
Fターム[4F202CP06]の内容
プラスチック等の成形用の型 (108,678) | ベント、空気抜き (1,466) | 吸引機構を有するもの (400)
Fターム[4F202CP06]の下位に属するFターム
型全体を減圧雰囲気下に置くもの (54)
Fターム[4F202CP06]に分類される特許
21 - 40 / 346
発泡成形装置及び発泡成形方法
【課題】カウンタープレッシャー法を採用した発泡成形において、発泡性樹脂の充填完了時等の所定の時期に、速やかにキャビティ内のガスを排出することにある。
【解決手段】発泡成形装置は、発泡性樹脂が射出されるキャビティを形成するための金型と、キャビティ内を加圧状態にするためにガスを圧入するためのガス圧入装置と、ガス圧入装置によりキャビティ内に圧入されたガスを大気に放出するために金型に形成されたガス放出口と、キャビティ内への発泡性樹脂の充填動作が行われている間はガス放出口を塞ぎ、設定されたガス放出時にガス放出口を開く放出口開閉機構と、を有する。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品

【課題】トランスファー成形法によって成形品を製造する場合において、成形品の表面を平滑にすることができるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品を提供する。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含んでなる成形材料をポット15に収容し、前記成形材料を加熱・溶融して前記ポットの底部とキャビティとの間を連通させる連通路17を介して前記キャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う方法であって、前記成形材料は、粉粒状の前記無機材料の表面に前記熱硬化性樹脂を被覆し、前記熱硬化性樹脂の前記無機材料に対する配合比が18質量%〜35質量%で被覆してなり、金型のパーティング部に前記キャビティ側のガスを吸引して排出する空気流路を設け、該空気流路から吸引しながら成形材料の溶融物を注入する。
(もっと読む)
樹脂モールド装置
【課題】モールド金型にワークと共に搬入された樹脂が金型クランプ面からの加熱により硬化が進まないように搬入して金型クランプ時のモールド樹脂の流動性を確保することで成形品質を向上させた樹脂モールド装置を提供する。
【解決手段】プレス部Cに備えたモールド金型には、半導体チップ粘着面側に樹脂が供給されたキャリアプレートKを金型クランプ面より離間させて支持するワーク支持部37が金型クランプ状態において金型クランプ面より金型内に退避可能に設けられている。
(もっと読む)
有孔コールシートを使用した複合パーツの樹脂注入
【課題】繊維構成要素の領域全体の樹脂の供給の最適化を可能にすることにより、構成要素の特定領域への樹脂の供給量を制御すると同時に、剥離層の必要を除去できる、樹脂注入の方法及び装置が必要である。また、パーツに跡を残すことなく、注入される構成要素の上に直接樹脂供給のハードウェアを位置づけすることにより、工具の適応性を向上させると同時に滑らかに仕上がった硬化パーツを提供する樹脂注入装置も必要である。
【解決手段】樹脂が注入された複合パーツは、パーツ全体の樹脂の流れを最適化し、複雑なパーツに対して簡素化された工具及び消耗品の構成を可能にすると同時に、滑らかな空気力学的コール側面又はバッグ側面仕上がりを達成するために、孔を有するコールシートを使用して製造される。
(もっと読む)
成形金型
【課題】光学素子の作製において、テーパーピン等の位置決め部に起因する成形品の劣化を低減し、所期の性質を有する成形品を得ることができる成形金型を提供すること。
【解決手段】通気部54によって、第1及び第2位置決め部51,52の離間時において第1及び第2位置決め部51,52の間に空気を供給することで両位置決め部51,52における真空破壊を回避して抜き抵抗を低減できる。また、通気部54によって、第1及び第2位置決め部51,52の嵌合時において第1及び第2位置決め部51,52の間の空気を排出することで両位置決め部51,52間に残留気体が存在しないようにできる。これにより、金型41,42を用いた光学素子の作製において、位置決め部51,52に起因する成形品の劣化を低減し、所期の性質を有する成形品を得ることができる。
(もっと読む)
射出成形金型、及び成形品の製造方法
【課題】中空部分を有する成形品を製造するために用いられ、且つ成形品の成形不良が抑制され得る射出成形金型を提供する。
【解決手段】本発明に係る射出成形金型1は、中空部分を有する成形品を形成するために用いられる。前記射出成形金型1は前記中空部分を形成するための中子2を備え、前記中子2に、この中子2の表面で開口するベント5が形成されている。
(もっと読む)
射出成形装置
【課題】熱効率を向上させることができる射出成形装置の提供。
【解決手段】金型12を通ってキャビティ11に開口する挿入穴30と、挿入穴30のキャビティ11への開口部を開閉可能な楔形の頭部31を有して挿入穴30に挿入される突出ピン32と、突出ピン32の頭部31とは反対側に固定されるエジェクタプレート33と、エジェクタプレート33を介して突出ピン32をキャビティ11内に突出させる突出機構34とを有し、突出ピン32は、凹部31aが形成された頭部31と頭部31から延びる軸部40とを有するピン本体37と、軸部40が挿入され軸部40との間に頭部31の凹部31aに連通する送風通路47を形成するスリーブ38とが一体化されて構成され、エジェクタプレート33内には送風通路47に連通する連通路57が形成され、連通路57に熱風送風手段60が接続されている。
(もっと読む)
成形用金型及び該成形用金型を備えた成形装置
【課題】内筒体と外筒体と該両筒体の間に配設される中間筒体と各筒体の間に介設されるゴム材料とを一体成形するための成形用金型において、型閉じ状態にて、中間筒体により区画される内筒体側の内側キャビティと外筒体側の外側キャビティとのそれぞれにゴム材料を充填する際に、各キャビティ内に発生する加硫ガス等に起因した剥離や膨れといったゴム材料の成形不良を防止する。
【解決手段】外側キャビティ17に連通するエア排出流路を備えるとともに、ゴム注入流路を、内側及び外側キャビティ16,17にそれぞれゴム材料を導く内側及び外側注入流路部36,37に分岐させて、各注入流路部36,37の流路断面積を、外側キャビティ17へのゴム材料の充填速度が、内側キャビティ16へのゴム材料の充填速度以下になるように設定した。
(もっと読む)
圧縮成形用金型及び圧縮成形方法
【課題】被成形品に全体的及び部分的な厚み誤差があっても適切なクランプを被成形品に対して行いながら安定して被成形品を圧縮封止することができる。
【解決手段】相対的に接近・離反可能な上型112と下型140とを有し、被成形品102を上型112と下型140との間に形成されたキャビティに配置して樹脂104にて圧縮封止を行う圧縮成形用金型100であって、上型112は、内部に第1流路124と被成形品102を保持する表面に第1流路124と連通する吸着口124Aとが設けられた上圧縮型122と、緩衝ばね128を介して上圧縮型122を相対的に接近・離反可能な方向(Z方向)で変位可能に支持する上主型116とを有し、且つ、減圧状態を生じさせる第1エア吸引機構130に接続され上型112内に設けられるとともに少なくとも一部が変形可能で第1流路124に連通する第1密閉領域125を備える。
(もっと読む)
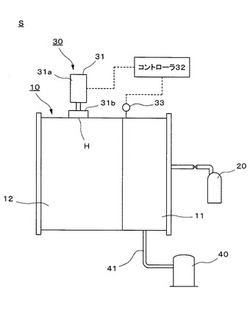
発泡樹脂成形体の成形方法及びその装置
【課題】 キャビティ内にガスを注入してそのガス圧により発泡樹脂材料の発泡を抑制しながら発泡樹脂材料を射出充填するカウンタープレッシャ法を用いた発泡樹脂成形体の成形方法において、残留ガスによる凹跡等の発生をなくして優れた外観を呈する発泡樹脂形成体を得る。
【解決手段】
キャビティ13内にガスを注入してキャビティ13内のガス圧を一定に保持しながら発泡樹脂材料を射出充填し、この射出充填完了直前又は完了時から発泡開始に至る間に、キャビティ13内に臨ませた開口端部に焼結金属又は焼結セラミックからなる多孔質部材29を有するガス強制排出通路28を通じてキャビティ13内に緩やかな吸気力を作用させることによりキャビティ13内のガス圧を常圧にまで徐々に低下させ、キャビティ13内の全ての残留ガスを円滑に排除する。
(もっと読む)
タイヤ加硫用ブラダーのパンク検出装置およびパンク検出方法
【課題】タイヤ加硫用ブラダーに発生したパンクの検出感度を向上させることができ、また、メンテナンス負担を軽減でき、装置寿命を延ばすことができるタイヤ加硫用ブラダーのパンク検出装置およびパンク検出方法を提供する。
【解決手段】センサボックスと、生タイヤの加硫中にタイヤ加硫用ブラダーの内部から漏れ出る加熱加圧媒体の蒸気をセンサボックスに誘導する導入管と、センサボックスに導入された前記蒸気を検出するセンサとを備えたタイヤ加硫用ブラダーのパンク検出装置であって、センサボックスへの前記蒸気の導入を、真空引きにより行うバキューム手段、および/または、センサボックス内にエアを供給して、センサボックス内のエアを排出するエア供給排出手段が備えられているタイヤ加硫用ブラダーのパンク検出装置とこの検査装置を用いたタイヤ加硫用ブラダーのパンク検出方法。
(もっと読む)
射出成型装置および樹脂の成形体の製造方法
【課題】キャビティの形状によっては、樹脂が既に充填されている部分にもさらに樹脂が注入されるため樹脂がキャビティ内から溢れてしまい、樹脂の使用効率が悪いという課題を解決して、かつ樹脂を成形する射出成型装置および樹脂の成形体の製造方法を提供するものである。
【解決手段】第一の型と第二の型によって形成されるキャビティを有する型を用いて樹脂を成形する射出成型装置において、減圧された空間の容積である減圧容量を独立に制御可能で、前記キャビティに接続可能なキャビティ接続端部を有する複数のアウトゲートを持つことを特徴とする射出成型装置である。減圧された空間の容積である減圧容量を独立に制御することにより、キャビティの形状が複雑な成形体を形成する場合であっても、キャビティ内の樹脂の充填されていないそれぞれの領域が、適切な減圧容量で減圧される。そのため、キャビティ内から溢れる樹脂の量が少なく、樹脂の使用効率が悪いという課題が解決できるようにした。
(もっと読む)
光照射成形装置及び方法
【課題】熱可塑性樹脂を予め溶融させてキャビティへ注入する装置が不要になり、少ない熱可塑性樹脂の使用量で成形品を成形することができる光照射成形装置及び方法を提供すること。
【解決手段】光照射成形装置1は、光Xを透過する性質を有するゴム材料からなると共に互いに合わさる対向側にキャビティ20を形成する一対のゴム型部2A、2Bと、一対のゴム型部2A、2Bの表面から、キャビティ20に配置した粒子状の熱可塑性樹脂6に光Xを照射する光照射手段4とを備えている。光照射成形装置1は、光照射手段4から照射する光Xによってキャビティ20に配置した熱可塑性樹脂6を溶融させながら、一対のゴム型部2A、2Bを互いに接近させ、容積が縮小したキャビティ20に熱可塑性樹脂6の成形品7を成形するよう構成してある。
(もっと読む)
植物系樹脂ペレット及びその製造方法並びに植物系樹脂材料による射出成形装置
【課題】溶融粘度が低く、成形性に優れるとともに、天然木材等に近い良好な外観を付与することが可能で、しかも成形時の変色(焼けこげ)が抑制され、物性に優れる成形品を得ることができる木質樹脂ペレット、植物系樹脂ペレット及びその製造方法を提供する。
【解決手段】この発明にかかる木質樹脂ペレットは、木粉70〜91重量部と、融点を40〜100℃の間に持つワックス材料1〜15重量部とからなり、また、この発明にかかる植物系樹脂ペレットは、植物系粉末70〜91重量部融点と、40〜100℃の間に持つワックス材料1〜15重量部とからなる。
(もっと読む)
薄板樹脂製パネルおよびその製造方法
【課題】発泡樹脂製芯材シートと表皮材シートとの接着性を確保するとともに、金属製補強板の厚み方向の固定を可能とする薄板樹脂製パネルおよびその製造方法の提供。
【解決手段】内表面120同士を合わせることにより内部空間を形成する複数の発泡樹脂製芯材シート122と、該複数の発泡樹脂製芯材シート122それぞれの外表面123全体に接着された表皮材シート124と、内部空間に保持された金属製補強板125とを有し、複数の発泡樹脂製芯材シート122の一方は、内表面120に凸部130を有し、複数の発泡樹脂製芯材シート122の他方は、内表面120に、凸部130と相補形状の凹部131を有し、凸部130が凹部131に嵌合することにより、複数の発泡樹脂製芯材シート122により金属製補強板125を挟み込み、厚み方向に固定することを特徴とする薄板樹脂製パネル100。
(もっと読む)
樹脂製パレットおよび樹脂製パレットの製造方法
【課題】滑り止め用突起の耐久性を確保しつつ、使い勝手の良好な樹脂製パレットを提供する。
【解決手段】一方の表面302に荷物を載置する樹脂製パレット300であって、それぞれ、荷物の底面に食い込み可能なように、前記一方の表面302から所定高さまで突出する複数の滑り止め用第1突起319が前記一方の表面302に設けられ、複数の滑り止め用第1突起319はそれぞれ、その外周全体に亘って、前記一方の表面302から窪んだ第1周溝を有する、ことを特徴とする樹脂製パレット300。
(もっと読む)
射出成形用金型装置
【課題】射出成形金型において、キャビティからのガス排気をさらに促進して、欠陥のない高精度、高品質の射出成形品を提供する。
【解決手段】固定側金型Aのキャビティプレート5に嵌入した入れ子13のキャビティCの外端部に直接連通した環状ガスベント溝20を刻設し、その周囲に連通したより深い環状ガス抜き溝21を形成し、さらに環状ガス抜き溝に対して鉛直かつ固定側取付け板3方向に総流路横断面積が大きい複数のガスベント孔16を、入れ子及びキャビティプレートを貫通するように形成する。そして、複数のガスベント孔の開口端を固定側取付け板3にパーティング面に平行に穿って形成した複数のガス逃げ孔17に連通させ、その開口端にガスタップ19を形成する。これによって、キャビティから環状ガスベント溝、環状ガス抜き溝、ガスベント孔及びガス逃げ孔とを介してキャビティ内の溶融樹脂から発生したガスを排気する。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】基材の表面に表皮材を貼り付けるに際し、表皮材に過度の引張歪を生じさせることなく、もって、品質に優れ、耐久性の高い基材および表皮材からなる部材を製造することのできる表皮材の貼り付け装置および貼り付け方法を提供する。
【解決手段】上下のチャンバー1,2と、下チャンバー2内で基材Wを載置しながら上チャンバー1側へ上昇自在な載置台6と、上チャンバー空間K1を加圧する加圧手段、下チャンバー空間K2を真空引きする吸引手段、表皮材Sを加熱軟化させる加熱手段を備え、載置台6は基材Wをスライドさせるスライド手段を備え、載置台6を上昇させて基材Wの突部Tを表皮材Sに当接させて支持部Rを形成し、スライド手段にて基材Wをスライドさせて支持部Rから一方側の表皮材領域S1を引っ張り、他方側の表皮材領域S2を弛ませた後に、表皮材Sの軟化と加圧および真空引きにて表皮材Sを貼り付ける貼り付け装置10である。
(もっと読む)
差圧成形装置、及び、差圧成形シート製造方法
【課題】差圧成形のサイクルタイムを短縮することを課題とする。
【解決手段】シートS1をシート保持部21で保持するシート保持手段20と、シート保持部21で保持されたシートS1の一面S1aに対向した凹部32を有する閉空間形成体30と、シート保持部21で保持されたシートS1の他面S1b側に配置されて凹部32に対向した成形型40と、を用い、凹部32内に負圧を作用させながら閉空間形成体30をシートS1の方へ移動させてシートS1の一面S1aと凹部32とで囲まれた成形前空間SP1を形成し、成形前空間SP1の圧力よりもシートS1の他面S1b側の圧力が低くなる差圧を設けてシートS1を成形型40に密接させて成形する。
(もっと読む)
車両用内装部品の製造装置
【課題】 本発明は、接着剤を塗布、あるいはラミネートした表皮材の裏面に直接エアを供給し、接着剤の粘着力を弱めて表皮材の離型を容易にする構造を有する車両用内装部品の製造装置を提供する。
【解決手段】 車両用内装部品の樹脂芯材に、接着剤層が形成された表皮材を貼着する製造装置であって、樹脂芯材が装着される成形型17と、成形型17の外周部に沿って設けられ、樹脂芯材に貼着された表皮材の周辺部裏面にエアを供給して離型を促進するエア供給部26と、エア供給部26に接続されるエア供給系と、を備え、エア供給部26は、エア供給系26から供給されたエアを噴出する複数の噴出孔24を有する。
(もっと読む)
21 - 40 / 346
[ Back to top ]