
Fターム[4F205HB01]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形区分 (1,127) | 一定長物品(不連続物品)の製造方法 (816)
Fターム[4F205HB01]に分類される特許
301 - 320 / 816
3D製織によって異形部品を製作する方法、および得られる異形部品
本発明は、3D製織および含浸によって得られる中空異形部品に関する。本発明は、三次元製織によって、製織の際に部分的な非タイイング(19)を実行しながらプリフォーム(11)を製作するステップを含んでおり、この部分的な非インターリンキングが、後の織り終えた塊の内部への空洞の形成および含浸段階の際の形状の安定化を可能にする。 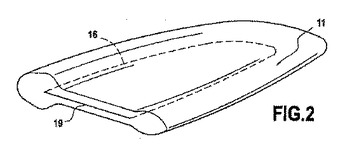 (もっと読む)
(もっと読む)
複合繊維材料からコンポーネントを製造する方法、システムおよび成形型
複合繊維材料からコンポーネントを製造する方法において、少なくとも1つのプレースホルダーは、成形型(24)の凹部(26)内に挿入される。そこにおいて、未完成コンポーネントは、その後作成される(4)。プレースホルダーは取り除かれる(6)。少なくとも1つのリフティングパッドは、凹部(26)内に挿入される(8)。そして、リフティングパッド(20)を膨張させる(10)ことによって、未完成コンポーネントは、成形型(24)から取り外される。複合繊維材料からコンポーネントを製造するシステムにおいて、コンポーネント取り外しプロセスは、あらかじめ決められた最大コンポーネント負荷を上回るのを防止するために、コンピュータ装置によってモニタされて、制御される。穏やかなコンポーネント取り外しプロセスは、コンポーネントを修理または再処理するための結果として生じる経費を回避することを可能にする。 (もっと読む)
複合材料からなる構造要素をチューブに連結する連結方法
本発明は、筒状部(30)を備えていて、複合材料から形成される構造部材がこの筒状部から突出している構造部品を製造する製造方法に関し、この製造方法は、重ねて配置された幾つかの繊維プライからなるスタックを含む平坦なプリフォーム(59)を成形することを含み、それによりそれらプライが、構造部を形成するようになっているプリフォームの少なくとも一部において一緒に固定されるとともに、チューブに連結するための連結部を形成するようになっているプリフォームの少なくとも別の部位において、2つの反対側に在るリーフレット(54)を形成するように分離可能になっている。さらに、チューブ(30)を連結部のリーフレット間に挿入することを含み、それによりそれらリーフレットがチューブを少なくとも部分的に包囲するようになる。さらに、チューブをプリフォームに連結することを含み、それによりチューブが筒状部を形成するようになるとともに、プリフォームが構造部品の構造部材を形成するようになる。 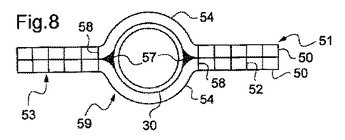 (もっと読む)
(もっと読む)
硬化剤繊維成分
硬化剤繊維成分(10、30、46、44、210、310、410)は、熱硬化性樹脂などの硬化性樹脂を硬化するのに好適な硬化剤の1以上の繊維又はフィラメントを含む。複数の硬化剤繊維を含む硬化剤繊維成分では、その繊維を、例えば加撚により混繊して糸又はより糸を形成することができる。硬化剤繊維成分は、織布又は不織布硬化剤繊維のシート、織物、層、テキスタイル又はマットの状態の材料を形成するために使用できる。硬化剤繊維成分は、繊維強化樹脂複合材料などの複合材料(12、26、28、29、34、36、43、48、54、58、62)を製造するために使用できる。硬化剤繊維成分は、撚り合わせ、縫合又は他の繊維若しくは繊維材料、例えば繊維強化材(14、114、214、314、414)、繊維質硬化性樹脂、繊維質熱可塑性物質(32、46、52)、他の非強化繊維との層形成を含めて混繊して、複合材料、プレプレグ材、予備形成品及び物品を形成することができる。 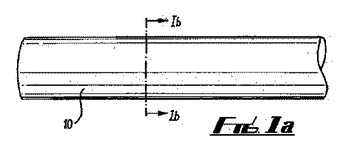 (もっと読む)
(もっと読む)
一体型ヒートパイプを有するマンドレル
一体型ヒートパイプを有するマンドレルは、フィラメントを巻き付けたパイプセグメントおよび容器の製造に使用され、加熱および硬化プロセス中にパイプまたは容器の内部の均一な加熱を行う。ヒートパイプの伝熱特性を使用して加熱または冷却を行うことができる。 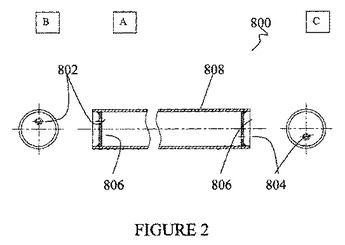 (もっと読む)
(もっと読む)
高圧ガスタンク製造装置及び高圧ガスタンクの製造方法
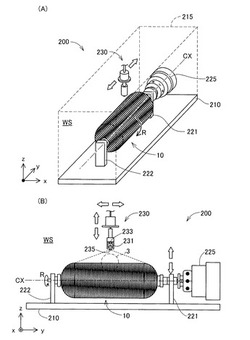
【課題】フィラメント・ワインディング法によって製造される高圧ガスタンクにおいて、熱硬化性樹脂に発生する気泡を除去する技術を提供する。
【解決手段】高圧ガスタンク製造装置200は、熱硬化性樹脂を含浸させた繊維20を巻き付けることにより外表面に繊維強化樹脂層が形成されたタンク容器10を回転させつつ、タンク容器の全体を加熱して、繊維強化樹脂層の熱硬化処理を実行する。また、高圧ガスタンク製造装置200は、熱硬化処理において、タンク容器10の表層に生じる気泡を、超音波気泡除去部230によって超音波を照射することによって除去する。
(もっと読む)
エポキシ樹脂組成物、繊維強化複合材料およびそれらの製造方法
【課題】エポキシ樹脂組成物と強化繊維が高い接着性を有しており、耐衝撃性および疲労特性に優れた、航空機一次構造部材などの部材として最適な繊維強化複合材料を提供すること。
【解決手段】少なくとも次の構成要素[A]、[B]、[C]、[D]および[E]を含むことを特徴とするエポキシ樹脂組成物。
[A]1分子中に3個以上のエポキシ基を有するエポキシ樹脂
[B]1分子中にジグリシジルアニリン骨格を1個有し、エポキシ基が2個のエポキシ樹脂
[C]繰り返し単位数nが5以上であるポリエチレングリコールジグリシジルエーテル
[D]70℃における粘度が500mPa・s以下である液状芳香族ジアミン
[E]コアシェルポリマー粒子
(もっと読む)
高圧ガスタンク製造装置及び高圧ガスタンクの製造方法

【課題】フィラメント・ワインディング法によって製造される高圧ガスタンクにおいて、熱硬化性樹脂に発生する気泡を除去する技術を提供する。
【解決手段】高圧ガスタンク製造装置200は、熱硬化性樹脂を含浸させた繊維20を巻き付けることにより外表面に繊維強化樹脂層が形成されたタンク容器10を回転させつつ、タンク容器の全体を加熱して、繊維強化樹脂層の熱硬化処理を実行する。また、高圧ガスタンク製造装置200は、熱硬化処理において、タンク容器10の表層に生じる気泡を、気泡除去部230によって、物理的に除去する。
(もっと読む)
繊維巻取装置
【課題】ガイド部での繊維擦れを防いで、繊維を巻き付けた成形品の強度の向上を図る。
【解決手段】繊維Wを巻いたボビン21を回転支承するクリールスタンド10と、クリールスタンド10から供給される繊維Wを巻き取る巻取部と、クリールスタンド10と巻取部70とを結ぶ経路60の途中に設けられ、ボビン21からの前記繊維の引き出し方向を規定するガイド部61とを備えるFW装置において、クリールスタンド10は、ボビンの位置を軸心方向に変化させる往復機構11bとモータ11cとを備え、モータ11cに対して、前記位置を定めるための制御信号T1を出力する制御部80を備える。
(もっと読む)
航空機の平面部材およびその製造方法
本発明は、航空機(2)の平面部材(1)であって、前記平面部材が材料厚(4)を有する面(3)を形成し、前記面が座屈剛性を高めるために、ウエブ高さ(6)を有するウエブ(5)によって規定された少なくとも前記面の一部または部分面(7)に、ビード高さ(9)を有する少なくとも1つの補強ビード(8)を備えて実施されており、前記補強ビードが前記ウエブ(5)の間で前記部分面(7)にわたって延びているものに関する。さらに、特にオートクレーブ内でこのような平面部材の製造を可能とする製造方法がなお提案される。
(もっと読む)
繊維複合部品を製造するための成形体
本発明は、繊維複合部品を製造するための成形体に関する。
本発明によれば、成形体は、少なくとも一部において、紙及び/又は厚紙材料を利用して形成される。紙及び/又は厚紙材料は、適切な機能レイヤを利用することにより、気密性や非粘着特性のようなさらなる特性が提供され得る。さらには、材料は、高い再現性のある空間次元を有する繊維複合部品が製造され得るような方法で、高い寸法安定性の成形体又は支持コアを製造することを可能にする。加えて、硬化の後、成形体は、真空状態を利用することにより、単純な方法で潰され得て、その後、残留物無しに、繊維複合部品から除去され得る。さらには、成形体は、コスト効率よく、かつ包装業界から公知の製造方法を利用して、事実上無制限の範囲の幾何学的形状に製造され得る。本発明はさらに、成形体を利用する繊維複合部品を製造するための方法に関する。
(もっと読む)
直接法による複合材料部品の製造のための一定の幅を有する新規の中間材
本発明は、その面の各々において、ポリマー結合剤(2a、2b)と結合する強化糸(1)又は長繊維のバンド(I)を調製する方法に関し、前記リボンはその全長(1)に沿って実質的に一定な所与の幅(L)を有し、糸又は長繊維がバンドの長さに平行な方向に伸長し、その方法は、次のa)バンドの幅を、寸法取り手段(13)を用いて所望の幅に調整するステップと、b)バンドを、その各面上で結合剤と結合してリボンの均一な密着を確実にし、その結果、結合剤の総重量が、得られたバンドの総重量の25%を超えないステップを含むことを特徴とする。本発明は、さらに、そのような方法で得ることができるバンドにも関する。 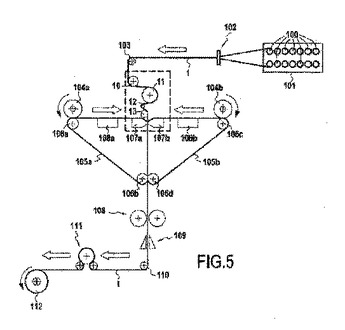 (もっと読む)
(もっと読む)
繊維強化複合材料
マトリックス材料及び複数の繊維プライ強化構造を備えている連続繊維強化複合構造中に組み込まれるのに適した二次プライ構造、そのように形成された連続繊維強化複合材料、そしてその製造の為の方法が記載されている。二次プライは、例えば一次繊維のプライの形状である支持シートを備えていて、シートの平面の外方に略直線状に整列して第3次元へと延出しその表面の少なくとも大部分を横切って略直線状に整列して配置された二次繊維の2次元平面配列を支持していて、統合された構造において平面外の強化を提供する。 (もっと読む)
高圧タンクの設計方法
【課題】タンク形状に応じた適切なフープ巻き層とヘリカル巻き層の積層構造として、外力の作用によりタンクに発生した応力をより確実に低減させる。
【解決手段】設計ライナの形状及び大きさと設計繊維強化樹脂層群3の全体厚さTとを決定する。衝撃力が作用したときに設計ライナに発生する歪を解析する。周方向歪みεbよりも軸方向歪みεaの方が大きい場合は、設計ライナを備えた高圧タンクがタンク形状を保持しうるヘリカル巻き層の全体厚さの下限値たるTh下限値を算出する。設計繊維強化樹脂層群におけるフープ巻き層の全体厚さTfとヘリカル巻き層の全体厚さThとの比であるTf/Th設計値を求める。このとき、Tf/Th設計値におけるThをTh下限値とする。
(もっと読む)
可変幅のクレビスを伴うパイ形プリフォームおよびその形成方法
【課題】強化コンポジット材料のための織りプリフォーム(200)であり、平らに織り所定の形にするものの提供。
【解決手段】プリフォーム(200)は、三次元の織り構造をもち、フィル繊維(214)の織りによって、各層内の繊維をインターロックするだけでなく、縦糸繊維(216)の層について層と層とをインターロックするようにしている。ベース(200)から少なくとも2つの脚(225,235)が伸び、それらベース(200)および脚(225,235)は、それぞれ少なくとも2層の縦糸繊維(216)を含む。脚は、互いに平行か斜めになっており、また、それらの間に可変幅のクレビス(250)をもつ。ベースおよび/または脚の外側の端部は、縦糸繊維の層が段のあるパターンで終わるテーパをもたせることが好ましい。
(もっと読む)
有孔複合構造およびそのための方法
(a)複数の未硬化のプリプレグシートを含む積層構造を形成するステップであり、積層構造は最初の略平坦な形態を含む、ステップと、(b)積層構造を適切な第1の硬化条件下に置いて、略平坦な形態を維持しながら部分硬化された積層構造をもたらすステップと、(c)部分硬化された積層構造に複数の穿孔を与えるステップであり、部分硬化された有孔の積層構造をもたらす、ステップと、(d)部分硬化された有孔の積層構造を成形するステップと、(e)ステップ(d)と少なくとも部分的に同時にまたはその後に、部分硬化された有孔の積層構造を第2の硬化条件下に置いて、成形および最終硬化済みの積層構造をもたらすステップとを含む、方法。 (もっと読む)
航空機又は宇宙船に用いられる構成部品におけるコア構造体の基体又は繊維体を補強する方法及び装置、航空機又は宇宙船用の構成部品、並びに、航空機又は宇宙船
航空機又は宇宙船等に用いられる構成部品のコア構造体の基体又は繊維体を補強する方法であって、搬送装置(15)の複数の筒体(17)の一に送り手段(12)によって連続状半完成品(6)を送り込む工程、筒体に収容されている補強用の切断半完成品(7)を得る為に切断装置(13)を用いて連続状半完成品を所定長さに切断する工程、筒体を機械加工装置(14)へ搬送する工程、補強用の切断半完成品を機械加工装置によって尖らせる工程、コア構造体の補強されるべき基体又は繊維体へ筒体を搬送する工程、並びに、打ち込み手段によって尖らされた半完成品を基体又は繊維体に打ち込む工程を備えた方法。この方法を実施する為に対応する装置が使用され、この方法及び/又は装置を用いて構成部品が製造され、航空機又は宇宙船がそのような構成部品を備える。 (もっと読む)
車両ステアリング用伸縮軸の製造方法
【課題】従来の鉄系材料を用いた雄スプライン軸と同等又はそれ以上の強度を有し、大幅に軽量化されるにもかかわらず、優れた耐クリープ性と摺動性を併せ持つ車両ステアリング用伸縮軸を得ることができる車両ステアリング用伸縮軸の製造方法を提供する。
【解決手段】車両ステアリング用伸縮軸20は、回転不能且つ軸方向に摺動自在に嵌合する雄スプライン軸21と雌スプライン軸22とからなり、雄スプライン軸21が、引張強度2GPa以上、且つ引張弾性率50GPa以上の高強度・高弾性率の有機繊維のフィラメントを束にした1本以上のフィラメント束を液状熱硬化性樹脂に含浸させながら、回転する芯材に所定の角度で巻き付け、熱で硬化させるフィラメントワインディング法によって円筒状素材を成形した後、円筒状素材を切削加工して形成される。
(もっと読む)
熱可塑性プラスチック−連続繊維混成複合体の製造方法
本発明は、熱可塑性プラスチック−連続繊維混成複合体の製造方法に関し、より詳細には、熱可塑性プラスチック−連続繊維混成複合体の製造方法において、a)ガラス繊維束を広幅に均一に広げる段階と、b)広げられたガラス繊維を加熱する段階と、c)加熱されたガラス繊維とテープ状の熱可塑性プラスチックとを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階と、d)前記接合体をジグザグに折り重ねて多層熱可塑性プラスチック−連続繊維接合体を形成する段階と、e)前記多層熱可塑性プラスチック−連続繊維接合体を圧着させる段階とからなる、製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法に関する。 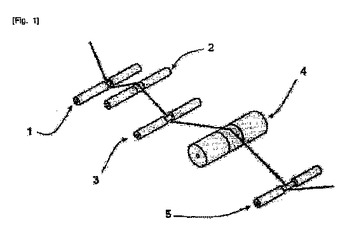 (もっと読む)
(もっと読む)
複合部品の作製に適した新規な補強材料
本発明は、複合部品を作製するための、熱硬化性樹脂と合わせる新規な中間材料であって、100〜280g/m2の重量を有する炭素繊維の一方向層からなり、その各面において0.5〜50ミクロン、好ましくは3〜35ミクロンの厚さを有する、熱可塑性繊維のウェブが合わされており、全厚が80〜380ミクロン、好ましくは90〜320ミクロンである上記中間材料、並びにこのような材料から複合部品を製造するための方法、及び得られる複合部品に関する。 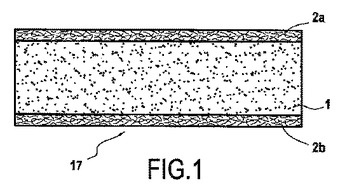 (もっと読む)
(もっと読む)
301 - 320 / 816
[ Back to top ]