
Fターム[4F206AD35]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 複数の挿入物等の使用 (338)
Fターム[4F206AD35]の下位に属するFターム
直列的に配列したもの (10)
Fターム[4F206AD35]に分類される特許
41 - 60 / 328
金属プレートと一体化した合成樹脂成形品およびその成形方法
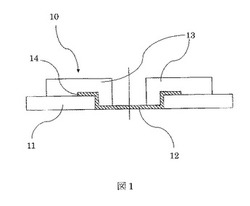
【課題】金属プレートと、合成樹脂シートと、射出成形金型とによって画成される空間に溶融合成樹脂を射出することにより成形される射出成形樹脂部とからなる一体化された合成樹脂成形品において、合成樹脂シートを金属プレートと射出成形樹脂部によってサンドイッチすることにより合成樹脂シートを機械的に保持し、更に気密性を確保できるようにした合成樹脂成形品およびその製造方法の提供。
【解決手段】プレス成形された金属プレート11であって、当該金属プレートの全面または一部の表面にポーラスな組織を備えた金属プレートを射出成形金型に設置するステップと、合成樹脂シート12を射出成形金型に設置するステップと、当該金属プレートと、当該合成樹脂シートと、射出成形金型とによって画成される空間に溶融合成樹脂を射出するステップと、からなる金属プレート、合成樹脂シート、および射出成形樹脂部13が一体化した合成樹脂成形品10を成形する。
(もっと読む)
圧縮木製品の製造方法

【課題】圧縮木材を補強するとともに、該圧縮木材の木目や風合いが損なわれない圧縮木製品を得る。
【解決手段】本発明の圧縮木製品の製造方法は、略椀状をなす木材からなるブランク材を軟化し、圧縮力を加えることによって軟化前とは異なる略椀状の圧縮木材に圧縮する圧縮工程と(ステップS33)、圧縮されたブランク材の内壁面に、溶融した合成樹脂を通さない材料からなる保護膜を取り付ける保護膜取付工程と(ステップS33)、保護膜が内壁面に取り付けられた圧縮木材を射出成形用金型に配置し、合成樹脂を射出成形することによって保護膜10上に所定形状の樹脂補強部を形成する樹脂補強部成形工程と(ステップS37)、を含む。
(もっと読む)
モール成形用金型および該金型を用いた装飾モール付きガラスの製造方法
【課題】磁力発生装置を用いて金属モールを金型に固定する場合、金型表面に段差が生じ、金型と金属モールとの接触部分に歪みが発生する問題があった。
【解決手段】ガラス板の周縁部に金属モールを被着させるモール成形用金型において、ガラス板を支持すると共にガラス板の周縁部に形成する樹脂モールの上部面、下部面をそれぞれ形成させる上部金型、下部金型を含む成形金型と、前記下部金型の凹状面内の金属モールの当接面に設けた複数の各穿孔部に内接する非磁性の筒状の介装部材内に設け、金属モールをモール固定部材の頂部の磁力で保持するモール固定手段と、該モール固定手段に磁力を付与する磁力発生装置と、からなり、前記磁力発生装置の熱膨張により前記モール固定部材の頂部上端が、前記下部金型の凹状面から突出しないように、モール固定部材の鍔部の外径を穿孔部の内径より大径としたことを特徴とするモール成形用金型。
(もっと読む)
防振ゴムの成形用金型
【課題】防振ゴムの成形用金型において、既存の成形用金型の形状等を大幅に代えることなく、金型の分割面に形成されるバリに、貫通孔を確実に形成する。
【解決手段】第1パイプ部材23及び第1外筒体13と、すぐり孔が形成された第1ゴム弾性体とを備えるトルクロッドの成形用金型61である。筒軸方向と垂直な分割面61aを構成する下型71及び上型81を備えている。下型71及び上型81には、第1ゴム弾性体を成形するためのと、すぐり孔を形成するための空間形成部とが形成されている。第1及び第2下側空間形成部の先端部には、樹脂ネジ93が螺合挿入される挿入孔が形成されている。空間形成部は、型締め状態では、先端面同士が接近して樹脂ネジ93を膨張させる。
(もっと読む)
樹脂モールド装置
【課題】プリヒート部に隣接する装置に熱拡散するのを低減するとともに、短時間で効率良くプリヒート温度まで昇温することができる樹脂モールド装置を提供する。
【解決手段】プリヒート装置28は、被成形品1を載置したヒータブロック13が移送機構29により受取位置Pから引渡し位置Qへ移送される間にプリヒート位置Rに設けられたトンネルカバー14内で停止させて被成形品1を集中的に予備加熱する。
(もっと読む)
クリップ結合構造
【課題】結合専用部品等の購入備品を要することなく、基材の結合工程内において作業を完結できるのはもちろんのこと、ヒンジ結合等の対応あるいは基材を他の部材に取付ける場合の寸法誤差の吸収も可能とする。
【解決手段】少なくとも二枚の基材40,41を、互いに重ね合わせた重合部42で結合するクリップ結合構造であって、重合部42に結合孔43が設けられ、この結合孔を通じて基材40,41を結合する樹脂製のクリップ46が該基材に対して直接成形されている。このクリップ46は、重合部の結合孔43内に位置する軸部47と、重合部42の両外側に位置する一対のフランジ48とを有する。そして、これらの軸部47および両フランジ48が基材40,41に対して相対的に摺動できるようになっている。
(もっと読む)
射出成形装置
【課題】クリップのように小容量の成形品であっても、捨てキャビティ等を用いることなく、正規の成形空間に樹脂材を確実に充填するための射出量の管理を可能とする。
【解決手段】二部材40,41の重合部42に樹脂材を射出し、この重合部に貫通させた結合孔43を通じて二部材を結合するためのクリップを直接成形する射出成形装置であって、二部材40,41の重合部42を挟んで結合孔43の両端側に配置され、この結合孔の内部を含めて密閉された成形空間44を構成することができる上型34および下型36と、これらの上型および下型の一方側から成形空間44に樹脂材を射出する射出機とを備えている。
(もっと読む)
電子装置のケース体及びその製造方法
【課題】アンテナ放射体と一体成形されて、アンテナ放射体を内蔵した電子装置のケース体及びその製造方法を提供すること。
【解決手段】本発明の電子装置のケース体は、軟質層と、前記軟質層に固着されるアンテナ放射体と、前記軟質層のアンテナ放射体が設けられている片面を被覆して接合される本体部と、を備える。前記アンテナ放射体の一端は、前記軟質層と前記本体部の間から両者の外部へ延出される。
(もっと読む)
射出成形品及びその製造方法
【課題】射出成形品の美観を確保するとともに、装飾層と樹脂層との剥離を防止できる射出成形品及びその製造方法を提供すること。
【解決手段】本発明の射出成形品は、主体部及び前記主体部の周辺に形成される周縁部からなり、且つ第一装飾膜、第二装飾膜、中間層及びエッジシーリング層を備える。前記第一装飾膜及び前記第二装飾膜は、軟質材料からなり且つ第一次射出成形により前記中間層の対向する2つの表面を被覆して接合される。前記エッジシーリング層は、第二射出成形により前記周縁部を被覆して接合される。
(もっと読む)
射出成形品及びその製造方法
【課題】射出成形品の美観を確保でき、装飾層と樹脂層とが剥離することを防止できる射出成形品及びその製造方法を提供すること。
【解決手段】本発明の射出成形品は、透明樹脂からなる中間層と、パターンを有する透明な薄膜からなり、且つ前記中間層の対向する2つの表面を被覆する第一装飾膜及び第二装飾膜と、を備える。前記第一装飾膜上のパターン及び前記第二装飾膜上のパターンは、同じ形状を有し且つ前記中間層に対して対称的である。
(もっと読む)
弾球遊技機の二重透明板構成体とその二重透明板構成体の製造方法
【課題】本発明は、二重透明板構成体を製造する際の生産性を向上させてコストダウンを図ることを可能とした弾球遊技機の二重透明板構成体とその二重透明板構成体の製造方法を提供する。
【解決手段】本発明の二重透明板構成体は、弾球遊技機の前面に、遊技盤の前面が透視可能に、2枚の透明板がほぼ平行に配設される一対の透明板体10と、軟質の熱可塑性樹脂で形成され、内周部に前記一対の透明板体10の外周縁部が各々はめ込まれる板保持溝32を有し、前記外周縁部を前記板保持溝にはめ込んで保持するための軟質保持体30と、硬質の熱可塑性樹脂で形成され、前記軟質保持体の外周部を外嵌するように、かつ、前記弾球遊技機に取り付け可能に設けられた取付枠体20とを備えている。
(もっと読む)
射出成形による樹脂成形品の製造方法
【課題】端子金具等のインサート部品を内部に備える樹脂成形品を製造する際に、インサート部品が不適切な位置で露出してしまうことを防止でき、また、その位置精度を所望に確保できる技術を提供する。
【解決手段】射出成形装置100において、金型コアバック部50の可動タイミングを、インサート部品である端子90を金型スライド部40の端子先端保持部41に挿入した後にすることによって、端子90の位置の精度を向上させる。また、金型コアバック部50を射出成形前に所定量Dだけ可動する事により、金型コアバック部50と端子90との間に樹脂壁が形成される。これによって、端子90の不適切な露出、ショート及び異物の付着等の防止ができる。
(もっと読む)
樹脂成形品およびその製造法
【課題】端子板表面が露出しており、端子板から延長された電極板がインサート成形されている樹脂成形品において、端子板表面が射出成形の樹脂で覆われないようにする。
【解決手段】ナット1を樹脂製ナットホルダ2の凹陥部7に収容する。樹脂製ナットホルダ2には、凹陥部7の開口部分に、端子板4の厚み方向を深さ方向とする第1段部11を設け、端子板4を第1段部11に嵌め合わせ第1段部11の底部に当接させ保持する。これにより、端子板4のボルト挿入穴3とナット1の螺子穴3の位置が対応して端子板4がナット1の面に相対し、端子板4から一体に延長され断面形状がL字形状に屈曲した関係にある電極板5が樹脂製ナットホルダ2の外側面と相対した組立体とする。端子板4の表面を成形キャビティから隔離した状態で組立体をインサート成形し、樹脂製ナットホルダ2の一部と電極板5を樹脂中に埋設した樹脂成形品とする。
(もっと読む)
固定部材の埋設構造
【課題】固定部材に対して樹脂の射出による圧力を低減し、固定部材の保持力を向上することができる固定部材の埋設構造を提供する。
【解決手段】ブロック本体20の埋設部22に、アンカー部51、251とネジ軸部52、252からなる第2インサートボルト50、250を埋設する固定部材の埋設構造であって、ブロック本体20を形成する金型内26へ樹脂を充填するゲート部21から流通して第2インサートボルト50、250に当接する樹脂の応力を緩和する樹脂圧緩和手段(長溝53、山形形状のアンカー部251、凹部281、流れ方向変更部材291)を第2埋設部24及び第2インサートボルト50、250の少なくとも一方に設けた。
(もっと読む)
固体摺動部材注入方法及び固体摺動部材注入装置。
【課題】固体摺動部材を製品の二つの部品、例えばロッドエンドのハウジングと内輪の僅かな隙間に油圧プレス等で挿入していたが、隙間に均質に挿入できず圧入する力の加減が難しく、強く圧入すると製品自体に傷がつくか破損することがあった。このような固体摺動部材を二つの部品の隙間に、均一に注入する方法を提供する。
【解決手段】固体摺動部材6を溶解する温度まで加熱し、加熱した固体摺動部材を、射出成形の方法で、あるいは、トランスファープレス等で圧力を加えて、製品を構成する部品の一つに開けた穴15を通して、二つの部品の隙間に注入する。二つの部品はスリーブ9で固定され受け皿12の窪みに嵌められ、溶解した固体摺動部材がノズル7を通って二つの部品の隙間に注入される。製品の摺動抵抗の均一化、回転運動の均一化及び長期安定を維持することができる。
(もっと読む)
抑制治具付シート幅センサを備えた両面加飾射出成形装置
【課題】両面加飾用射出成形装置において、固定型用転写シートの幅方向マーク近傍が変形しても適切な固定型用転写シートの位置合わせを行う。
【解決手段】シート幅センサ60は発光体と受光体を有し、発光体と受光体の間に固定型用転写シートを位置付けるものである。シート幅センサ60は、一方面が発光側平板シート面64である発光側平板62と一方面が受光側平板シート面74である受光側平板72を有し、発光側平板シート面64と受光側平板シート面74は平行に保持され、発光側平板シート面と前記受光側平板シート面の間隔が0.1mm以上1.5mm以下に保持されていて、固定型用転写シートに形成された幅方向マークを検出する。
(もっと読む)
防振部材の成形方法および防振部材
【課題】充填材の配向性を向上させることができる防振部材の成形方法および防振部材を提供。
【解決手段】防振部材70の成形方法は、金型1のキャビティ292に、複数の溝部296aを有するゴム弾性部材296を配置することにより、キャビティ292に溝部延在区間296bを区画し、金型1を締める型締め工程と、樹脂製の母材と、母材に分散される異方性の固体の充填材と、を有する溶融樹脂をキャビティ292に注入し、複数の溝部296aに沿って溶融樹脂を流動させることにより、溝部296aを流動する充填材を溝部296aの延在方向に略配向させた状態で、溶融樹脂を固化させる注入工程と、金型1を開き、ゴム弾性部材296と、複数の溝部296aにより形成される複数のリブ700aを有する樹脂部材700と、が一体化された防振部材70を取り出す型開き工程と、を有する。
(もっと読む)
防振装置の製造方法
【課題】防振脚部が接着される外側部材を樹脂材料からなるブラケット部材に機械的な係合により固着させる構造の防振装置を製造する防振装置の製造方法において、外側部材をゴム加硫金型へ設置する際の設置不良を抑制することができる防振装置の製造方法を提供すること。
【解決手段】外側部材60は、一対の第2壁部63に複数の孔63aが穿設されている。各孔63aは、一方側に偏った位置に配置されている。そのため、外側部材60をゴム加硫金型300の下型301にセットする際には、外側部材60の向きを正しく設定して、各孔63aのそれぞれへ対応するゴム下型ピン301bをそれぞれ挿通させなければ、外側部材60の第2壁部63を下型301のキャビティ(凹部)内に収容させることができない。よって、外側部材60をゴム加硫金型300へセットする際の設置不良を確実に抑制することができる。
(もっと読む)
ウエザストリップ及びその製造方法
【課題】シール性や外観品質を向上させるように押出成形部を型成形部で接続したウエザストリップ及びその製造に際して型成形部の形成範囲内でコア金型を抜き取ることができる製造方法を提供する。
【解決手段】ウエザストリップ5は、押出成形された押出成形部6と、これの両端部を直線状に接続する型成形部7とからなり、ドア開口部の周縁に沿って取付けられるトリム部11と、トリム部11から突出する中空シール部15とを備える。型成形部7は、その接続幅W1が2.0mmに設定され、その中空シール部15において、その内周面を成形するコア金型を成形後に抜き取るためのコア抜き孔44が形成されている。コア抜き孔44は、中空シール部15の内周面の周方向に沿った長さが、当該内周面の周長の40%となるように形成されている。
(もっと読む)
防振装置セット及びその製造方法
【課題】異なる成形型を用意することなく、第1及び第2防振装置のストッパ特性を相違させる。
【解決手段】第1及び第2トルクロッドT1は、それぞれ、第2内筒部材4と、大外筒部10を有するブラケット1と、一対の主ばね部50,50を有する第2ゴム弾性体5と、第1及び第2空洞部53,54と、第1及び第2ストッパ6,7とを有していて、第2ゴム弾性体5並びに第1及び第2ストッパ6,7が第2内筒部材4及びブラケット1に加硫一体成形されている。第1トルクロッドT1のブラケット1における第1ストッパ6の第2軸直方向外側の部分には、孔部13が形成されている。第2トルクロッドのブラケットにおける第1ストッパの第2軸直方向外側の部分には、第1及び第2孔部が形成されている。第2トルクロッドの第2ゴム弾性体は、第2孔部内に大外筒部の内側と第1孔部とを仕切るように設けられた仕切部をさらに有している。
(もっと読む)
41 - 60 / 328
[ Back to top ]