方法を提供することである。
【解決手段】 固定型2の固定取付板11と固定型板13との間に介設され、前記固定取付板11に対して接離する方向に移動可能に支持されるとともに、固定型板13のランナ溝26内に形成されたコールドランナ25を連結するランナ連結部12bを有するランナ保持板12を有し、固定型2に対して可動型3を型開き位置に移動させた状態で、突出し板16を固定型2側に向けて突出させる動作に連動させてランナ保持板12を固定取付板11から離れる方向に移動させてコールドランナ25とランナ連結部12bとの間の連結をリリースするリリース機構51を設けた。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】基板に表面実装した半導体素子を樹脂封止した成形品を、金型から離型する際に生じ得る基板の破損を防止し、歩留まりの高い樹脂封止金型装置および樹脂封止方法を提供する。
【解決手段】キャビティブロック63の上面に設けたキャビティ部68に樹脂封止材料を注入するとともに、プリント基板1に表面実装した半導体素子を投入して樹脂封止する樹脂封止装置である。特に、前記キャビティブロック63と保持装置90の下面に設けた当接部材98とで挟持した前記プリント基板1を、前記キャビティブロック63からトランスファーピン66で突き出し、離型する。
(もっと読む)
圧縮成形型及び圧縮成形方法
【課題】離型フィルムを用いずに圧縮成形を行うことができ、且つ、圧縮成形型の構造をシンプルにすることができる圧縮成形型及び圧縮成形方法を提供する。
【解決手段】シール用樹脂材料20でダミー成形品21と溝部充填部材24を圧縮成形する。溝部はアンダーカット部142を有し、溝部充填部材24はそのまま型抜きできないようになっているため、キャビティからダミー成形品を取り外すとき、ダミー成形品と溝部充填部材が分離する。この結果、底面部材14上面の外周縁部に形成された溝部に溝部充填部材24が残留し、底面部材14と枠部材15の間の隙間が完全に塞がれる。そのため、次にキャビティ13内に封止用樹脂材料22を供給して基板60上の電子部品61を樹脂封止する際に、その隙間に封止用樹脂材料22が入り込むことがない。
(もっと読む)
射出成形機
【課題】成形型装置において成形された成形品を順次受けて所定位置まで下降させて整列させることができる射出成形機を提供する。
【解決手段】材料可塑化供給装置20から供給される溶融樹脂材料が射出装置55の射出ノズルから射出されて成形型装置60のキャビティ67に充填される。成形型装置60の下方には、脱型された成形品100を受ける成形品取出装置70が配置される。成形品取出装置70は、上向きに設置された取出シリンダ71とそのロッド72の先端部に取り付けられて昇降動作する成形品受け部材73とを備える。成形型装置60の下方には、成形品受け部材73が成形品100を受けて所定位置まで下降する直前に成形品100を受け取ってその成形品100を滑走させる払出シュート80が傾斜状に設置される。払出シュート80の下傾端には、成形品100を受け止めるストッパ体83が設けられる。
(もっと読む)
金型装置
【課題】 金型装置において、主型から入子を取外さなくても、折れた押出ピンと押出ピン用ブッシュを交換できるようにすること。
【解決手段】 主型20の内部に入子30を嵌合した状態で、主型20の外部から入子30のキャビティ101にまで貫通する孔40をそれらの主型20〜入子30に設け、押出ピン用ブッシュ50を上記孔40における主型20の外部に臨む開口部21の側から該孔40に挿入するとともに、押出ピン60の押出ピン用ブッシュ50の内径部から主型20の外部に突き出る基端側の外周に遊挿されるストッパ70を主型20の外部に臨む開口部21に設けたねじ部22に螺着し、該ストッパ70により押出ピン用ブッシュ50を上記孔40における主型20の外部に臨む開口部21の側に設けた係止部43に対して締結するもの。
(もっと読む)
固定側成形型、成形型作動部材、傾斜溝角度調整部材及びこれらを有する成形金型のユニット部品並びにこれを用いた外観螺旋模様を有する成形品の成形方法
【課題】外観螺旋模様を有する成形品を成形することができる成形金型のユニット部品を提供する
【解決手段】 可動側型板4の固定側型板3との当接部に配置された可動側成形型8と協働して成形型9を形成し、成形型9の中心軸を中心に回動自在に設けられた固定側成形型7、固定側成形型7の傾斜溝75内を転動する鋼球107cを支持する鋼球支持部材10とを備えるユニット部品、又は、これらに加えて、固定側成形型の外周面に設けられたピニオン状の歯型と係合するラック部と、該ラック部が設けられた一面とは反対側の面に設けられ、成形型9の中心軸とは所定の角度で傾斜する傾斜溝33と、該傾斜溝33の成形型9の中心軸に対する角度を変更する角度調整手段とを有する傾斜溝角度調整部材30を備えるユニット部品。
(もっと読む)
脱型装置および射出成形機
【課題】金型部品を駆動して成形品を脱型する金型を取り付けることができる脱型装置を提供する。
【解決手段】脱型装置(1)を可動盤(2)に設け、可動側金型(47)は脱型装置(1)のプレート(6)に取り付けるようにする。プレート(6)の中央部にくり抜き(9)を明け、回転体(16)を格納する。脱型装置(1)の側方にサーボモータ(7)を設け、サーボモータ(7)の回転軸(41)と回転シャフト(44)を接続し、回転シャフト(44)の先端に傘歯車(45)を固定する。この傘歯車(45)と噛み合う傘歯車(26)を回転体(16)に固定する。サーボモータ(7)を駆動すると回転体(16)が回転し、可動側金型(47)内の所定の回転部材(53)を回転させることができる。
(もっと読む)
射出成形装置
【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】下端がノズルになっており、スティック状成形材料Sが一列に上側から順次供給され、下方側が保熱性の良い材料で構成された縦型射出筒61と、射出筒61の下部を加熱するヒーター65と、スティック状成形材料Sを下方に向かって押し込む押込シャフト75とを備え、押込シャフト75により最上段のスティック状成形材料が押し込まれると、最下段の既に完全溶解した成形材料がキャビティ21に射出されると共に、ヒーター65からの熱がノズルタッチを介して金型9側に伝達される。
(もっと読む)
インプリント用のテンプレート及びパターン形成方法
【課題】インプリント材料の充填速度を制御する。
【解決手段】実施形態のインプリント用のテンプレートは、一方の面に凹凸を有するパターンが形成された第1部材を備え、被加工基板上に塗布された光硬化性のインプリント材料に前記一方の面を接触させた状態で、前記第1部材の他方の面の上から照射された光により前記インプリント材料を硬化して前記パターンを前記インプリント材料に転写するインプリント用のテンプレートである。このテンプレートは、端部領域に第2部材が設けられている。前記第2部材の前記インプリント材料に対する接触角は、前記第1部材の前記インプリント材料に対する接触角より大きい。
(もっと読む)
塗布作業シミュレーション装置
【課題】複数のノズルを備えたスプレー装置に対応し、噴射物の塗布時間を算出する。
【解決手段】塗布作業シミュレーション装置(10)は、スプレー装置(30)に対するノズル(31)の位置および噴射物の噴射形状を指定する指定部(19)と、噴射物の出力等の指令を含むロボット(20)の動作プログラムを実行して、シミュレーションによりロボットの三次元モデルを動作させ、噴射形状の三次元モデルと被塗布部材の三次元モデルとの間の干渉箇所を所定時間毎に算出する干渉箇所算出部(13)と、被塗布部材の三次元モデルの表面上において、干渉箇所のそれぞれにおいて干渉回数を所定時間毎に算出する干渉回数算出部(14)と、所定時間毎の干渉回数から塗布時間を算出する塗布時間算出部(15)と、塗布時間に応じて被塗布部材の三次元モデルの表面を色分けして表示する表示部(16)と、を含む。
(もっと読む)
成形品を成形するための成形装置
【課題】第1成形型と第2成形型とを具備し、これら成形型を組み合わせて1つの成形品を成形する成形装置を提供する。
【解決手段】成形品を成形した後、第1成形型に成形品を把持させた状態で第2成形型を第1成形型から離れるように移動させ、その後、第1成形型に把持されている成形品を第1成形型から押し出すことによって成形品を成形装置50から排出する成形装置50に関するもので、成形品の成形時に第1成形型に把持される成形品の部分に成形品を第1成形型から押し出す方向に延在するリブ20が形成される。
(もっと読む)
射出成形機および射出成形方法
【課題】簡単な構成で、突き出し装置を設ける位置と、これによる成形の自由度または金型の設計の自由度を向上させることができる射出成形機と、射出成形方法を提供する。
【解決手段】本発明の射出成形機置は、閉じすることにより成形品に応じたキャビティを形成する複数の金型1A−1B,1B−1Cからなる成形型と、各金型1A,1B,1Cをそれぞれ支持する台盤2A,2B,2Cと、この台盤2A,2B,2C、に支持された成形型1A−1B,1B−1Cを開閉する型締装置3と、キャビティに成形材料を射出充填する射出装置4と、任意の金型1A,1B,1Cとこれを支持する台盤2A,2B,2Cとの間に取り付け可能な突き出しブロック5とを備えている。
(もっと読む)
樹脂成形品取出し機
【課題】短い上下ストロークでチャックを長いストロークで昇降させることができ、装置を小型化及び軽量化する。チャックの回動移動方向を確実に制御して樹脂成形品取出し動作を実行する。
【解決手段】樹脂成形機の固定プラテンの上面に固定された本体フレームに対して上記中心軸線と一致する方向へ延出する前後フレームに移動可能に支持される前後可動体に設けられた上下フレームに上下可動体を上下方向へ移動可能に支持する。上下可動体に対して支持軸を中心に回動アームを回動可能に支持すると共に円盤部材を中心が上記支持軸の軸心に一致して固定する。回動アームの先端部に回転可能に軸支される回転体と円盤部材に回転力付与部材を設ける。回転体に、下部に樹脂成形品を保持するチャックが取り付けられたチャックロッドを固定する。上下可動部材の下部に、一端部が回動可能に軸支された搖動アームの他端部を回動アームに連結する。搖動アームを搖動して回動アームの回動方向を制御する回動方向制御手段を設ける。
(もっと読む)
レンズの製造方法及びレンズ並びに撮像装置
【課題】一般的なエネルギー硬化性の樹脂でレンズを製造するにあたって、製造プロセスの停滞を回避して効率化を図る。
【解決手段】下型52の成形面62上にエネルギー硬化性の樹脂Mを供給する供給工程と、上型51と下型52との間隔を狭め、供給された樹脂Mを上型51及び下型52の双方の成形面60,62で挟んで成形する成形工程と、成形された樹脂Mにエネルギーを供給して硬化させる硬化工程と、上型51と下型52との間隔を広げ、硬化された樹脂Mからなるレンズ20を成形型50から取り出す離型工程と、を備え、成形工程で上型51と下型52との間隔を狭めた後において、胴型53の内周面64における樹脂Mと接触する接触部64aと該接触部の上側に隣接する非接触部64bとの境界線L1が、その周上の少なくとも一部で上型51の成形面60の延長と胴型53の内周面64との交線L2よりも下側にある。
(もっと読む)
射出成形機およびその成形方法
【課題】
第1の金型が取付け可能な第1の盤と第2の金型が取付け可能な第2の盤との間に、型開閉方向と直交する方向の軸を中心に回転され中間金型が取付け可能な回転盤が設けられた射出成形機およびその成形方法に関し、特には第1の盤または第2の盤の少なくとも一方に突出装置が設けられたものにおいて、一般的な成形品の成形することも可能とする。
【解決手段】 第1の金型21が取付け可能な第1の盤22と第2の金型23が取付け可能な第2の盤24との間に、型開閉方向と直交する方向の軸Aを中心に回転され中間金型20,20が取付け可能な回転盤18が設けられた射出成形機11において、前記第1の盤22または第2の盤24の少なくとも一方には突出装置30,31が設けられるとともに、前記回転盤18には突出装置30,31によって作動されるロッド51が挿通される孔52を設ける。
(もっと読む)
成形品吸着ユニット及び成形品吸着部材
【課題】取り付けスペースを狭小化して小型化する。
【解決手段】外周面に多数の孔が軸線方向へ樹脂成形品における製品間隔をおいて形成された共通排気管23・25と、樹脂成形品の製品に相対する上部に一側面が開放し、他側面が閉鎖され、樹脂成形品の製品を吸着する多数の吸引孔33aが形成された開口凹所33を有すると共に基端側に上記共通排気管に挿嵌して固定され、かつ孔に一致する空気流路が形成された固定部を有した吸着本体29、上記吸着本体内に収容され、上記吸引孔に接続される負圧発生手段37、上記負圧発生手段に圧縮空気を供給する圧縮空気供給部39、上記開口凹所の開放側面側に設けられ、開口凹所内に光を照射する発光部材及び上記空間部からの戻り光を受光する受光部材からなる光検知部材を備えた成形品吸着部材3とからなる。該共通排気管に対して複数の該成形品吸着部材を、樹脂成形品の製品に相対して位置変更可能に取り付ける。
(もっと読む)
21 - 40 / 321
[ Back to top ]