
Fターム[4F204FN01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 成形品の部分形状に対応した成形操作 (286)
Fターム[4F204FN01]の下位に属するFターム
端部 (65)
開口部 (25)
厚肉部(突起、凸部) (36)
Fターム[4F204FN01]に分類される特許
141 - 160 / 160
成形品製造装置および製造方法

【課題】 薄肉成形品を製造する装置、および方法において、雄型と雌型とを用いて簡便に、高い精度で、薄肉成形品を、安定して得ることを課題とする。
【解決手段】 雄型2もしくは雌型1に凹部3を設け、他方に、該凹部3に沿う形状で、小さく構成して凸部5を設け、該凹部3に成形材料6を保持可能に構成し、凸部5の凹部3への近接により、成形材料6を該凹部3より、雄型2と雌型1とを組み合わせて、構成される空間内に供給する。
(もっと読む)
プラスチック成形方法、プラスチック成形装置及び成形金型

【課題】 本発明は、微細で、かつ高アスペクト比のパターンを有するプラスチック成形品を成形できる。
【解決手段】
本発明に係るプラスチック成形方法によれば、プラスチック成形品が得られる軟化温度以上で微細凹凸パターンを有する成形金型に対して熱可塑性プラスチック材を充填して、熱可塑性プラスチック材及び成形金型の位置を固定させて微細凹凸パターン部分への熱可塑性プラスチック材の充填先端を拘束させながら、その後軟化温度未満まで冷却し、熱可塑性プラスチック材の成形金型開き方向への自収縮により残留応力の小さいプラスチック成形品が得られる。
(もっと読む)
スチールコードカーカス帯状体を製造するためのカレンダー設備
【解決手段】本発明は、特にスチールコードカーカス帯状体を製造するためのカレンダー設備に関し、このカレンダー設備が、可塑化された材料14、15を供給するための2つの押出し成形機2、3、スチールコード23を供給するためのスチールコード供給装置4、第1の作業ロール18と第1の展延引抜きロール20とを備える、第1の逆方向に回転するロール対、および、第2の作業ロール19と第2の展延引抜きロール21とを備える、第2の逆方向に回転するロール対を有するカレンダー5、この第1の押出し成形機2と、第1のロール対18、20との間に設けられ、且つ、第1の展延引抜き間隙30内においてこの第1のロール対18、20の間に突出する第1の幅広スリットノズル16、および、この第2の押出し成形機3と、第2のロール対19、21との間に設けられ、且つ、第2の展延引抜き間隙31内においてこの第2のロール対19、21の間に突出する第2の幅広スリットノズル17を有しており、その際、第1のロール対18、20から出力された第1の伸展された帯状体26、第2のロール対19、21から出力された第2の伸展された帯状体27、および、スチールコード供給装置4から出力されたスチールコード23の収容のために、および、スチールコードカーカス帯状体6の出力のために、これら作業ロール18、19の間に、作業間隙32が形成されている。  (もっと読む)
(もっと読む)
シールリングとシールリングの成形方法及び成形装置
【課題】 仮にバリが形成されていてもこのバリの位置をシール位置に悪影響を与えない位置に発生させたシールリングとその成形方法及び成形装置を提供する。
【解決手段】 圧縮成形時にシールリングシールリング本体7bの外周、内周又は外周と内周の両方に円周方向に沿って筋状のバリが残留しているシールリングにおいて、シールリング本体の最小内径部Bと最大外径部Aから離れた周面位置にバリを残留させた。
(もっと読む)
熱硬化性樹脂成形装置
【課題】 4つの金型を必要とせず、凹金型のキャビ型と凸金型のコア型の一対のみを要する熱硬化性樹脂成形方法及び装置を提供すること
【解決手段】 対をなす第1金型及び第2金型と、前記第1金型及び第2金型を固着可能で独立して垂直移動可能な下金型ステーションと、前記第1金型及び第2金型を固着可能で位置固定の上金型ステーションと、組み合った前記第1金型及び第2金型を支持し反転させる金型反転部とを有し、前記第1金型及び第2金型によって、成形しかつ成形された材料の内外両面にグレーズコーテイングを行うことを特徴とする熱硬化性樹脂成形装置。
(もっと読む)
型
【課題】熱可塑性プラスチック表面材料と構造材料との積層体を含む大型構成部品の製造を可能にし、装飾的表面品質の改良及び積層体の改良を含む方法及び成型品を提供する。
【解決手段】型は、表面材料を成形するための閉鎖的で空気非透過性の第一型面22と、型に対して位置する空気透過性ライナ24とを含む。ライナは、型内真空圧がライナに加えられた後、表面材料26が第二型面に接触し、型の形状に合致するよう構成されている。
(もっと読む)
樹脂成形品の成形装置および成形方法
【課題】 樹脂板状体に対して加熱された転写板を押圧する樹脂成形品の成形装置において、転写板と樹脂板状体との当接開始時に前記転写板と前記樹脂板状体の間から空気が除去されずに、良好な転写が行えないという問題を解決することを目的とする。
【解決手段】 樹脂成形品の成形装置1は、冷却盤7と、加熱可能であって冷却盤7に対して当接および離隔される転写板11と、転写板11を樹脂板状体Aに対して押圧して樹脂板状体Aを転写成形する押圧機構4と、転写板11と樹脂板状体Aとの少なくとも当接開始時に転写板11を樹脂板状体Aに対して突出するように反曲させる転写板反曲機構9a,9b,10,21a,21b,22が備えられている。
(もっと読む)
HDDヘッド用トレー及びその製造方法
【課題】 寸法精度が優れた、ソリの小さなHDD収納トレー、特に洗浄、運搬用トレーおよびその製造方法を提供する。
【解決手段】 導電性樹脂組成物を射出成形して成るハードディスクドライブヘッドの洗浄運搬用トレーにおいて、ヘッドを収納する窪みがトレーの表面中央部に複数個設けられ、該窪みが設けられた上面がトレー外側周辺部の表面と同じかそれより凸になっており且つ該窪みが設けられた面の裏面がトレー外側周辺部の裏面と同じかそれより凸になっている事を特徴としたハードディスクドライブヘッドのトレー。
(もっと読む)
成形体の製造方法および装置
【課題】 表面に微細な凹凸部を有する成形体を、その凹凸形状を良好に維持しながら、金型から迅速に、容易に、かつ確実に離型することのできる成形体の製造方法および装置を提供すること。
【解決手段】 スタンパー14上に、樹脂層を塗布などによって設け、上金型11と下金型12とを嵌合させ、加力発生器13で樹脂層をプレスし、その後、上金型11および下金型12の嵌合が解除されない程度に上金型11および下金型12を微量開いた後、エジェクタピン15の機械的な突き出しによって、成形体の端部が持ち上げられ、微小空間が形成され、そこに、流体注入口16から流体を侵入せしめ、成形体を離型する。
(もっと読む)
複合材料用プリフォーム製造方法および複合材料用プリフォーム
【課題】従来のプリフォームの仮固定方法、すなわち(1)スティッチングによる縫付けによる方法、(2)タッキファイア等の仮賦形剤を用いる方法、(3)熱可塑性繊維(樹脂)を混合した繊維を用いて熱処理により仮賦形する方法、(4)ニードルパンチによる方法では、複合材料が製造された段階で強度が低下する。
【解決手段】強化繊維よりなる複合材料用プリフォームを製造する方法であって、編物または織物または組物よりなるシート状の繊維基材1・1の複数枚を、各繊維基材1の厚さ方向で積層し、その厚さ方向で圧縮を繰り返し行うことで仮接合して、複合材料用プリフォームを製造する。
(もっと読む)
ホルダ付き光学部品の製造方法
【課題】 レンズなど光学部品に用いる素材を貫通孔を有する光学部品用ホルダの貫通孔内に挿入した状態で加熱し、2つの成形型間で加圧して変形させ、ホルダ内面に圧着させるとともに光学部品所定の光学面を形成するホルダ付き光学部品の製造方法において、レンズ用の素材などの光学部品用素材とレンズホルダなど光学部品用ホルダを同時に、かつ安定に成形型内に搬入し、正しく設置することのできる製造方法を提供する。
【解決手段】 光学部品用ホルダの貫通孔はその一部分を光学部品用素材が通過できないように予め狭めておき、光学部品用素材をこの貫通孔の狭められていない部分に挿入し、狭められた部分を上方にした状態で、光学部品用素材のみ、または光学部品用素材と光学部品用ホルダとを上方から真空吸着し、光学部品用ホルダと光学部品用素材とを同時に搬送し、成形面が上方になるように設置した第一の成形型上に光学部品用素材を載置する。
(もっと読む)
高剛性超高分子量ポリエチレン成形物の製造方法
【課題】高い剛性を必要とする使用目的にも対応できる超高分子量ポリエチレン成形物の製造方法。
【解決手段】(イ)第1の超高分子量ポリエチレン成形物部材の一部に成形物の使用目的上必要な剛性を有するとともに表面が鏡面を呈する金属材の一部が嵌入する金属材嵌入用溝部を成形する工程(ロ)第2の超高分子量ポリエチレン成形物部材に、該金属材の残りの部分が嵌入する金属材嵌入用溝部を成形する工程(ハ)該金属材を該金属材嵌入用溝部に嵌入させることにより該金属材を該第1および該第2の部材の間に挟持する工程(ニ)該金属材を挟持した状態の該第1および該第2の部材を成形金型に入れて所定の温度および圧力で加熱加圧することにより該第1および該第2の超高分子量ポリエチレン成形物部材を相互に融着させ超高分子量ポリエチレン成形物を成形する工程(ホ)該成形物の温度が常温まで降下した後該成形物を成形金型から取出す工程。
(もっと読む)
高分子複合体の形成もしくは硬化方法
本発明によれば、加熱された蒸気の存在下、高分子複合体を形成もしくは硬化させる工程を含む、高分子複合体の形成もしくは硬化方法が提供される。 (もっと読む)
ナノスケール加工中に基板の寸法を変更する装置、システムおよび方法
本発明は、パターン化されたモールドを有するテンプレートなどの基板の寸法を変更する装置、システムおよび方法を対象としている。 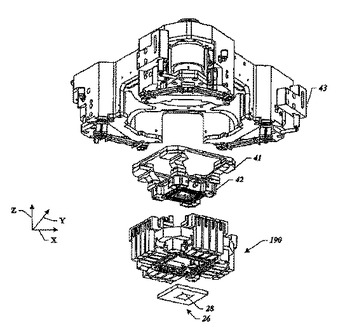 (もっと読む)
(もっと読む)
車体用、特に車両ルーフ用の複合部材およびその製造方法
本発明は、繊維のない外板(12)と、その外板を支持するために外板の内側に堆積される繊維強化された支持層(16)とを有する、車体用、特に車両ルーフ用の複合部材に関する。本発明によれば、支持層(16)は外板(12)から離れて面する側において、支持層を強化するための繊維強化された強化層(18)を設けられ、この強化層は支持層よりも高い繊維濃度を有する。さらに本発明は、かかる複合部材を製造する方法に関する。 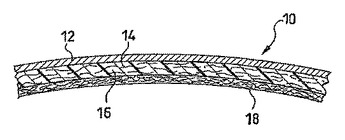 (もっと読む)
(もっと読む)
多層構造体
本発明は、合成樹脂から作製され、かつ頂面(2)と、縁(3と、5)と、前記頂面(2)の表面と基本的に同一の表面を有する底面(4)により形成され多層構造体(1)に関し、前記構造体は、面(2と、4)と縁(3と、5)を有する第一の層(6)と、面(2と、4)と縁(3と、5)との間に配置され、かつ前記面(2と、4)の表面と少なくとも同等の表面を有する第二の層(7)と;を具備している。本発明は、前記第二の層(7)が、少なくとも一つのジグザグ形の二重折り曲げ部を形成することを特徴とする。  (もっと読む)
(もっと読む)
人工関節の製造方法
本出願は、少なくとも一部分がポリエチレンからなる少なくとも一つの負荷表面を有する人工関節の製造方法であって、延伸ゲル紡糸ポリエチレン繊維からなる織布の一層以上を、圧力少なくとも0.05MPaおよび温度120〜165℃で、かつ一般的な温度および圧力におけるポリエチレンの結晶融点未満で、マトリックス材の存在なしに、プラグを用いて中空型部分の所望形状に圧縮する工程を含み、少なくとも、負荷表面上にある層中の織布は、力価1000デニール以下を有する繊維少なくとも90質量%を含む方法、およびしわなし表面を有する人工関節に関する。 (もっと読む)
成形方法及び装置
1つの型構成要素(16)を別の型構成要素(18)と分離することにより型を開いて、上方向に開口する空隙部を設けること、を備える成形方法について開示する。該空隙部の下部分はウェル(W)形状である。成形可能な材料の充填体を空隙部に上方から供給し、それにより充填体をウェル内に落とす。型を、型構成要素(16、18)を移動させ互いに接触させることにより閉じ、それによりウェルに沿って下方向に拡張される閉鎖された成形キャビティを画定する。次にウェルの容量を、ウェルの底部と境を接するプランジャ(22)を型構成要素と相対的に移動させることにより減少させ、それにより成形可能な材料をウェルから成形キャビティに移動させ、上記成形キャビティに充填する。 (もっと読む)
自然分解される無公害の使い捨て容器及びその製造方法
本発明は、完全に自然分解される無公害の使い捨て容器及びその製造方法に関するもので、その目的は環境にやさしい材料を使用しながら別途の化学添加剤の投入なしで使い捨て容器の一般的な形態や機能を維持し、使用後には100%自然分解され環境汚染及び分別して捨てるなどの問題点を発生しない完全に自然分解される材料のみで製造する無公害の使い捨て容器及びその製造方法を提供することにある。
本発明の構成は、1-30wt%の穀物残渣と、1-30wt%のとうもろこし粉と、1-10wt%のカジノキ樹皮と、1-10wt%の苔と、その他は30-96wt%の混合穀物粉からなる組成物を圧縮成形して製造した容器及びその製造方法を特徴とする。
 (もっと読む)
(もっと読む)
熱可塑性繊維のブランケット用表面処理
熱可塑性ブランケット(100)に緻密表面層(104)を形成するための装置及び方法を提供する。装置(10)は、第1及び第2連続ベルト(12、14)と、これらのベルトの間に構成された処理帯域(16)と、第1及び第2加熱及び緻密ユニット(18、20)と、加熱及び緻密ユニットから下流のクーラー(50)と、を含む。方法は、熱可塑性ブランケットの面に緻密表面層を形成する段階と、緻密表面層をもった熱可塑性ブランケットを厳密な寸法公差内の所望厚さにする段階と、を含む。緻密熱可塑性ブランケット製品をも開示する。  (もっと読む)
(もっと読む)
141 - 160 / 160
[ Back to top ]