
Fターム[4F206AD35]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 複数の挿入物等の使用 (338)
Fターム[4F206AD35]の下位に属するFターム
直列的に配列したもの (10)
Fターム[4F206AD35]に分類される特許
61 - 80 / 328
筐体、筐体の製造方法および電子機器

【課題】インサート成形によって形成される樹脂部に外観上の影響を与えず、反りやヒケを防止すること。
【解決手段】本発明は、板状体10と、板状体10の少なくとも一部において一方の主面から他方の主面を覆うよう設けられ、板状体10の主面に対して垂直な方向において板状体10の一方の主面側へ偏って設けられた樹脂部20と、を備え、板状体10の一方の主面側における樹脂部20の中に体積調整部30が設けられた筐体1、筐体1の製造方法およびこの筐体1を用いた電子機器である。
(もっと読む)
射出成形方法

【課題】複数の樹脂成形層を別個の成形型を用いることなく形成することができ、さらに、転写シートの搬送機構の簡素化を図ることができる射出成形方法を提供する。
【解決手段】本発明の射出成形方法は、金型を型締めして形成される第1の閉空間S1に、転写シート3に形成されている第1の転写柄21を配置する第1の転写柄配置工程と、第1の閉空間S1に溶融樹脂を射出して第1の転写柄21が転写された第1の樹脂成形層11を形成する第1の射出工程と、第1の射出工程後に金型を型締めして形成される閉空間が拡大されるようにコア部を後退させる成形型後退工程と、成形型後退工程後に金型を型締めして形成される第2の閉空間S2に、転写シート3に形成されている第2の転写柄22を配置する第2の転写柄配置工程と、第2の閉空間S2に溶融樹脂を射出して第2の転写柄22が転写された第2の樹脂成形層12を形成する第2の射出工程とを含む。
(もっと読む)
樹脂モールド構造及び樹脂モールド方法
【課題】センサ素子等の電子部品とケーブルとを樹脂モールドで一体化する際にモールド樹脂とケーブルとの収縮・膨張量の差から生じる熱応力の低減を図り、高気密化に寄与できる樹脂モールド構造及び樹脂モールド方法を提供する。
【解決手段】電子部品とケーブルとがモールド樹脂により一体にモールドされた樹脂モールド構造において、モールド樹脂11が成形された樹脂モールド体10は、ケーブル12の長手方向の線膨張係数とケーブル12の長手方向に対して垂直となる径方向の線膨張係数とが異なっており、前記ケーブルの径方向の線膨張係数よりも前記ケーブルの長手方向の線膨張係数の方が前記ケーブルの最外層の線膨脹係数に近い値であるものである。
(もっと読む)
コネクター端子のインサート成形法
【課題】 極小のコネクタ端子をインサート成形で作製することを可能とするインサート成形法を得る。
【解決手段】 間隔をあけて整列させた複数の端子の一端が連結片で連結された第1端子板と、この第1端子板の整列された複数の端子間に嵌合する幅を有する複数の端子の一端が連結片で連結された第2端子板との連結片同士を重ね合わせ、第1端子板又は第2端子板の複数の端子の連結片側を曲折して曲折された箇所より先端部分の第1端子板及び第2端子板の複数の端子が面一となる領域を形成する端子板形成工程と、複数の端子が面一となる領域が金型のキャビティを構成する壁面の一部となるように第1端子板及び第2端子板の各々の端子の先端部分を金型内部に装着する装着工程と、溶融樹脂を金型のキャビティ内に射出して成形する成形工程と、成形工程で得られた成形体を金型から取外した後に、面一となる領域内で第1端子板及び第2端子板の個々の端子を隣接する端子同士が接触しないように切り離してコネクタ端子を得る切り離し工程とを備える。
(もっと読む)
保護キャップ及びその製造方法
【課題】製品のコストダウンと品質の向上がはかられる保護キャップ及びその製造方法を提供する。
【解決手段】雌ネジ21を有する保護キャップ1であって、雌ネジ21を有するインサートナット2と、このインサートナット2に着座するインサートワッシャ3と、インサートナット2及びインサートワッシャ3を埋設した樹脂製のキャップ本体10と、を備え、インサートワッシャ3は、キャップ本体10に包囲される先端部34と、キャップ本体10の射出成形時に雌ネジ21の開口端を閉塞する基端部33と、を有する構成として、樹脂がインサートナット2の雌ネジ21を埋めることを回避する。
(もっと読む)
プラスチック材料を用いてインサート成形された構成部材を製造するための装置及びインサート成形された構成部材
本発明は、プラスチック材料(1)を用いてインサート成形された構成部材(5)を製造するための装置(10;10a)であって、型工具(11;11a)を備え、型工具(11;11a)が、パーティング面(15)内で互いに協働する少なくとも2つの型要素(13,14)を有しており、両型要素(13,14)に、プラスチック材料(1)を用いてインサート成形された構成部材(5)の外側の形状を形成するための凹部(17,18)が形成されており、型要素(13,14)の少なくとも1つに、型工具(11;11a)内へのプラスチック材料(1)の進入時に型工具(11;11a)内に存在する空気又はガスを逃がすことが可能な排気通路(27;27a)が形成されている、プラスチック材料(1)を用いてインサート成形された構成部材(5)を製造するための装置(10;10a)に関する。本発明により、排気通路(27;27a)は、排気通路(27;27a)からのプラスチック材料(1)の流出を阻止する閉鎖要素(25;25a)の構成要素であるようにした。 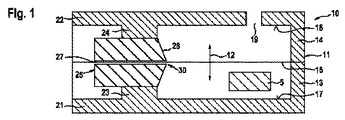 (もっと読む)
(もっと読む)
加飾装置
【課題】樹脂部と金属体とを組み合わせて一体成形される複合品の金属製の成形基材の表面に適切に加飾を施すことが可能な加飾装置を提供する。
【解決手段】金属製の成形基材2の裏面に樹脂部を一体成形すると共に、金属製の成形基材2の表面2bに加飾を施す加飾装置100は、金属製の成形基材2が配置される第1成形型K1と、当該第1成形型K1と型締めされる第2成形型K2と、第1成形型K1と第2成形型K2との型締め時に、金属製の成形基材2の表面2bに施す加飾が付された加飾フィルムLを金属製の成形基材2の表面2bの側に配設する加飾フィルム配設機構30と、金属製の成形基材2を裏面の側から加飾フィルムLの側に押圧する押圧手段と、第2成形型K2と加飾フィルムLとの間に配設され、押圧手段による押圧力に応じて加飾フィルムLを金属製の成形基材2の表面2bに押圧する弾性材Dと、を備える。
(もっと読む)
内装トリム部品を製造する方法
本発明は、特殊な射出成形プロセス及び選択的な裏打ち発泡プロセスを特徴とする内装トリム部品を製造する方法に関する。 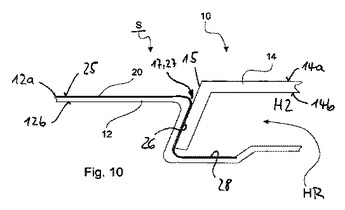 (もっと読む)
(もっと読む)
電子部品の製造装置及び電子部品の製造方法
【課題】本発明は、多孔性部材に吸着固定される電子部品をモールド射出成形する電子部品の製造装置及び電子部品の製造方法に関する。
【解決手段】本発明の一実施例による電子部品の製造装置は、電子部品が装着される多孔性部材であって少なくとも1つからなり、上記電子部品が収容される内部空間が形成される上部及び下部金型と、上記上部及び下部金型の内部空間に離型フィルムを提供する離型フィルム提供部と、上記電子部品がモールド射出成形されるように上記内部空間にモールディング樹脂を提供するモールディング樹脂提供部と、を含むことができる。
(もっと読む)
ガラスラン及びその製造方法
【課題】外観品質の向上等を図りつつ、ドアガラスの摺動性の低下を防止することのできるガラスラン及びその製造方法を提供する。
【解決手段】ガラスラン5は、基底部14と、基底部14から延びる一対の側壁部15、16とを具備して断面略コ字状をなす本体部11と、側壁部15、16の各先端から本体部11の内側に延出するシールリップ12、13と、基底部14のドアガラスGの内側面よりも車内側の位置において型成形時には本体部11の内周側に凸となる断面略V字状に形成された連結部21とを備え、長手方向全域が型成形によって一体的に形成されている。連結部21は、ドアガラスGの近方に位置する第1可変部21aと、遠方に位置する第2可変部21bとから構成され、ガラスラン5の長手方向全域にわたり連続して形成されるとともに、第1可変部21aと第2可変部21bとが互いに面で当接した状態で固着されている。
(もっと読む)
射出成形用金型及び複合品の製造方法
【課題】金属製材料の表面の加飾と裏面の樹脂部の成形とを良好に行うことができる射出成形用金型及び複合品の製造方法を得る。
【解決手段】凸状部20aを有する金属体20の表面に加飾層を形成するとともに、金属体20の裏面に樹脂部が形成された複合品の製造に用いる射出成形用金型であって、金属体20を配置する第1型1と、第1型1と型締めして、第1型1と金属体20との間に樹脂注入用のキャビティを形成する第2型2と、第1型1と第2型2との型締め前に、転写シート12を第2型2の型面から離間する位置に配置するとともに、転写シート12を金属体20の凸状部20aに押し付けつつ、凸状部20aに沿って接触させる加飾シート保持機構と、を備えた。
(もっと読む)
通気ダクト
【課題】 不織布成形体を構成部材とする通気ダクトを製造する際のオーバーモールド成形の成形不良を防止する。
【解決手段】 通気ダクト1の構成部材の少なくとも1つが、熱可塑性樹脂繊維を含む不織布を含むように、プレス加工によって前記不織布が賦形された不織布成形体2,3であって、不織布成形体2,3はその接続部21,31を互いに重ね合わせて、重ね合わせた接続部の末端部を包み込むように、樹脂被覆体4を被覆形成することにより一体化され、不織布成形体2,3には、樹脂被覆体4で被覆される側の表面に、不織布の表面を選択的に加熱する工程を経たことにより表面の熱可塑性樹脂繊維が溶融して剛性が高められた熱処理硬化層が形成されている通気ダクト1とする。
(もっと読む)
回転角検出装置の製造方法
【課題】両磁気検出部材44を樹脂(溶融樹脂)でインサート成形する際に、両磁気検出部材の演算部の厚さ方向に加わる樹脂(溶融樹脂)の流動によるストレスに起因する両磁気検出部材の位置精度の低下を防止する。
【解決手段】回転角検出装置40は、センシング部45と演算部47とを備え、センシング部45と演算部47とがL字形状をなしている磁気検出部材44を2個使用する。両磁気検出部材44がセンシング部45を互いに重ねた状態で向かい合わせに配置された状態で、両磁気検出部材44が樹脂でモールドされる。両磁気検出部材44の演算部47の厚さ方向の少なくとも一側面を金型60の支持型88で支持した状態で、両磁気検出部材44を樹脂でインサート成形を行う。
(もっと読む)
インサート材を備えた樹脂成形品及びその製造方法
【課題】インサート材の周囲に樹脂部を備え、強度と美観を向上させた樹脂成形品、及びその製造方法を提供する。
【解決手段】凹部を有するシート材4と、凹部に配置され、裏面がシート材4の表面に接着した平板状のインサート材3と、シート材4の表面がインサート材3の側面に密着するように、シート材4の裏面、かつインサート材3の周囲に、射出成形により環状に形成された樹脂部7と、を備えた。
(もっと読む)
バスバーモジュールの製造方法及びバスバーモジュール
【課題】バスバーを一括モールド成形することで生産性を向上でき、その成形時にバスバー同士の間隔を維持して電気絶縁性の低下を防止することができるバスバーモジュールの製造方法を提供する。
【解決手段】複数のバスバー2a,2bを所定間隔で離間させた状態で絶縁性樹脂3により一括モールド成形して、樹脂モールド体4を成形すると共に樹脂モールド体4から各バスバー2a,2bの接続端子5が露出するように形成するバスバーモジュール1の製造方法において、樹脂モールド体4を成形するための金型10内に、各バスバー2a,2bを接続端子5を除いて所定間隔で離間させて中空保持すると共に、各バスバー2a,2bを中空保持した金型10に、成形中にバスバー2a,2b同士の間隔を維持する接近防止手段18を設ける方法である。
(もっと読む)
成形体及びその成形方法
【課題】簡単な機構により、キャビティ内に中空形状の部品を設置したインサート成形を、当該部品の変形がないように行い、二つの層の間にICタグなどの情報記録媒体を封入した、2層構造を有する中空形状の成形体と、その成形方法を提供する。
【解決手段】開口部を有する中空形状の部品4の外側に、情報記録媒体3を取り付けた後、前記部品4を金型のキャビティ2内に設置して、前記部品4の中空部に液体を封入し、前記開口部を密封した状態で、前記部品4外壁とキャビティ2内壁の間の空隙に、溶融した材料を充填する。具体的には溶融した材料の充填を、射出成形法で行うが、前記の液体封入により中空部の変形を防止できる。
(もっと読む)
透明性インサート材を備えた樹脂成形品及びその製造に用いる金型及び樹脂成形品の製造方法
【課題】透明性のインサート材の外周に形成された樹脂部の強度を向上させた樹脂成形品、及びその製造のための金型、及び樹脂成形品の製造方法を提供する。
【解決手段】樹脂成形品Pは、透明性のインサート材3と、インサート材3の外周に配置された金属製のフレーム材4と、インサート材3とフレーム材4とに亘って裏面側から接着される粘着シート5とを備え、インサート材3を囲繞するとともに、フレーム材4の周縁部4Aの少なくとも一部に係合した状態に樹脂部7を形成した。
(もっと読む)
インサート用袋ナット
【課題】生産性に優れ、また生産コストも安価であり、更にはナット内側部におけるめっき未着の発生防止や、高さ方向の寸法精度の向上や、蓋体部の機密性の確保等が可能なインサート用袋ナットを提供する。
【解決手段】ナット本体1の中央に設けた貫通孔2に雌ネジ3を形成するとともに、ナット本体1の上端面に設けた環状の凹み部4に蓋体5を嵌め込んだインサート用袋ナットであって、前記凹み部4の周縁の縦壁部6を複数の溝形状にかしめることによって形成される内側に突出した内バリ部7aにより蓋体5をナット本体1に一体に結合した。また、同時に形成される外側に突出した外バリ部7bは、抜け止め及び回り止め用の係止片として作用している。
(もっと読む)
成形周辺封止部を備える封入型ウインドウアセンブリ
【課題】成形周辺封止部を備える封入型ウインドウアセンブリを改善する。
【解決手段】透明シート(40)の周辺領域を包囲するガスケット部材(54)及びそのガスケット部材(54)に溶融結合される周辺封止部アセンブリ(42)(弾性封止部(44)及び封止部支持部材(46))を備える封入型ガラスアセンブリ(60)を提供する。封止部支持部材は少なくとも90のショアーA硬度を有する材料から形成され、弾性封止部は封止部支持部材よりも低い硬度を示す可撓性材料から形成される。
(もっと読む)
モールド金型
【課題】リースフィルムを用いるモールド金型にエジェクタピンを設けて成形品の離型性を向上させると共に、金型パーティング面より突出するエジェクタピンを覆うリリースフィルムをエジェクタピンの先端突出部周りで当該金型パーティング面に倣って密着して吸着保持する。
【解決手段】モールド金型100が型開き状態において金型パーティング面より突出するエジェクタピン140を覆うリリースフィルム180が隙間部分190を通じてエア吸引路に吸引されてエジェクタピン140の先端突出部周りで当該金型パーティング面に倣って密着して吸着保持される。
(もっと読む)
61 - 80 / 328
[ Back to top ]