
Fターム[4F204FN01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 成形品の部分形状に対応した成形操作 (286)
Fターム[4F204FN01]の下位に属するFターム
端部 (65)
開口部 (25)
厚肉部(突起、凸部) (36)
Fターム[4F204FN01]に分類される特許
21 - 40 / 160
微細貫通孔構造体の製造方法、微細貫通孔構造体、液滴吐出ヘッド、液滴吐出装置

【課題】型部材を破損することなく、生産性を損なわずに製造コストを軽減するとともに、高精度で微細な貫通孔を有する微細貫通孔構造体を製造する。
【解決手段】微細貫通孔構造体の製造方法において、被加工体11を保持する保持部材10と、被加工体11と対向して設けられ、被加工体11に微細貫通孔を穿孔する転写パターン13を形成した金型12とを加熱する工程であって、保持部材10と金型12の少なくともいずれか一方を、所定の加熱温度まで加熱する加熱工程と、金型12を被加工体11に押込む押込み工程と、保持部材10を加熱工程の加熱時における加熱温度より高い温度である膨張加熱温度まで加熱することで、保持部材10を膨張させる膨張工程と、保持部材10と金型12とを冷却する冷却工程と、被加工体11から金型12を引き離す離型工程と、を含むことを特徴とする。
(もっと読む)
折曲成形装置

【課題】繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置において、折曲成形に伴う積層体の積層間剥離を抑える。
【解決手段】本折曲成形装置1は、積層体16の側部を支持するサイドブロック19がリフター上部13の上面に搭載され、リフター上部がヒンジ15により上面を水平から外側を下げるように傾動自在に、かつ、バネ14により上面を水平に戻すように弾性支持され、成形凸型3、両サイドブロック及びこれらの上に載置された積層体をバギングフィルム6で覆って密閉空間1bに閉じ込めて真空吸引可能にされる。真空度の上昇に伴うバギングフィルムからの加圧により、リフター上部がサイドブロックとともに外側を下げるように傾動し、真空を保持しつつリフターを下降させることによって、サイドブロックが成形凸型の傾斜面及びリフター上部の傾斜した上面に案内させて斜め下方向に移動する。
(もっと読む)
樹脂成形品及びその製造方法
【課題】貫通孔を形成する際に穿孔工具の回転中心がぶれることを防止でき、尚且つ、穿孔工具で形成される貫通孔の両端にエッジが形成されない樹脂成形品及びその製造方法を提供する。
【解決手段】穿孔工具により貫通孔2が形成された樹脂成形品である。貫通孔2の中心軸方向の両側に貫通孔2側に行く程小径となって貫通孔2に連続するテーパー孔11が形成される。各テーパー孔11の内周面が、樹脂成形品の成形時において形成された面で且つ穿孔工具により穿孔されずに残った面で構成される。
(もっと読む)
高度に輪郭成形された複合部品を成形する方法及び装置
平坦な複合チャージ(36)を輪郭成形複合部品に成形する方法では、チャージが成形される時の部品の皺が低減される。ダイス(32、34)を使用して、チャージの一部を部品の最も鋭角的な輪郭に成形すると同時に、チャージの残り部分が成形される時はチャージの張力が維持される。  (もっと読む)
(もっと読む)
微細形状転写シートの製造方法
【課題】
微細な凹凸形状が表面に形成された金型にシート状樹脂基材を押圧する微細形状転写シートの製造方法において、微細形状転写シートの表面に金型の剥離跡が残らないようにする。
【解決手段】
本発明の微細形状転写シートの製造方法は、
微細な凹凸形状が表面に形成された金型の該表面にシート状樹脂基材を供給する工程と、
該シート状樹脂基材を該金型に押圧してシート状樹脂基材の表面に金型の微細な凹凸形状を転写する工程と、
該シート状樹脂基材を該金型に押圧する力を開放する際に、シート状樹脂基材の微細な凹凸形状が転写された範囲の端部を金型へ密着させながら開放する工程と、を少なくともこの順番に行うものである。
(もっと読む)
ロールプレス装置および樹脂シート
【課題】樹脂シートの表面に入り込む潤滑油が流動可能で密閉空間を形成しない油溜りを短時間で簡単に形成できるようにすることである。
【解決手段】外径面に複数の凹部1が設けられた成形ロール2と、フラットな円筒外径面の受けロール3とを平行に配置して、成形ロール2と受けロール3間のロールギャップに樹脂シートを通し、成形ロール2と受けロール3をモータ5で回転駆動して、ロールギャップでの圧縮によって、樹脂シートの表面に多数の凸部を成形することにより、これらの凸部の周囲の連なった凹部を油溜りとして、樹脂シートの表面に入り込む潤滑油が流動可能で密閉空間を形成しない油溜りを短時間で簡単に形成できるようにした。
(もっと読む)
傾斜したスティフナー、傾斜したスティフナーを形成するための装置及び方法
丸みを帯びた肩部を有するC字形断面部品を形成するための金型(30)が、丸みを帯びた凸状部分各々によって反対向きの平面状端面に接続される円筒外面を有する円筒体(36)を有する内型(32)と、丸みを帯びた凹状部分(48、50)各々によって対向する端フランジ(46)に接続される円筒中心部分(44)を有する外型(34)とを具備し、ここで、内型の一部分が、形成されるべきC字形断面部品の所望の断面に対応する空洞部を画定するために外型の端フランジ(46)間に配置され且つ端フランジから離間されるように構成され、丸みを帯びた凸状部分及び丸みを帯びた凹状部分が、内型及び外型各々の外周回りで変化する曲率半径を有し、丸みを帯びた凸状部分及び丸みを帯びた凹状部分の、内型及び外型が互いに近接している箇所の曲率半径が、内型及び外型が回転されるとき、変化するように内型及び外型が回転可能である。 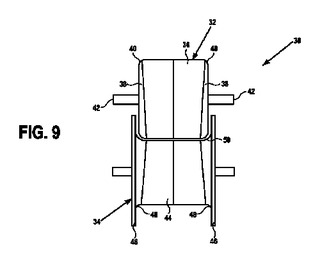 (もっと読む)
(もっと読む)
被成型品の成型方法および成型装置
【課題】簡素な工程で被成型品を成型することができると共に、被成型品Wの厚さを変更することも容易な被成型品の成型方法を提供する。
【解決手段】第1の面P1Aを備えた第1の部材P1と、第2の面P2Aを備え第1の部材P1に対して接近・離反する方向で相対的に移動位置決め自在な第2の部材P2とを用いる被成型品Wの成型方法において、第1の面P1Aと第2の面P2Aとが第1の距離だけ離れているときに、成型前の被成型品Wを第1の面P1Aに設置し、この設置後に、第1の面1Aと第2の面P2Aとの間の距離が第2の距離になるように、第2の部材P2を相対的に移動位置決めし、この移動位置決め後に、被成型品Wを硬化する。
(もっと読む)
ウインドモールの成形方法、ウインドモール及びウインドモール付き窓ガラス
【課題】本発明は、安価なモールの製造技術の提供を課題とする。を課題とする。
【解決手段】隅12が丸められた自動車用窓ガラス10に嵌めるウインドモールの成形方法であって、隅に対応する円弧溝25を備えている加熱型20及び直線形状のモール素材24を準備する工程と、モール素材24の隅に対応する部分に加熱型20をセットする工程と、加熱型20を所定圧力で型締めし、所定温度まで加熱する加熱工程と、この加熱工程の次に、加熱型20を強制冷却する冷却工程と、からなることを特徴とする。
【効果】加熱型20は隅12に対応する部分にのみ配置される。隅12に対応する部分にのみ配置すれば足りるため、小型の加熱型20を用いればよい。小型の加熱型20のみを用いてモール素材24を成形するため、ウインドモール11を安価に製造することができる。
(もっと読む)
積層基材、繊維強化プラスチック、およびそれらの製造方法
【課題】取り扱い性、複雑な形状への形状追従性に優れ、短時間成形可能であるとともに、繊維強化プラスチックとした場合、構造材に適用可能な耐衝撃性をはじめとする優れた力学物性、その低バラツキ性、優れた寸法安定性を発現する中間基材を提供する。
【解決手段】中間基材は、複数の一方向に配向した強化繊維と熱可塑性樹脂とからなるプリプレグ層7が、2方向以上に配向して一体化されている平板状の積層基材10であって、前記プリプレグ層の全面に強化繊維となす角度Θの絶対値が2〜25°の範囲内の直線状の切込4を有し、実質的にすべての強化繊維が前記切込により分断され、前記切込により分断された強化繊維の繊維長さLが10〜100mmの範囲内である。
(もっと読む)
成形用素材の成形方法
【課題】型セットに設定された成形用素材を成形工程の最初から無駄なく成形する成形用素材の成形方法を提供する。
【解決手段】最初の型セット21(1)が成形室22に搬入され加熱軸23a及び成形軸23bを経て徐冷軸23cに移送されると1つ間隔を置いて次の型セット21(2)が加熱軸23aに搬入される。空きとなった成形軸23bでは最初の型セット21(1)の成形で下がった温度がこの空き期間中に回復される。次に工程では冷却されて成形の完了した最初の型セット21(1)が成形室22外に排出されるとともに次の型セット21(2)が温度の回復した成形軸23bに移送されて成形が進行し、この次の型セット21(2)が徐冷軸23cに移送されるに応じて1つ間隔を置いた三番目の型セット21(3)が加熱軸23aに搬入されて最初の状態と同じ状態になる。これが繰り返され、1回目の成形から良品の成形手順の設定で進行し2個目以降の成形も良品の成形として連続して行うことができる
(もっと読む)
プリフォーム用基材とその製造方法及び熱硬化性バインダー樹脂粉末
【課題】賦形性と形態安定性に優れ、且つ、再接着可能なプリフォーム用の強化繊維基材を提供すること。
【解決手段】シート状の強化繊維基材の片面又は両面に、分子中に少なくとも2個の不飽和基を有し、融点(Tm)が40〜150℃、平均粒子径が20〜500μmの範囲にあるの熱硬化性バインダー樹脂の粉末が、前記強化繊維基材に対し0.1〜20重量%の範囲で付着してなるプリフォーム用基材。バインダー樹脂の粉末は、ガラス転移点温度(Tg)が35〜120℃で、融点(Tm)+10℃における粘度が200〜1000Pa・sのビニルエステル樹脂又はアクリル樹脂を主体としたものが好ましい。
(もっと読む)
樹脂製便器の製造方法
【課題】リム部、ボール部、およびスカート部を独立した樹脂製部材として備えた樹脂製便器において、これらの樹脂製部材の接合面における外側端部に意匠性などの機能性を付与することができる樹脂製便器の製造方法を提供する。
【解決手段】リム部2とボール部3との接合面8、および/またはリム部2とスカート部4との接合面9の外側端部に沿って設けられた樹脂注入用溝部10を含む領域を加熱する工程と、加熱された樹脂注入用溝部10に樹脂11を注入する工程と、樹脂注入用溝部10に注入された樹脂11を押圧することにより、注入された樹脂11を樹脂注入用溝部10内に充填し冷却する工程とを含むことを特徴としている。
(もっと読む)
光学部品及びその製造方法
【課題】枠体と一体に形成された光学素子が割れにくい光学部品及びその製造方法を提供する。
【解決手段】枠体14はその内周面18を光学素子19の光軸を含む平面に沿った断面で見たとき丸みを有する曲線を描くように形成されている。この枠体14と光学素子19を一体成形後の接合状態は枠体14の断面に丸みのある内周18が光学素子19の外周にやや入り込む程度の状態、換言すれば枠体14の断面に丸みのある内周を光学素子19の外周が浅く咥え込んだ状態となり、光学素子19の外周が上下二つに分けられて薄くなることがなく、また応力が集中することが無いので、光学素子19が割れにくい光学部品とすることができる。
(もっと読む)
プレス成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いたプレス成形において、作業性と成形性とを兼ね備えたプレス成形方法およびプレス成形方法で得られた成形体の提供。
【解決手段】
本発明は強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法であって、少なくとも2種類の形状を有する成形材料(A)、(B)を積層して配置する工程、成形型の下面となる型上に積層、配置した成形材料(A)、(B)を加圧する工程を有するプレス成形方法であり、成形材料(A)が前記キャビティの有する最大面積以上の面積を有する形状、成形材料(B)が少なくとも前記凹部の開口部の投影面積以上の投影面積を有する形状の成形材料(A)、(B)を用いてプレス成形する方法である。
(もっと読む)
軟質プラスチック・パイプ材による緩衝体用の球形体の連続的な形成方法。
【課題】軟質プラスチック・パイプ材を使用して球形体を形成し、しかも球形体の形成頭初から一定の上昇内部空気圧を封じ込めた一定形状の緩衝体用の球形体を連続的に形成しようとするものである。
【解決手段】軟質プラスチック・パイプ材の一定長さごとにパイプ材を閉塞してパイプ材に密封空間部を形成し、その密封空間パイプ部の閉塞部からのある長さ部分ごとに平行加圧を加えて加圧部内の密封空気を残余の密封空間パイプ部内に移動させて残余密封空間パイプ部内の空気圧が上昇して膨張した膨張パイプ部を設け、更にその膨張パイプ部の中間位置で挟み圧縮と電熱接着とを行って一定球形体形状で一定内部空気圧を有する緩衝体用の球形体が連続的に形成されるようにしたものである。
(もっと読む)
半硬質器具
本発明は、炭素繊維複合材料製品などポリマーマトリックス複合材料製品の成形で使用するための製造器具(13、14)及び方法に関する。器具は、硬化前に製品が構築される場所たる空洞(15)をそのあいだに規定する第一及び第二部分を含む。器具の第二部分(13)の剛性は、積層体への圧力を全硬化中維持するために、硬化条件下での器具の第二部分の所要の歪みに基づいて選択される。第二上位部分(13)は変動する厚み(16A、16B及び16C)を持つことを示し、これがこれら領域の異なる剛性につながる。 (もっと読む)
プラスチック薄膜の製造方法
【課題】貫通孔を成形すると同時に残膜を材料薄膜から分離除去することができるとともに、遊離した残膜を同時に処理できるプラスチック薄膜の製造方法を提供する。
【解決手段】厚み方向に貫通する複数の貫通孔を備えるプラスチック薄膜の製造方法であって、材料薄膜を、少なくとも塑性変形可能温度まで加熱する加熱工程S1と、加熱した材料薄膜を、貫通孔を形成する押し型と対向型部との間で加圧して、上記押し型を上記材料薄膜に押し入れる1次加圧工程S2と、上記押し型を押し入れた材料薄膜を、上記押し型による塑性変形が制限される温度以下まで冷却する冷却工程S3と、上記押し型を押し入れた材料薄膜を上記対向型部から離間させる中間脱型工程S4と、上記材料薄膜を、上記押し型と変形可能な対向基材との間で再加圧することにより、上記押し型の先端部と上記対向基材との間に残留する残膜を上記材料薄膜から分離させる2次加圧工程S6とを含んで構成される。
(もっと読む)
電子部品の圧縮成形方法
【課題】下型キャビティ8内の金型キャビティ面10に離型フィルム9を吸引して装着する場合に、金型キャビティ面10に形成される「しわ」を効率良く防止する。
【解決手段】まず、キャビティ8内から所要の吸引圧力(吸引作用)で吸引することにより、離型フィルム9をキャビティ面10に接触させない状態で、離型フィルム凹部18を安定して形成保持し(離型フィルムの中間装着)、次に、離型フィルム凹部18内に所要量の顆粒樹脂13を供給することにより、顆粒樹脂13の重量作用と移動作用及び離型フィルム9に対する吸引作用とによる相乗効果で顆粒樹脂13をセンタリングし、更に、離型フィルム凹部18内で顆粒樹脂13を加熱溶融化することにより、溶融樹脂20の重量作用と流動作用及び離型フィルム9に対する吸引作用との相乗効果による均等な押拡作用(均等な装着力)で離型フィルム9を金型キャビティ面10に(完全に)装着する。
(もっと読む)
積層加熱加圧によるカーボンナノチューブ含有樹脂成形体の導電性改善方法
【課題】カーボンナノチューブを少量添加した場合でも効率よく導電性を発現できる樹脂成形体を提供する。
【解決手段】カーボンナノチューブと熱可塑性樹脂を混練した後、成形した複合材料を熱可塑性樹脂のガラス転移温度よりも20℃低い温度から250℃高い温度で加熱し、この状態において加圧し、カーボンナノチューブを露出させ、かつ樹脂成形体の内部にカーボンナノチューブを0.1〜20重量%含有させた樹脂成形体の製造方法。
(もっと読む)
21 - 40 / 160
[ Back to top ]