
Fターム[4F204FN01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 成形品の部分形状に対応した成形操作 (286)
Fターム[4F204FN01]の下位に属するFターム
端部 (65)
開口部 (25)
厚肉部(突起、凸部) (36)
Fターム[4F204FN01]に分類される特許
101 - 120 / 160
成形構造体とその製造方法
【課題】 基材上に熱可塑性樹脂によって形成された取付体を固定した低コストな成形構造体と、その製造方法を提供することを目的とする。
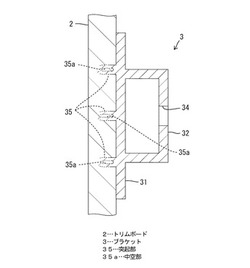
【解決手段】 繊維状のポリプロピレンとケナフ繊維とを混綿し、所定の厚さを有する板状のプレボード2Aを形成し、これを加熱した後、上型4と下型5との間で加圧する。この時、ブラケット3をプレボード2Aに押圧し、その外表面に設けられた突起部35を、プレボード2Aの表面に挿入する。プレボード2Aと接する表面積が増大するように、内部に中空部35aを備えた突起部35は、プレボード2Aの熱により溶融して、プレボード2Aの合成樹脂材料と混融する。その後、突起部35は、冷却されてプレボード2Aと一体的に固化し、トリムボード2上にブラケット3が強固に固定されることにより、ドアトリム1が完成する。
(もっと読む)
繊維集合体用成形型

【課題】複雑な形状に対応できると共に様々な種類の形状に対応できる繊維集合体用成形型を提供する。
【解決手段】繊維集合体Fを成形型内に充填して、繊維集合体Fを加熱成形する繊維集合体用成形型において、成形型は、繊維集合体Fを成形する成形部15を有する複数の成形用棒材2と、各成形用棒材2が挿通された保持体3とを備え、成形する繊維集合体の形状を変更すべく、各成形用棒材2は保持体3に対して移動可能に保持されている。
(もっと読む)
乗り物外装用成形体の製造方法
【課題】成形性の悪化を防止すると共に、予備成形体を作成する段階で汎用性を持たせること。
【解決手段】乗り物外装用成形体の製造方法において、予備プレス工程において作成される予備成形体28は、本プレス工程で作成される成形体38の屈曲部36に対応する部分28aが、他の部分28bよりも密度が高くなっている、構成とした。
(もっと読む)
靴の製造方法
【課題】靴の製造においてアッパーとソールとの間の結合を強化させて靴全体の耐久性及び防水性を向上させる靴の製造方法を提供する。
【解決手段】下面と、アッパーを用意するアッパー用意工程と、熱可塑性材からなるソールを用意するソール用意工程と、靴型と側型と下型とからなっていてそれらの組合わせによりキャビティーを形成する成形金型を用意する成形金型用意工程と、アッパーとソールとをキャビティー内に入れる成形金型入れ工程と、下型を介し、ソールを加熱して軟化させるソール軟化工程と、成形金型を型締め状態で加熱・加圧し、軟化したソールをアッパーの下面に一体的に接合する接合工程と、冷却定型工程と、靴取り出し工程とを備える。
(もっと読む)
燃料電池用液体燃料保持体、燃料電池用液体燃料タンク及び固体高分子型燃料電池
【課題】燃料電池の液体燃料を安定して継続的に供給することが可能な液体燃料保持体を提供する。
【解決手段】ポリオール、イソシアネート、触媒及び発泡剤を含む発泡原料を用いて製造した軟質ポリウレタンフォームに界面活性剤及びバインダーを含有させてなる燃料電池用液体燃料保持体である。該燃料電池用液体燃料保持体としては、前記軟質ポリウレタンフォームを熱プレスによって2〜20倍に熱圧縮した後、該熱圧縮されたポリウレタンフォームに界面活性剤及びバインダーを含有させるのが好ましい。
(もっと読む)
アウトソール及びこのアウトソールを備える靴
【課題】軽量であり、グリップ性及び耐摩耗性に優れたアウトソール及び靴の提供。
【解決手段】本発明のアウトソール1は、接地層17及び非接地層19を備え、かつ実質的に気泡を含まないポリマー組成物からなる積層部15を備えている。積層部15のアウトソール底面全体に対する面積比率が70%以上であり、接地層17の比重が1.00以上1.23以下であり、非接地層19の比重が0.90以上1.13以下であり、接地層17の比重が非接地層19の比重より大きく、接地層17のショアA硬度が55以上95以下である。
(もっと読む)
シール構造体及びその製造方法
【課題】 流体シール、防音、断熱の各性能に優れるとともに、各処理部位への装着作業にも優れ、また製造に際しても特殊な材料や設備を必要とせず安価に得られるシール構造体を提供する。
【解決手段】 弾性変形可能な基材(a)と熱可塑性物質(b)とを接合してなり、かつ、前記熱可塑性物物質(b)の軟化温度未満の温度域では基材(a)の変形状態が保持されるとともに、前記熱可塑性物質(b)の軟化温度以上の温度に加熱することにより基材(a)が変形前の形状に復元することを特徴とするシール構造体。
(もっと読む)
熱可塑性素材の成形方法及び装置
【課題】 熱可塑性素材の加熱・軟化の状態を検知しつつ加熱を行うことで、高精度な成
形品を得る。
【解決手段】 成形装置6は、熱可塑性素材5を挟んで対向する一対の成形型2,3及び該成形型2,3が挿嵌されるスリーブ4を含む型セット1を挟持可能に対向配置された上下伝熱板8,9と、該上下伝熱板8,9を上下に変位させるエアシリンダ15とを備え、更に、成形型2,3の型間距離を検知するセンサ28と、該センサ28からの信号に基づき、成形型2,3の型間距離が拡大から縮小に転じた時点を演算し、該演算した時間情報を基準として、加熱工程部18の加熱を完了させる制御部30とを備えている。
(もっと読む)
ヒンジ開閉式蓋付きカプセルの圧縮成形用成形型
区別した体積と厚さを備えて左右非対称の断面を有する圧縮成形によって物品を成形する方法であって、半流動体樹脂の投与量を成形型の凹部に導入し、プランジャーに押された物質が入り込んで塞ぐようにされた隙間を作るためにプランジャーを該凹部に挿差し、該プランジャーを取り外し、プランジャー或いは凹部に挟まっている物品を引き出すステップを含み、物品の成形を目的とした隙間が凹部に第一のプランジャーの挿差を含む第一のステップ、第一のプランジャーの挿差によって作られた隙間の部分(集積チャンバー)で作用する第二のチャンバーの作用を含む第二のステップの2つの連続したステップで作られ、物品が成形される隙間の創造を完了する。  (もっと読む)
(もっと読む)
プリフォームの製造方法およびプリフォームの製造装置
【課題】RTM成型法の成否を左右するのに重大な要素となる所定の3次元形状を有するプリフォームを賦形するにおいて、基礎的な形状となるコの字形断面形状のプリフォームを正確に効率よく成形することのできるプリフォームの製造方法、製造装置を提供する。
【解決手段】強化繊維基材の複数枚が接着樹脂材料を介して積層された積層体を、コの字形の内側形状をなす内型上に配置し、該積層体を内型表面に押し付けるよう加圧すると同時に加熱して積層体の形状を固定するプリフォームの製造方法であって、上記積層体を内型表面に押し付けるに際し、コの字形を取り囲む少なくとも2つの外型により押圧することを特徴とするプリフォームの製造方法。
(もっと読む)
金属シートと繊維強化プラスチックの複合部材の成形方法、及び該成形に使用する金属シートと繊維強化プラスチック基材の複合基材
【課題】
本発明は、不連続繊維からなる繊維強化プラスチックの長所である、高い生産性を維持しながら、弱点とされる脆性的な破壊挙動を延性的な破壊に転換して、接合部強度、及び面外衝撃特性を向上させる同時に、従来のように、補強金属を予め最終形状に加工しておかねばならないといった、前処理工程が不要な、低コスト成形方法を提供することを課題とする。
【解決手段】
金属シートと繊維強化プラスチックの複合部材の製造方法であって、不連続強化繊維と樹脂を含む繊維強化プラスチック基材を成形型で加熱、加圧成形する工程を有し、かつ該工程では成形型間の少なくとも一部に、開口部を有する金属シートを配置し、該成形型を閉じる動きで当該金属シートを変形させると同時に繊維強化プラスチックとを一体化することを特徴とする金属シートと繊維強化プラスチックの複合部材の成形方法。
(もっと読む)
高度に成形された複合材ストリンガ用の可撓性マンドレル及び前記ストリンガの製造方法
【課題】高度に成形された複合材ストリンガ用の可撓性マンドレル及び前記ストリンガの製造方法
【解決手段】成形硬化ブロックと、該成形硬化ブロックの上に配置される第1マンドレル要素(12)とを備える航空機ストリンガ積層アセンブリ(10)が提供される。第1マンドレルアセンブリは、第1マンドレル長さに沿って形成されている複数の剛性低減第1溝(18)を有する第1バーアセンブリ(16)を含む。複数の剛性低減第1溝は、第1マンドレル要素の第1マンドレル深さを部分的に通り、第1バーアセンブリが成形硬化ブロックに順応することを可能にする。複合層アセンブリは、第1マンドレル要素上に積層され、成形複合材ストリンガ要素が作成されるように前記成形硬化ブロックに順応されて硬化される。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】パネル側基材と室内側基材の二層基材構造を採用した自動車用内装部品及びその製造方法であって、クリップ取付座や電装用ハーネス等の付属部品等の取り付けを簡単かつ確実に行なえ、かつモジュール化に有効に対応する。
【解決手段】成形天井(内装部品)10は、所望の凹凸形状に成形されるパネル側基材11と、製品面形状を維持するほぼフラット面形状に成形された室内側基材12とからなり、パネル側基材11と室内側基材12との間にクリップ取付座20や電装用ハーネス30の少なくとも一部を挟み込んで支持することで、従来の反応性ホットメルト系接着剤による接着固定を廃止して、短時間で確実な取り付けを行なうとともに、二層基材構造とすることで、パネル形状に左右されることなく、造形自由度を高めモジュール化に有効に対応する。
(もっと読む)
成形絶縁物およびその成形方法
【課題】 絶縁特性を向上させた加熱圧縮して成形する成形絶縁物を得る。
【解決手段】 第1のキャビティー1aが彫られた第1の金型1と、前記第1のキャビティー1aと組み合わされる第2のキャビティー2aが彫られた第2の金型2と、少なくとも一方のキャビティー2a(1a)内に充填されるタブレット化された絶縁材料11とを備え、前記第1の金型1と前記第2の金型2とを組み合わせ、前記第1のキャビティー1aおよび前記第2のキャビティー2a内で前記絶縁材料11を加熱圧縮して成形したことを特徴とする。
(もっと読む)
高強度生体吸収性コポリマー類
グリコール酸(GA)及び少なくとも1つの別の生体吸収性モノマーを含むポリマー組成物が、少なくとも1100MPaの引張り強度を有する組成物を提供する。 (もっと読む)
敷板及び敷板の成形方法
【課題】 ゴムチップを固めて成形され、その少なくとも表面がゴムチップによる凹凸面とされるとともに裏面側に凹部が設けられた敷板において、同凹部に対応する部位における目詰まりが抑制された敷板を提供する。
【解決手段】 ゴムチップとバインダとの混合物を熱加圧して成形されるゴムチップタイル10の裏面10b側には、ゴムチップタイル10同士を連結するための連結部材が係合される係合溝11が設けられている。ゴムチップタイル10において、係合溝11に対応する部位におけるゴムチップのかさ密度は、それ以外の部位の同かさ密度に対して比率が0.8〜1.0の範囲とされている。このため、係合溝11と対応する部位での目詰まりが抑制される。
(もっと読む)
複合材シート加工装置、複合構造材の形成方法
【課題】 複合材料からなる部材を、3次元形状等、より高い自由度で形成することのできる複合材シート加工装置、複合構造材の形成方法を提供することを目的とする。
【解決手段】 形成すべき構造材10の長手方向に複数並んだローラ20により、型40上の複合材シート30を成形するようにした。これによって、複雑な3次元形状を有する構造材10の製造の自動化を図り、その作業の大幅な効率化を図る。しかも、複数のローラ20を、予め決められたプログラムに基づいて適切な順序で動かすことで、複合材シート30にシワ等が生じないように変形させる。
(もっと読む)
コポリエーテルエステルから圧縮ばね部材を製造する方法
本発明は、コポリエーテルエステル組成物からプリフォームを作製する工程、およびプリフォームを一方向に元のサイズの30%を超える範囲まで圧縮する力を加える工程と、圧縮したプリフォームから力を解除する工程とを含む少なくとも1回の圧縮サイクルをプリフォームに行う工程を含む圧縮ばね部材の製造方法であって、1)少なくとも1種類のアルキレンジオールおよび少なくとも1種類の芳香族ジカルボン酸から誘導された繰り返し単位から構築されるポリエステル硬質セグメントと、ポリ(プロピレンオキシド)ジオールから誘導された軟質セグメントとから本質的になる少なくとも50質量%の少なくとも1種類のコポリエーテルエステルと、2)0.01〜2質量%の核剤とを含むコポリエーテルエステル組成物が適用される方法に関する。この圧縮ばね部材の製造方法によれば、良好な整合性と再現性を示す。更なる利点は、アニール工程の時間が大幅に減じられ、省くことすらできることである。本発明は、更に、上記方法により得られる圧縮ばね部材、および少なくとも1つのかかる圧縮ばね部材を含む圧縮ばねアセンブリに関する。 (もっと読む)
成型ポリウレタン発泡材及び成型ポリウレタン発泡材の調製方法
【課題】 十分な多孔性、通気性を有する成型ポリウレタン発泡材及び成型ポリウレタン発泡材の調製方法を提供する。
【解決手段】 ポリウレタン発泡材を調製し、実質的にポリウレタン発泡材から細胞膜を除去するため、ポリウレタン発泡材を網状化する。網状化ポリウレタン発泡材を予熱した成型部に配置する。成型部によって形成された溝に圧縮ポリウレタン発泡材を形成するため、成型部を閉じるための圧力を実施する。圧縮ポリウレタン発泡材を成型部の溝により定められる形状に変形する。成型部を開き、変形ポリウレタン発泡材を成型部から除去し、成型ポリウレタン発泡材の調製する。
(もっと読む)
モールド成型装置およびモールド成型方法
【課題】 複数の半導体素子を実装した基板の封止において、粘度の低い樹脂を用いても所定のモールド高さ、所定のモールドサイズを確保しての成型が可能であり、モールド樹脂に圧力をかけることによりボイドを低減でき信頼性が高い半導体装置を実現できる樹脂封止方法を提供する。
【解決手段】 加熱した上金型1と下金型2において、下金型上に半導体チップ8を実装した基板10を供給し、下金型上および基板上に貫通孔が加工されたプレート11を重ねてキャビティ12を形成するとともにプレートに加工した溝13と第2の貫通孔14で予備キャビティを形成する。次に、キャビティに直接モールド樹脂15を供給し、金型内を減圧した後、金型を完全に閉じることで樹脂を充填させるとともに予備キャビティに余分な封止樹脂が流入する。そして、圧力制御可能な予備キャビティ底部5を上昇させ、所定の圧力を樹脂にかけて成型する。
(もっと読む)
101 - 120 / 160
[ Back to top ]