
Fターム[4F204EB12]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (4,116) | 予め形成された挿入物等との一体化成形 (1,633) | インサート成形 (461)
Fターム[4F204EB12]に分類される特許
61 - 80 / 461
台所部材及び台所部材の製造方法
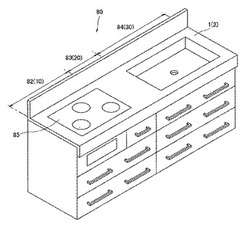
【課題】樹脂組成物で一体成形され、安価に大量生産可能であり且つ多種多様に製造可能である台所部材、及び前記台所部材の製造方法を提供することである。
【解決手段】水槽状部領域30とカウンター部領域20とコンロ設置領域10の内の少なくとも2つの領域が一体化された台所部材1の各領域の裏面側又は内面側を構成する補強部材を製造する補強部材製造工程と、補強部材を成形型に設置する補強部材設置工程と、成形型に樹脂を充填する樹脂充填工程とを有し、成形型は、補強部材を取付け可能であって、取り付けられた補強部材の表面側と成形型の内面との間に樹脂充填空間を形成するものであり、樹脂充填工程で充填される樹脂によって複数の補強部材の表面側が一体的に覆われて補強部材同士が接合される。
(もっと読む)
シートクッション成形型およびシートクッションの製造方法

【課題】後加工を不要としたシートクッション成形型およびシートクッションの製造方法を提供する。
【解決手段】シートクッション成形型Mは、下型60と、この下型60と型閉め可能に配設されて該下型60との間にクッション本体10に合わせたキャビティ64を形成する上型70とを備える。またシートクッション成形型Mは、フレーム20を、上型70のキャビティ64を画成する成形面72から離して該キャビティ64に支持するセット部を備える。更にシートクッション成形型Mは、上型70に下方に開口するよう成形面72から凹設され、セット部74にセットしたフレーム20から上方に突出したフック30を受け入れる凹部80を備えると共に、凹部80の開口周囲を囲う規制手段90を備える。前記規制手段90は、上型70の成形面72から突出して凹部80の開口周囲を囲う流入規制壁92から構成される。
(もっと読む)
環状ポリエステルオリゴマーを高分子量化したポリエステル樹脂で封止した電気・電子部品の製造方法
【課題】従来から電気・電子部品の封止に使用されるエポキシ系の熱硬化性樹脂は、熱硬化時の異臭の問題があり、一般の熱可塑性樹脂を用い封止すると流動性に問題があり封止する形態に制限があった。
【解決手段】電気・電子部品を樹脂封止する工程を含む樹脂封止型電気・電子部品の製造方法において、環状ポリエステルオリゴマーを融点以上の温度で溶融させ封止金型に注入し、封止金型内部で前記環状ポリエステルオリゴマーを熱重合反応させることにより得られるポリエステル樹脂で電気・電子部品を樹脂封止することを特徴とする樹脂封止型電気・電子部品を製造する。
(もっと読む)
衝撃吸収装置の製造方法
【課題】骨格フレームと表皮からなるロボットアームの衝撃吸収装置のバリを大幅に低減すると共に、安価に製造できる製造方法を提供する。
【解決手段】マスターモデル3の表面の第1領域3´に柔軟素材の薄膜4を形成したマスターモデル3を注型用型枠5に設置してゴムまたは樹脂を注型、硬化させることにより注型型6を製作する。その注型型6からマスターモデル3を取り外すことにより第1領域3´の薄膜4を注型型6の対向面に転移させる。その後骨格フレーム1を薄膜4に密着するよう注型型6に設置し、表皮2となる素材を注型することにより衝撃吸収装置を製造する。
(もっと読む)
人造大理石模様の樹脂成形品の製造方法
【課題】大理石等の模様を安定して形成できるとともに、一定の品質の人造大理石模様の注型樹脂成形品を低コストで製造する方法を提供する。
【解決手段】注型金型内に着色熱可塑性樹脂フィルム1を配設し、該着色熱可塑性樹脂フィルム1の表側と裏側とに熱硬化性樹脂2、3を注入加熱するとともに、この熱硬化性樹脂2、3の硬化反応による反応熱と外部からの加熱とにより着色熱可塑性樹脂フィルム1を軟化変形させ、しかる後、熱硬化性樹脂2、3を硬化させてなる人造大理石模様の樹脂成形品の製造方法。
(もっと読む)
圧縮樹脂封止成形に用いられる液状樹脂材料供給方法及び装置
【課題】電子部品を樹脂封止成形する際に、樹脂成形型の下型キャビティ内に定量の液状樹脂材料Rを効率良く供給する液状樹脂材料供給方法及び装置B(400) を提供する。
【解決手段】液状樹脂材料供給装置B(400)は、樹脂成形型の上型804側に設けた嵌合着脱部401に対して着脱自在に装設した液状樹脂材料供給装置本体402と、該本体の内部に嵌装した冷却水路部材403と、該冷却水路部材内に嵌装した液状樹脂材料の吐出口部404を備えるノズル部材405と、該ノズル部材内に嵌装した液状樹脂材料流動経路406を備える吐出口部開閉用のバルブ部材407と、ノズル部材405の吐出口部404とバルブ部材407のバルブ408とを嵌合させて吐出口部404を閉じるための弾性押動部材409 とから構成されている。液状樹脂材料供給装置Bを冷却することにより、バルブ部材407及びノズル部材405内を流通する熱硬化性樹脂材料(R)に対する熱硬化反応を効率良く抑制できる。
(もっと読む)
インサート成形方法
【課題】 簡単な機構により、キャビティ内に中空形状の部品を設置したインサート成形を、当該部品の変形がないように行う技術を提供する。
【解決手段】 開口部を有する中空形状部品3を、金型のキャビティ2内に設置し、前記中空形状部品3の中空部に液体を封入し、前記開口部を密封した状態で、前記部品外壁とキャビティ2内壁の間の空隙に、溶融した材料を充填する。これによって、異なる材質の2層構造を有し、従来の成形方法では得られない視覚的な効果を有し、付加価値の高い成形品が得られる。
(もっと読む)
防水コネクタ部品製造装置
【課題】インサートとなる樹脂部品を、インサート成形用の中子にセットする際に、当該樹脂部品の傷付き及び削れを抑制する製造装置を提供する。
【解決手段】一方側が開口すると共に他方側が蓋部で閉塞された略筒状のホルダ15を、インサート成形用の中子に被せるようにセットして、ホルダ15にシール部が一体形成された防水コネクタ部品を形成するための防水コネクタ部品製造装置であり、インサート成形装置と樹脂部品セット装置とを備えている。樹脂部品セット装置は、一対の挟持部62によりホルダ15を挟持方向に対して略直交する面内で姿勢変更可能に支持する挟持部62と、挟持部62を挟持部62に沿って移動可能に支持する挟持部可動支持部80とを備えている。
(もっと読む)
繊維強化樹脂製部材の製造装置
【課題】接着剤塗布前の処理を必要最小限に抑え、接着剤による十分な接着強度を確保する。
【解決手段】金型1は、雄型3と雌型4とで成形部材用の密閉自在なキャビティ5が形成され、キャビティ5には樹脂9を含浸させる面形状の強化繊維からなる繊維基材6が収納される。雄型3の一端部には、上方からキャビティ5内へと、繊維基材6の上面から含浸させる樹脂9を注入する注入口3aが設けられており、他端部には、キャビティ5内に樹脂9を注入する際に、キャビティ5内の空気を吸引除去する吸引口3bが設けられている。雌型4の端部には、下方からキャビティ5内へと、繊維基材6の下面から含浸させる樹脂9を注入する注入口4aが設けられている。繊維強化樹脂製部材2のライン状の接着部8a,8aに対応する部位には、ライン状の凹溝4b,4bが形成されている。
(もっと読む)
発泡成形方法及びその装置
【課題】発泡材料の発泡成形において、独立発泡セルの変形や型崩れが起きない発泡成形方法を提供する。
【解決手段】発泡材料を発泡させる発泡成形方法であって、内部空間12を有する成形型10を提供するステップと、前記成形型10の内部空間12を加圧状態にするステップと、前記加圧状態下における前記成形型10の内部空間12で、前記発泡材料を発泡させて、前記発泡材料の発泡を適宜に制御するようにしたステップと、前記成形型10の内部空間12に対する加圧状態を解除するステップとを備えたことを特徴とする。
(もっと読む)
絶縁部品およびその製造方法
【課題】硬化応力を低減してインサート部品と絶縁樹脂との界面剥離を防止可能な絶縁部品およびその製造方法を提供する。
【解決手段】絶縁樹脂1を間に挟んで円筒体2の外周側を取り囲むようにシールド4が配置されている。円筒体2の円筒形状の内周面を、絶縁樹脂1を介在してシールド4側に向けて押し拡げるように円筒体2内に円柱導体3が配置されている。
(もっと読む)
ローラの成形装置および成形方法
【課題】軸体を端部駒に挿入しやすくし、かつ成形されるローラの振れ精度を高くする、ローラの成形装置および成形方法を提供する。
【解決手段】ローラの成形装置が、内部に円筒状の空間を有する中空のパイプ金型2と、パイプ金型2の両端に組付けられ軸体4を保持可能な2つの端部駒1、3を有する成形金型7を有している。さらに一方の端部が端部駒3によって保持され中間部が円筒状の空間内に位置している軸体4の一部を把持して軸体4に交差する面内で移動することができるセンタリング部材5をも有する。
(もっと読む)
コネクタ付きチューブの製造方法
【課題】射出成形機の小型化、製造サイクルの短縮及び流体流路の安定化を図るコネクタ付きチューブの製造方法を提供する。
【解決手段】コネクタ110を備えるインク供給チューブ12の製造方法であって、インク流路を形成するコアピン210を備えると共にコネクタ110の形状に沿ったキャビティ201を有する成形型200に、弾性チューブ100の端部100Aを、該端部100Aのインク流路101にコアピン210を挿入した状態で装着して型締めする型締め工程と、上記型締めした成形型200のキャビティ201に紫外線硬化性を有する液状の樹脂材を注入する注入工程と、キャビティ201に注入した上記樹脂材に、紫外線を照射して硬化させる紫外線照射工程とを有する手法を用いる。
(もっと読む)
コネクタ付きチューブおよび流体噴射装置
【課題】射出成形機の小型化、製造サイクルの短縮を図り、流体流路を安定化できるコネクタ付きチューブ及び流体噴射装置を提供する。
【解決手段】コネクタ110を備えるインク供給チューブ12であって、インク流路を形成するコアピン210を備えると共にコネクタ110の形状に沿ったキャビティ201を有する成形型200に、弾性チューブ100の端部100Aを、該端部100Aのインク流路101にコアピン210を挿入した状態で装着して型締めし、上記型締めした成形型200のキャビティ201に紫外線硬化性を有する液状の樹脂材を注入し、キャビティ201に注入した上記樹脂材に、紫外線を照射して硬化させて、コネクタ110が成形されているという構成を採用する。
(もっと読む)
樹脂成形体の製造方法、樹脂成形体
【課題】複数のインサート体を成形するとき、インサート体の位置ズレやインサート体と保持体の貼り合わせ作業を削減すると同時に、成形品のひけや残留エアーの防止する製造方法を提供する。
【解決手段】インサート体11を表面に表出させた樹脂成形品の製造方法において、複数のインサート体11を一体に形成し、下型体の上面に配置するとともにそのインサート体11上に押さえ部材14を配置し、下型体32に対向する上型体を互いに近接させることにより押さえ部材14を介してインサート体11を押圧しつつ、熱硬化性樹脂からなる基材12を下型体と上型体の間隙へ注入し、その後押さえ部材14が弾性変形するまで下型体及び/又は上型体により押圧する。
(もっと読む)
注形用エポキシ樹脂組成物、イグニッションコイル及びその製造方法
【課題】ボイドの少ない硬化物を与える注形用エポキシ樹脂組成物、同注形用エポキシ樹脂組成物を用いた、最外部にコイルケースを使用しなくても十分な強度を有するイグニッションコイルを提供すること。
【解決手段】脂環式エポキシ樹脂を10〜65質量%含むエポキシ樹脂(A)、シリカ粒子(B)、硬化剤(C)および4級アンモニウム塩系硬化促進剤(D)を必須成分として含有することを特徴とする注形用エポキシ樹脂組成物、同注形用エポキシ樹脂組成物をコイルに注形後硬化させてなるとともに、最外部にコイルケースを使用しないことを特徴とするイグニッションコイルおよび鉄心に1次コイル、2次コイルを巻き線した磁気回路部品を金型に配置し、前記注形用エポキシ樹脂組成物を金型内に真空注形し、加熱硬化後、金型から取り出すことを特徴とするイグニッションコイルの製造方法である。
(もっと読む)
合成樹脂成形品及び合成樹脂成形品の製造方法及び合成樹脂成形品を製造する金型装置
【課題】 表面層、裏面層の各厚みが所定の厚みとなって表面の外観が低下せず、安価で高品質の合成樹脂組成物を提供する。
【解決手段】 厚み方向の略中間に位置する界面層シート1の表面側に第1の合成樹脂組成物2が、裏面側に第2の合成樹脂組成物3が同時に注入されて形成されることで成形された合成樹脂成形品4である。第1の合成樹脂組成物2よりなる表面層5と、第2の合成樹脂組成物3よりなる裏面層6と、表面層5と裏面層6との界面に設けられて表面層5及び裏面層6と一体となった界面層シート1の3層構造となっている。
(もっと読む)
繊維強化ポリアミド樹脂複合材の製造方法
【課題】繊維強化ポリアミド樹脂複合材を用いて大型で複雑な構造物を経済的、且つ、簡便に成形可能な製造方法を提供する。
【解決手段】重合助触媒及び/又は重合触媒を付着させた強化繊維基材に、前記基材に付着させた重合助触媒及び/又は重合触媒との組み合わせがε−カプロラクタムと重合助触媒と重合触媒とになるように、ε−カプロラクタムを含有し重合助触媒及び重合触媒を含有しないか、ε−カプロラクタムと重合触媒を含有し重合助触媒を含有しないか、又は、ε−カプロラクタムと重合助触媒を含有し重合触媒を含有しない、重合性組成物を含浸させ、アニオン重合させることを特徴とする繊維強化ポリアミド樹脂複合材の製造方法。
(もっと読む)
モールド成形方法及びモールド成形装置
【課題】第1配線基板と第2配線基板との空間部内に、はんだボールの接続を維持し、溶融モールド樹脂の均一充填が困難な従来のモールド成形方法の課題を解消する。
【解決手段】複数の第1配線基板が造り込まれた基板11の搭載面に、前記第1配線基板に対応する第2配線基板16がはんだボール18で接続された半導体装置をキャビティ32内に挿入し、第2配線基板16にリリースフィルム31を介して当接する駒板34が、第2配線基板16に対し独立して接離するモールド金型を用い、第2配線基板16に対し、基板11と第2配線基板16との間隔が充填された溶融モールド樹脂の圧力での拡大を許容する第1圧力をバネ36で駒板34に加え、基板11と第2配線基板16との空隙内にモールド樹脂を充填した後、はんだボール18の接続が剥離されることを防止すべく、ストッパー40,40に当接した駒板34から第1圧力よりも高圧の第2圧力を第2配線基板16に加えて、キャビティ32内にモールド樹脂を注入する。
(もっと読む)
圧縮樹脂封止成形に用いられる液状樹脂材料の計量供給方法及び装置
【課題】小型の圧縮樹脂封止成形装置を用いて電子部品を樹脂封止成形する際に、成形型における下型キャビティ内に高精度に計測した定量の液状樹脂材料を効率良く供給する。
【解決手段】液状樹脂材料の貯溜部100 と、液状樹脂材料の計量部300 と、計量した定量液状樹脂材料の吐出部400 と、液状樹脂材料の吐出部400 への圧縮エア給気部500 及び通路切替部600 とを備えると共に、通路切替部600 を介して液状樹脂材料の貯溜部100 と計量部300 、計量部300 と吐出部400 、吐出部400 と圧縮エア給気部500 との各連通路601 を接続又は遮断することにより、貯溜部100 内の液状樹脂材料200 を計量部300 に移送して計量し、次に、計量した定量の液状樹脂材料201 を吐出部400 を経て成形型の下型キャビティ内へ供給し、次に、通路切替部600 及び吐出部400 へ圧縮エアを給気して当該部位に定量液状樹脂材料の一部が滞溜するのを効率良く防止する。
(もっと読む)
61 - 80 / 461
[ Back to top ]