
Fターム[4F202CP06]の内容
プラスチック等の成形用の型 (108,678) | ベント、空気抜き (1,466) | 吸引機構を有するもの (400)
Fターム[4F202CP06]の下位に属するFターム
型全体を減圧雰囲気下に置くもの (54)
Fターム[4F202CP06]に分類される特許
81 - 100 / 346
エジェクターピンの周囲を使って射出成形機の金型に窒素ガスを送り込む方法および装置
【課題】 キャビティ内に窒素ガスを送り込むだけでは、どうしても空気を追い出すのに時間がかかっていた。 また、時間をかけたとしても、キャビティ内の空気を完全に追い出すことが出来ない場合もあった。
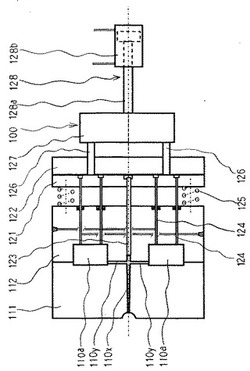
【解決手段】 射出成形機100の金型111、112によって形成されたキャビティ110aに、エジェクターピン124の周囲を使って減圧しながら、そこにエジェクターピン124の周囲を使って窒素ガスを送り込み、少なくとも金型111、112をタッチさせた状態で減圧と窒素ガスを送り込むことを終了してから、その後キャビティ110aに溶融した樹脂を送り込むことを特徴としている。
(もっと読む)
射出成形機の金型に窒素ガスを送り込む方法および装置

【課題】 キャビティ内に窒素ガスを送り込むだけでは、どうしても空気を追い出すのに時間がかかっていた。 更に、時間をかけたとしても、キャビティ内の空気を完全に追い出すことが出来ない場合もあった。
【解決手段】 射出成形機100の金型111、112によって形成されたキャビティ110aから離れた合わせ面に位置している窒素ガス吐出口50bに窒素ガスを送り込むことが出来るように形成した窒素ガス供給回路50と、スプールエジェクターピン123の外周に接続した排気回路70と、各種の時間や各種の距離や各種の速度や各種の開閉を含めて制御することが出来るコントローラを配設した。
(もっと読む)
射出成形金型用気体吸引装置
【課題】射出成形金型における金型内の気体を効果的に吸引すると同時に、外部から取り込んだ気体を金型内のガス抜き溝へ排出し、クリーンなエアを使用して1サイクル毎にクリーニングすることができる。
【解決手段】気体吸引装置が同軸上に配置された内空間と外空間からなるシリンダをシリンダ底1とシリンダ蓋4とによって挟持し、前記シリンダの内空間には可動側ピストン5又は吸引ピストン7が配置され、前記シリンダの外空間には吸引ピストン7又は可動側ピストン5が配置され、前記シリンダ底には気体を吸引排気するための気体流通回路に接続される複数の貫通孔が穿設され、前記シリンダ蓋4には前記可動側ピストン及び吸引ピストンに連接するピストンロッド6の軸受孔が穿設されていることを特徴とする射出成形金型用気体吸引装置21である。
(もっと読む)
真空吸着装置及び真空吸着装置を備える成形品取出機
【課題】真空手段の作動及び停止を行なうための圧力設定を成形品毎に行なうことなく、簡単な制御で真空手段によるエネルギー消費量を軽減するとともに、成形品の落下を防止する真空吸着装置を提供する。
【解決手段】吸着部材に真空圧を作用させる真空手段と、真空手段と吸着部材との連通又は連通の遮断を行なう圧力保持弁と、配管を介して吸着部材内の圧力を検出する圧力検出器と、真空手段及び圧力保持弁の作動を制御する制御手段とを備える。制御手段は、圧力保持弁を開き、真空手段を作動させて、吸着部材によりワークを吸着しているときに、圧力検出器で検出した圧力が所定時間一定となった場合には、圧力保持弁を閉じ、真空手段の作動を停止させ、その後、圧力検出器で検出した圧力が一定幅低下した場合には、圧力保持弁を開き、真空手段を作動させる制御を行なう。
(もっと読む)
内蔵型チルベント、成形金型及び成形製品
【課題】環状の成形製品を製造する場合に溶融成形材料中に含まれるガスをキャビティの内側から排出することが可能で、かつ、小型化することが可能な内蔵型チルベントを提供する。
【解決手段】オス型ブロック100と、メス型ブロック200とを備え、オス型ブロック100とメス型ブロック200との対向面にはキャビティからのガスGを通過させるとともに溶融成形材料を冷却固化するためのガス通過路30が形成され、さらにはガス導入路20とガス排出路40とが形成され、キャビティの内側に取り付けて用いる内蔵型チルベント10。オス型ブロック100は、オス型ブロック本体部110及び凸部120を有し、メス型ブロック200は、メス型ブロック本体部210及び凸部120との間にガス通過路30が形成されるような形状を有する凹部220を有し、メス型ブロック200には、凹部220を取り囲むように冷媒流路212が形成されている。
(もっと読む)
樹脂成形品の製造方法、及び成形型
【課題】電気的な接続信頼性の低下が抑制された樹脂成形品の製造方法、及び該樹脂成形品を形成する成形型を提供する。
【解決手段】電気的な接続機能を有する配線部材の一部が樹脂成形部材から露出された樹脂成形品の製造方法であって、配線部材におけるボンディングワイヤとの接続部位を含む一面との接触面に、該接触面から外面までを貫通する貫通孔が形成された成形型を用い、接触面に一面を当接させて、配線部材を成形型の内部に配置する配置工程と、成形型の内部に溶融樹脂を注入し、溶融樹脂を冷却固化することで、樹脂成形部材を形成する形成工程と、を有する。
(もっと読む)
圧縮樹脂封止成形に用いられる離型フイルム装着方法及び装置
【課題】離型フイルムを用いて半導体素子等の電子部品を圧縮樹脂封止成形する際にこの離型フイルムを下型キャビティ面に効率良く装着する。
【解決手段】樹脂封止成形用の上型6と下型10とを離反させた状態で下型のキャビティ面106に成形品離型用のフイルム16を供給し、次に、下型のキャビティ面106に張設された離型フイルム16における下型キャビティ部の外方周縁部に対応する周縁部位を吸引支持し、この状態で、離型フイルム16に圧縮エアA1を供給して膨らませながら離型フイルム16を下型キャビティ面106にフイット211bさせる。また、このとき、下型キャビティ面106側から離型フイルム16を吸引22する減圧作用を併用して離型フイルム16の装着を補助する。
(もっと読む)
樹脂成形機の金型に窒素ガスを送り込む方法および装置
【課題】 金型というものは何点かの部品によって構成されていて、当然その間には隙間を形成することになり、その隙間によって金型によって形成されているキャビティに窒素ガスを送り込もうとする場合には、濃度を上げるのに手間がかかった。 一方、濃度を上げるのを容易にしようとするには、隙間を狭くすれば良いのであるが、高額の費用を必要とした。
【解決手段】 樹脂成形機410の金型411を閉じた直後に金型411によって形成されたキャビティ410aを減圧して窒素ガスを送り込み、その後キャビティ410aに溶融した樹脂を送り込むようにした。
(もっと読む)
樹脂発泡成形体
【課題】樹脂発泡成形体の表面に対して表皮材を貼着する際に、樹脂発泡成形体の表面と表皮材との間にエア溜まりが発生することを防止する。
【解決手段】樹脂発泡成形体40は、上型12と下型14の間に形成されたキャビティ16内に発泡剤が添加されている溶融樹脂18を射出して充填した後に、上型12と下型14を互いに所定の距離だけ離間させることによって、キャビティ16内に充填された溶融樹脂18を発泡膨張させることで成形されている。樹脂発泡成形体40は、当該樹脂発泡成形体40を表裏に貫通する真空吸引孔20と、真空吸引孔20を中心に放射状に形成された線状の溝である凹部26と、凹部26よりも外側の領域に形成された格子状の溝30と、凹部26と格子状の溝30との境界領域に形成された環状の溝32と、を有している。格子状の溝30は、環状の溝32を介して凹部26に連通している。
(もっと読む)
フレネルレンズ、フレネルレンズ製造装置及び方法
【課題】フレネルレンズ、フレネルレンズ製造装置と方法を提供する。
【解決手段】
本発明のフレネルレンズ、フレネルレンズ製造装置と方法は、フレネルレンズは、ガラス材質が成形する基板と可塑性材質により基板に一体に成形されるフレネル構造を設ける。その製造方法は、まず、可塑性材料を成形装置中に加え;次に、該可塑性材料を固化し、フレネル構造を形成し;最後に、成形装置を分離し、基板上に該フレネル構造を一体に成形し、フレネルレンズを成形することを含む。フレネルレンズ製造装置がフレネルレンズの基板と接続する成形装置を設け、該成形装置がフレネルレンズのフレネル構造に対応する成形部を設け、成形部が可塑性材料をフレネル構造に形成する。従って、ガラス材質基板上にプラスチック材質のフレネル構造を一体に成形し、フレネルレンズにプラスチックレンズの低コストとガラスレンズの高耐候性を持たせる。
(もっと読む)
射出成形装置及び射出成形方法
【課題】非酸化性ガスで置換された空間内で成形を行うことにより樹脂焼けによる品質劣化のない射出成形品を得る。
【解決手段】射出成形機12により成形品73を成形する射出成形装置10において、可動型26と固定型24の間の空間(置換室43)を気密に覆う隔壁42と、この隔壁42に設けられた給気管58及び排気管60と、給気管58から置換室43に窒素ガス(N2ガス)を供給する非酸化性ガス発生装置14とを備えている。
(もっと読む)
繊維強化樹脂成形体の製造装置及び製造方法
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置及び製造方法を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
射出成形装置及び射出成形方法
【課題】成形品の離型を真空雰囲気で行い得る射出成形装置及び射出成形方法を提供する。
【解決手段】固定型4及び可動型5それぞれの型合わせ面25,26が密着したとき形成されるキャビティ13であってそのキャビティ13で成形された成形品24が固定型4のキャビティ13面および可動型5のキャビティ13面のいずれか一方のキャビティ13面に付着して型開きするように構成されたキャビティ13と、キャビティ13に端面が露出する突出ピン11と、両型合わせ面25,26間の間隙Dが所定間隙値以内のとき両型合わせ面25,26間を気密にしキャビティ13を囲繞して設けられるパッキング6と、パッキング6とキャビティ13端部との間の固定型4および可動型5の少なくとも一方の金型の型合わせ面25,26またはパッキングの内側で型合せ面25,26以外にキャビティ13に連通可能に開口する吸引穴12とを有する金型装置3を備えた。
(もっと読む)
樹脂モールド装置および樹脂モールド方法
【課題】比較的簡単な構成で容易、かつ正確にエアベント部の開口度の調整が行える樹脂モールド装置を提供する。
【解決手段】上下金型12、14が型閉じされる際、クランパー30とエアベントピン38とが相対的に移動し、上下金型12、14が中途まで型閉じされた際には、エアベントピン38がエアベント溝35を完全には閉止せず、エアベントを可能にし、上下金型12、14の型閉じ完了直前に、エアベントピン38がエアベント溝35を閉止して樹脂がエアベント溝35から外部に漏れるのを防止することを特徴とする。
(もっと読む)
包装用容器における蓋体の成形装置及びこれを用いた蓋体の成形方法
【課題】 糸尻4をきれいに成形することができ、且つ、長時間の連続成形が可能となる包装用容器における蓋体1の成形装置及びこれを用いた蓋体1の成形方法を提供する。
【解決手段】 蓋体1の天面部2に相当する部分を成形する天面成形部20と、蓋体1の側壁部3に相当する部分を成形する側壁成形部30とを含み、天面成形部20の周縁に糸尻成形用の溝40が設けられる雌型10と、該雌型10に対応する雄型15であって、雌型10の溝40に挿入される糸尻成形用の突出部41が設けられる雄型15とを備え、雌型10の溝40と連通しつつ該溝40に沿って配置され、該溝40よりも大きな断面積を有し、吸引手段により真空引きが可能なチャンバー42が雌型10に設けられることを特徴とする。
(もっと読む)
圧空成形用金型
【課題】深絞り成形を可能とし、微細な凹凸形状(例えばタ゛イアカット調の形状等)の転写性の向上及びあるいは角部をシャープな形状に成形することを可能ならしめる、真空成形法又は圧空成形法に使用するための金型を提供する。
【解決手段】加熱した樹脂シートをクランプし、空気圧を利用して当該樹脂シートを成形する真空成形法または圧空成形法に使用する金型であって、通気性を有するポーラスな状態で形成された通気焼結部分からなる表面層と、通気性を有しない完全溶融部分からなる内部層から構成され、当該内部層には、表面層に連通する排気のための一又は複数の通気回路を設けられており、当該表面層は当該内部層の外表面に設けられている構成としている。
(もっと読む)
金型のマルチ加熱冷却システム
【課題】複数の成型機の金型に対して一台の温度調節装置により蒸気、温水、冷却水等を切り替え供給して成型を行い、かつガス抜き装置も備えたマルチ加熱冷却システムを提供する。
【解決手段】金型のマルチ加熱冷却システムは、2台の成型機8a、8bの金型内温度センサTC1〜TC4を備える各金型1〜4に蒸気、温水、冷却水を送る蒸気加熱ユニット30、温水加熱ユニット35、冷却ユニット40と、2台の成型機の各金型との間に配管で接続した一台の温度調節装置10と、金型内の温度センサによる検出温度に基づき、予め格納した温度判定用プログラムに従い各金型の温度を判定して温度調節装置を制御し、2台の成型機の各金型への成型サイクルに応じた蒸気又は温水、冷却水の切り替え供給及び排出を実行させる制御手段50の制御の基に各金型内のガス、エアーの吸引・排出、各金型内のブローを行うモールドバック80と、を有する。
(もっと読む)
複合樹脂成形品およびその製造方法
【課題】 樹脂芯材とその表面を覆う樹脂外皮とを熱溶融性表面材を介在させて溶着して一体化することにより、強度および剛性にすぐれた複合樹脂成形品およびその製造方法を提供する。
【解決手段】 樹脂芯材2を樹脂外皮で覆ってなる複合樹脂成形品である。樹脂芯材2とその表面を覆う樹脂外皮とを熱溶融性表面材13を介在させて溶着して一体化する。樹脂外皮の少なくともその一方の壁の外面が、ブロー成形時に加圧流体通路とするために形成した凹凸面12をなしている。樹脂芯材2は、その厚み方向に貫通する空洞を多数有するハニカム構造である。
(もっと読む)
強化繊維基材積層装置及び強化繊維基材積層方法
【課題】簡単な構成で強化繊維基材の積層位置を正確に示すことができ、強化繊維基材を容易に位置決めできる強化繊維基材積層装置及び強化繊維基材積層方法を提供する。
【解決手段】非磁性体からなる成形型2の予め設定された積層端末基準位置L1に埋設された電磁石5に通電して、その磁力により磁性体8を積層端末基準位置L1に保持する。従って、強化繊維基材21の積層位置を正確に示すことができる。そして、その磁性体8を目印として、強化繊維基材21の積層端末22aを積層端末基準位置L1に一致させて強化繊維基材21を成形型2に積層する。従って、強化繊維基材21を容易に位置決めして積層することができる。
(もっと読む)
圧縮成形金型に対する離型フィルム吸着方法および圧縮成形金型
【課題】圧縮成形金型の表面への離型フィルムの吸着時間を短縮でき、装置のサイクルタイム向上、装置の生産性の向上、更には単位当りのコスト上昇の防止を可能とする。
【解決手段】枠状金型116の表面116Aの位置に対して圧縮金型118の表面118Aの位置を凹ませることにより段差Dを形成し圧縮成形金型100の表面に凹部140を形成した後に、少なくとも当該凹部140を含む圧縮成形金型110の表面を被覆するように離型フィルム128を供給することによって当該離型フィルム128と凹部140にて区画される空間Xを形成し、当該空間X内を減圧した状態で、段差Dを消滅させる方向に枠状金型116を移動させる。
(もっと読む)
81 - 100 / 346
[ Back to top ]