
Fターム[4F205HB01]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形区分 (1,127) | 一定長物品(不連続物品)の製造方法 (816)
Fターム[4F205HB01]に分類される特許
281 - 300 / 816
FRPタンクの製造装置及び製造方法
【課題】熱硬化工程においてFRPタンク表面に気泡が発生することを抑制するFRPタンクの製造装置及び製造方法を提供する
【解決手段】FRPタンク製造装置は、ライナの外周に樹脂を含浸した繊維を複数層巻回する巻回手段と、この繊維の巻回の際の巻回張力を設定する張力設定手段とを備える。この張力設定手段は、巻回張力を、前記繊維の層数の増加とともに減少させていき、前記繊維の最外層の特定部分の巻回において再び増加させるようにする。
(もっと読む)
複合容器の製造方法及び複合容器の製造装置

【課題】所望の形状および強度を有する複合容器の製造方法及び複合容器の製造装置を提供する。
【解決手段】本製法は、トウプリプレグ20をライナ5に巻き付けて繊維層を形成し(ステップS4)、ライナ5の内部から加熱して、ライナ5に巻き付けられた繊維の樹脂の粘度を、ライナ5に巻き付ける前の粘度よりも低下させ(ステップS5)、粘度を低下させた後、ライナ5の内部から加熱して、繊維層の樹脂をライナ5の表面に近い側から離れる側に向けて徐々に硬化させる(ステップS6)。粘度が低下した樹脂は、繊維間に浸透しやすくなるので繊維間に空隙されず、繊維どうしの密着性が向上する。また、本製造方法は、硬化した繊維上に樹脂を巻き付けていくことができるので繊維間での滑りを抑制できる。また、本製造方法は、ライナ5の内部から加熱するため、複合容器の内側部分の樹脂も十分に硬化することができる。
(もっと読む)
極細繊維からなるバインダーを用いたプリフォーム用基材とその製造方法
【課題】賦形性と形態安定性に優れた、且つ、厚目付けとしても嵩高くならず容易に賦型可能なプリフォーム用の強化繊維基材を提供すること。
【解決手段】シート状の強化繊維基材の片面又は両面に、バインダー樹脂組成物が繊維基材に対して0.1〜20重量%の範囲で、極細繊維からなる不織布状に付着してなるプリフォーム用基材。バインダー樹脂組成物としては、分子中に少なくとも2個の不飽和基を有し、分子量が10,000〜95,000の範囲にある樹脂を主成分とするものが用いられる。
(もっと読む)
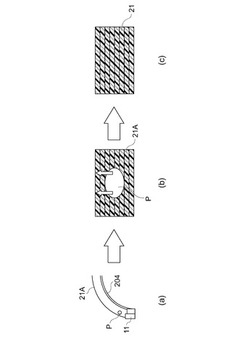
複合材料製品を製造するための膜、該膜の製造方法、及び該膜を使用した複合材料製品の製造方法
複合材料製品(2)の製造に使用するための樹脂拘束膜(1)であって、二軸延伸ポリプロピレンからなる支持膜(6)と、複合材料製品(2)を形成することになる半製品(2’)と接触することを意図された支持膜(6)の前面(6a)を被覆する脱着化学物質の中間層(7)と、真空蒸着によって中間層(7)上に適用された金属被覆材料の表面層(8)とによって形成された拘束膜(1)を提供する。  (もっと読む)
(もっと読む)
自動繊維配置機用の簡易繊維張力調整
【課題】標準サイズのテープスプールを使用する簡易AFP機に使用できる、簡易繊維張力調整装置を提供する。
【解決手段】繊維スプール用に繊維張力調整装置が提供される。ハブは回転可能に支柱に取り付けられ、ハブには、繊維スプールが取り付けられる。ハブ上の手段によって、スプールから引き出されている繊維に抗力が加えられて、繊維の張りが維持される。
(もっと読む)
FRP成形物
【課題】FRPと金属の接合部に形成される形状変化部の強度を低コストで高める。
【解決手段】板状の金属1の端部と、金属1よりも厚い厚さの板状を有し且つ端部に向かって肉厚が減少するテーパ面3を備えたコア材2の端部とが接近配置され、コア材2から金属1の一部に亘るように表裏に繊維強化材6,7が配置され、樹脂含浸によりFRPを形成して得られるFRPと金属1が一体化した接合部8を有するFRP成形物であって、テーパ面3によって接合部8に形成されるくの字状の形状変化部9に、FRP成形によって補強するようにしたFRP補強層100を設ける。
(もっと読む)
FRP製筒状体とその製造方法
【課題】FRP製の筒状体の端部に他部材を圧入接合する際に、端部の層間が層間破壊を起こすことがないような端部の補強方法・手段を提供すること。
【解決手段】FRP製筒状本体の両端又は片端が、該筒状本体に他部材を圧入接合するために補強されているFRP製筒状体であって、該筒状本体は繊維強化材の巻き角度が筒状体の軸方向に対して0°以上45°未満である強化繊維層とマトリックス樹脂で構成されており、該筒状本体の両端又は片端の内側及び/又は外側に、繊維強化材の巻き角度が筒状体の軸方向に対して45°以上90°以下の強化繊維層と、強化繊維の布帛と、マトリックス樹脂とからなる補強層が積層配置されているFRP製筒状体。
(もっと読む)
管状体
【課題】プリプレグシートの一方向に引き揃えられた強化繊維の配向に対して交差する方向の引張強度を向上させる。
【解決手段】一方向に引き揃えてシート状とした強化繊維である炭素繊維13aからなる強化繊維シート13上に炭素繊維13aの配向に対して直交するガラス繊維15が設けられる。ガラス繊維15の向きを芯材23の軸方向に対して交差させた状態でプリプレグシート11が芯材23に巻回される。このプリプレグシート11は前記ガラス繊維15が設けられているので、プリプレグシート11はガラス繊維15の配向と同方向に対する引張強度が向上する。
(もっと読む)
CFRPパネルの組立構造およびその製造方法
【課題】品質の向上および成形時間の短縮を図ることができるCFRPパネルの組立構造およびその製造方法を提供する。
【解決手段】CFRPパネルの組立構造(L字状組立構造)10は、一対のCFRPパネル1、2をL字状に当接させ、一対のCFRPパネル1、2の隅部Aに当接する断面略三角形状のコーナー心材3を、隅部Aに配置する。そして、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3とを覆うGFRP(ガラス繊維強化プラスチック)布4を、手積み成形によって一体接合する。また、L字状のCFRPパネル1、2の角部Cを包みこむように、一対のCFRPパネル1、2の双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布5を、手積み成形によって一体接合してなる。
(もっと読む)
輪郭成形複合構造物を製造する方法と本方法によって製造された構造物
輪郭成形された複合構造物は、実質的に一定の幅を有する単向性繊維プリプレグ層セグメントによって形成された少なくとも一つの層を含む複合チャージを積層することによって製作される。層セグメントは隣り合わせで重なり合った状態に配置され、層セグメントの長手方向の中央線は、構造物の輪郭線に対して極性配向に位置合わせされている。チャージは構造物の形に成形され硬化される。  (もっと読む)
(もっと読む)
繊維強化樹脂管継手の製造方法
【課題】下地処理を施すことなく繊維強化樹脂管継手の外周面の塗装の剥がれを可及的に防止する。
【解決手段】光重合開始剤を含む重合性樹脂組成物を含浸させた強化繊維束を型に巻き付けるとともに、巻き取った強化繊維束に光を照射して強化繊維束に含浸された重合性樹脂組成物を硬化させ、繊維強化樹脂管継手1を成形する。次いで、繊維強化樹脂管継手1を脱型した後、繊維強化樹脂管継手1の外周面を僅かに研磨し、あるいは、僅かな凹凸を形成することにより、繊維強化樹脂管継手1の外周面を粗面加工する。そして、粗面加工された繊維強化樹脂管継手1の外周面を下水管などの本管と同色に塗装する。
(もっと読む)
耐衝撃性繊維強化プラスチック及び多層構造体
【課題】高速の飛来物に対し、優れた耐衝撃性を有し、かつ、軽量な高強度繊維強化プラスチック及び多層構造体を提供する。
【解決手段】高強度繊維布帛に対する樹脂の付着量が3〜30wt%であるプリプレグを積層した層(a)とプリプレグと樹脂なし高強度繊維布帛を交互に積層し該交互積層を3回以上繰り返した層(b)を加熱加圧成形してなり、層(a)が飛来物の衝突面側に配置されていることを特徴とする耐衝撃性繊維強化プラスチック、及び該耐衝撃性繊維強化プラスチックを接着剤を介してセラミックスまたは金属と積層してなる多層構造体。
(もっと読む)
繊維強化熱可塑性材料に加圧する加圧装置、繊維配設装置、および繊維強化熱可塑性材料の配設方法
鋳型に対して繊維強化熱可塑性材料を加圧する加圧装置が記載されている。加圧装置(1)は、メインボディ(7)とメインボディの表面に設けられた加圧層(9)とを備えている。この場合において加圧層(9)は、有機材料、好ましくは、セラミック材料を用いて具現化され、鋳型の輪郭に適合するような構造をしているために、柔軟性を備えている。加圧装置の耐熱性が高まり、処理後の繊維強化熱可塑性材料の特性が改善される。 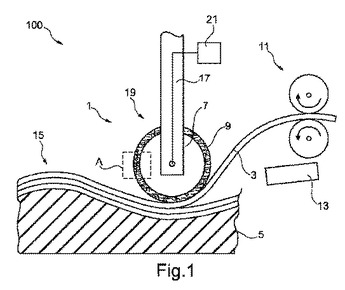 (もっと読む)
(もっと読む)
複合材料から成る部品を製造するための可撓性膜
本発明は、複合材料から成る部品を製造するのに用いられる成形装置に関する。この成形装置は誘導性の可撓性膜(1)と導電性の剛体部分(2)を含む。誘導性の可撓性膜は磁界を発生し、それが剛体部分に渦電流を生成し、熱の流れを生む。この熱の流れが伝導によって複合材料から成る部品を加熱する。 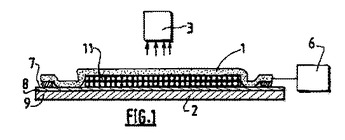 (もっと読む)
(もっと読む)
複数のファイバ相互混合層を備えてなる複合体製フライホイールリムならびにその製造方法
【課題】応力や歪みに耐え得る複合体ベースのリムを提供すること。
【解決手段】複合体ベースのリム(100)であって、複数のファイバ層(110〜140)を具備してなり、その中の少なくとも1つの層が、少なくとも1つの低弾性率ファイバと高弾性率ファイバとから形成されたファイバ相互混合層とされ、低弾性率ファイバの弾性率が、高弾性率ファイバの弾性率よりも、少なくとも34500MPa(5Mpsi)だけ小さく、各層のフープ応力に対する強度が、最内層(110)から最外層(140)に向けて、各層ごとに順次的に増大しており、少なくとも1つのファイバ相互混合層のフープ応力に対する強度が、このファイバ相互混合層の全体にわたって実質的に一様なものとされている。
(もっと読む)
オートクレーブ硬化サイクルの設計プロセス及び硬化方法
方法は、ポリイミド樹脂を染み込ませた繊維強化層を用いてプレフォームを形成するステップと、ポリイミド樹脂系から溶媒のほぼ全部を除去するに十分な第1の時間をかけて、第1の真空、圧力、及び温度条件で溶媒を除去し、ポリイミド樹脂のイミド化がほぼ完全に生じるに十分な第2の時間をかけて、第2の真空、圧力、及び温度条件下でポリイミド樹脂系をイミド化し、イミド化の後、プレフォームが所定の温度になるとプレフォームに圧力をかけることを含めた第3の真空、圧力、及び温度条件下でプレフォームを強化し、第4の真空、圧力、及び温度条件でプレフォームを固化し、タービンエンジン部品の形状を有する硬化積層構造物を形成するステップを含む。溶媒除去段階、イミド化段階、強化段階、及び固化段階における所望の結果に応じた、ポリイミド樹脂の全体的な硬化サイクルを設計するための方法を提供する。
(もっと読む)
フィラメントワインディング用滑り防止装置
【課題】小型で軽量な装置とするとともに、形状の異なるワークであっても容易に対応でき、巻き付け時の繊維部材3の滑りを確実に防止する。
【解決手段】円筒部10とドーム部11とを有するライナ1の外周表面にFW法により繊維部材3を多層に巻き付けて強化繊維層を形成するのに用いられ、FWシャフト100の外周に軸方向に移動自在に配置されたリング部22と、リング部22からドーム部11に向かって放射状に延びる複数の繊維係止アーム24と、複数の繊維係止アーム24の先端で形成される開口部の径を可変する可変機構と、を有する。
(もっと読む)
FRP製長尺角パイプの成形方法
【課題】マンドレルを使用しないで、作業効率よくFRP製の長尺角パイプをオートクレーブ成形する方法を提供すること。
【解決手段】別々に賦形された断面コ字形の上側部材と下側部材を、上型と下型からなる成形型に断面ロ字形に接合配置してFRP製の長尺角パイプをオートクレーブ成形するに際し、先ず、上側部材が敷設された上側賦形型を減圧条件下に置いて上側部材を上側賦形型に密着させ、次いで、該上側賦形型に密着した上側部材を、成形型の下型に敷設された下側部材と断面ロ字形に接合配置し、その後、前記上側賦形型を成形型の上型として前記成形型の下型と型締めしオートクレーブ成形を行う成形方法である。
(もっと読む)
タービンエンジン翼の製造方法
本発明は、樹脂で含浸されるプリフォームを3D製織することによる翼の製造に関する。本発明によれば、曲線(20)を鮮明にするためにプリフォーム(16)の何本かの糸、例えば、縦糸の切断端部の視認性が高められ、プリフォームの正確な成形を確実にするために前記曲線の形状が基準形状と比較される。 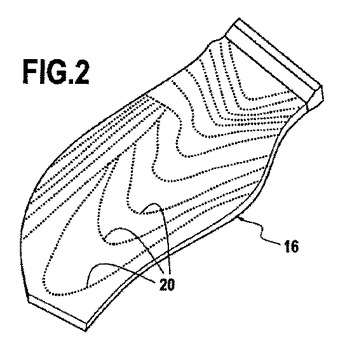 (もっと読む)
(もっと読む)
複合構造を製造するプロセスおよび装置
航空機エンジンナセルコンポーネントに適した吸音外板などの有孔複合構造を製造するプロセスおよび装置。このプロセスは、少なくとも1つのマット部材、未含浸布部材、およびパッド部材を成形型表面上に配置するステップであって、マット部材上に配設したピンが、この布部材を貫いて突出して布部材に穴を画定し、この布部材が、マット部材とパッド部材の間にあり、マット部材、布部材、およびパッド部材が、成形型表面に適合する未含浸スタックをもたらすように配置するステップを含む。次いで、布部材は、樹脂含浸した布をもたらすように樹脂が注入され、樹脂含浸した布内の樹脂が、部分的に硬化させられ、その後、部分的に硬化した樹脂含浸した布は、成形型表面から、およびマット部材とパッド部材の間から除去される。次いで、部分的に硬化した樹脂含浸した布の後硬化を実行して、穴を備えた複合構造をもたらすことができる。 (もっと読む)
281 - 300 / 816
[ Back to top ]