
Fターム[4F206AD35]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 複数の挿入物等の使用 (338)
Fターム[4F206AD35]の下位に属するFターム
直列的に配列したもの (10)
Fターム[4F206AD35]に分類される特許
81 - 100 / 328
モールド金型

【課題】リースフィルムを用いるモールド金型にエジェクタピンを設けて成形品の離型性を向上させると共に、金型パーティング面より突出するエジェクタピンを覆うリリースフィルムをエジェクタピンの先端突出部周りで当該金型パーティング面に倣って密着して吸着保持する。
【解決手段】モールド金型100が型開き状態において金型パーティング面より突出するエジェクタピン140を覆うリリースフィルム180が隙間部分190を通じてエア吸引路に吸引されてエジェクタピン140の先端突出部周りで当該金型パーティング面に倣って密着して吸着保持される。
(もっと読む)
射出成形体の製造方法および製造装置

【課題】一次射出されたハウジング3とレンズ部4とを二次射出により一体化してサイドターンランプ1を製造する作業をより効率化する。
【解決手段】第一射出装置6で射出したハウジング3を金型6−2ともどもターンテーブル13に移送し、該テーブル13の旋回途中で光源2を組み込んだ後、ハウジング付き金型6−2を、レンズ部4が射出成形されている第二射出装置7に移送させて該第二射出装置7で二次射出をし、該製造されたサイドターンランプ1を、金型6−2ともどもターンテーブル13に移送し、テーブル13の旋回途中で取り出すようにした。
(もっと読む)
窓部材
【課題】取付用ブラケットの少なくとも一部が埋め込まれた窓部材において、取付用ブラケットが窓部材の本体部の表面側から見えにくくして外観見栄えを良好にすると共に、取付用ブラケットを狙い通りの位置に固定できるようにする。
【解決手段】窓部材1は、光透過性を有する樹脂材で構成された板状の本体部10と、本体部10裏面における所定部分に、本体部10よりも光透過度の低い樹脂材を射出成形することによって本体部10と一体化された枠部20と、枠部20よりも高剛性な材料で構成され、枠部20に少なくとも一部が埋め込まれた取付用ブラケット30とを備えている。本体部10の裏面には、取付用ブラケット30に当接するように突出して取付用ブラケット30の位置決めを行う突出部12が設けられている。取付用ブラケット30には、枠部20の成形時における成形型に当接して取付用ブラケット30の位置決めを行う位置決め面34が設けられている。
(もっと読む)
飲料ディスペンサのモータ側カップリング部材製造方法及びモータ側カップリング部材
【課題】本発明は、抜止部材の傾きを抑制でき、振動の発生を低減できる飲料ディスペンサのモータ側カップリング部材製造方法及びモータ側カップリング部材を提供することを目的とするものである。
【解決手段】本発明による飲料ディスペンサのカップリング部材製造方法及びモータ側カップリング部材は、抜止周面支持突起201aで抜止部材141の筒部151の外周部153を支持するとともに、抜止部材141を第1及び第2金型201,202で挟持することで第1及び第2金型201,202に対する抜止部材141の位置決めを行い、筒部151の本体先端部151a及び壁部154の壁先端部154aが、カップリング部材本体140のモータ側端面143及びカップリング側端面144から露出される構成である。
(もっと読む)
射出成形方法
【課題】 複数のインサート部品が互いに当接した状態で樹脂と一体化されるインサート射出成形において、インサート部品の位置精度を高めながら、複数のインサート部品の当接状態を確実なものとし、インサート部品の間に射出した樹脂が侵入しないようにする。
【解決手段】 複数のインサート部品が樹脂の射出成形により一体化されたインサート成形方法において、インサート部品1,2が並ぶ方向にインサート部品を押圧挟持できるように、成形金型に対しスライド可能に設けられた一対の挟持部材31,41により、複数のインサート部品1,2を互いに当接状態となるように挟持する挟持工程を設け、挟持工程において、前記一対の挟持部材31,41が、インサート部品を挟持した状態を維持しながらそれぞれスライド可能とされつつ、それぞれの挟持部材31、41が弾性部材33、43によってインサート部品1,2に向けて付勢されるように押圧挟持する。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】金型の床面積が小さく、装置全体を小型できるとともに、樹脂材料の使用効率が高い樹脂封止装置を提供する。
【解決手段】基板90の電子部品のうち、少なくとも先頭に位置する電子部品を上,下金型チェスの上型,下型キャビティ41,61内に充填した樹脂材料で封止する。ついで、上,下金型チェスを開いて基板90を所定の間隔だけずらし、再度、上,下金型チェスで基板90を挟持し、電子部品と異なる少なくとも2番目の電子部品を上型,下型キャビティ41,61内に充填した樹脂材料で樹脂封止する。
(もっと読む)
射出成形用金型及び複合品の製造方法
【課題】金属製材料の表面の加飾と裏面の樹脂部の成形を簡易に行うことができる射出成形用金型及び複合品の製造方法を得ることを目的としている。
【解決手段】金属体20の裏面に樹脂部30が成形され、その樹脂部30の成形と同時に金属体20の表面が加飾シートFにより加飾された複合品の製造に用いることができる射出成形用金型であって、金属体20が配置される第1キャビティ面が形成された第1型1と、金属体20の表面に沿った形状を有する第2キャビティ面が形成され、第1型1との型締めによって金属体20と第1キャビティ面との間に樹脂部30に対応したキャビティを形成する第2型2と、金属体20の裏面に対向するように第1キャビティ面に形成された、キャビティVに溶融樹脂を射出するゲート4とを備えた。
(もっと読む)
複合品、射出成形用金型及び複合品の製造方法
【課題】金属体と樹脂部との意匠性の良さを共に活かすことができ、且つ、一体性を高くする。
【解決手段】開口部2aを有する金属体2と、開口部2aを充填するように、金属体2の裏面の一部に射出成形により一体的に成形された樹脂部3とを備え、金属体2は、樹脂部3に埋設されるように、開口部2aの周縁から一体的に立ち上がるアンカー部2bを含む。
(もっと読む)
防振装置の製造方法
【課題】樹脂金型の構造を簡素化しつつ、耐久性に優れた防振装置を製造することができる防振装置の製造方法を提供すること。
【解決手段】ゴム加硫成形品M1が設置された樹脂金型の射出空間S内へ樹脂材料を射出し、ブラケット部材を防振基体12の外周側に連結する。この場合、ゴム状弾性体から構成されるゴム中型部材103,104がすぐり部13,14に内挿されているので、防振基体12の一部がすぐり部13,14内へ陥没して変形することを抑制できる。よって、中型用のスライド構造を不要として、樹脂金型の構造を簡素化できる。また、すぐり部13,14の内周面とゴム中型部材103,104の外周面との間に隙間g1,g2を設けたので、樹脂材料の射出圧力により、防振基体12を縮径方向へ変形させ、予圧縮を付与することができる。よって、耐久性に優れる防振装置を製造することができる。
(もっと読む)
静電容量スイッチ付き成型品の製造方法
【課題】静電容量タッチセンサーと意匠付きシートをインジェクション成型金型内にセットし、同時成型し、断線等のない意匠の優れた静電容量タッチスイッチを可能にする。または静電容量タッチセンサーをインジェクション成型した成型物にプレヒートした接着剤付き意匠シートを真空成型で同時成型し、不要部分をカットして意匠シート付き静電容量スイッチパネルを成型品として、静電容量タッチセンサーを製造することを可能にする。
【解決手段】意匠シート1と導電インキ層を印刷したセンサーシート2を分け、意匠シート1をキャビティ金型11にセットし、導電インキ層を印刷したセンサーシート2をコア金型12にセットして樹脂10を流し込んで冷却固化する工程と、型開きして静電容量スイッチ付き成型品を取り出す工程とを備えた静電容量スイッチ付き成型品の製造方法を提供する。
(もっと読む)
化粧料容器
【課題】ブローボトルのように開口部内径が胴体部内径よりも小さく、ガラス瓶のように厚肉で、且つ落下等の衝撃にも強い、耐久性と美しい外観を備えた化粧料容器を提供すること。
【解決手段】容器本体10は、化粧料の抽出口となる首部材12と、首部材12を連結する開口部を有し、開口部の最小内径が首部材12の最大内径よりも大きい胴体部材11と、2つの部材をつなぐための連結部材30とからなり、胴体部材11の上端部には、首部材12を嵌入するための嵌入溝11bと、嵌入溝11bの周縁に胴体部材の側壁の面方向に突出する胴体凸部11cが形成され、首部材12には胴体部材11に嵌入したときに胴体凸部11cと隣接するように首凸部12cが形成され、胴体部材11と首部材12とは、胴体凸部11cと首凸部12cをまたいで胴体部材の上端部に対して溶融樹脂が射出されて形成される連結部材30によって溶着固定される。
(もっと読む)
モールド樹脂成形体
【課題】板状金属導体の離間間隔を狭くすることができると共に、板状金属導体の離間間隔の均一性を確保することができ、且つ、板状金属導体とモールド用樹脂の接着界面に剥離が生じないようにすることができる、有利な構造のモールド樹脂成形体を提供すること。
【解決手段】複数の板状金属導体2、3を500μm以下の一定の離間間隔を置いて積層し、モールド成形により、各板状金属導体2、3の周上を溶融粘度が50Pa・s以下の絶縁性を有する接着性樹脂組成物で被覆すると共に前記離間間隔を前記樹脂組成物4で満たすことによって、板状金属導体2、3相互間を絶縁して、全体を積層一体化した、モールド樹脂成形体であって、前記複数の板状金属導体2、3の夫々対向面側をダレ面又はR付きの面とした、モールド樹脂成形体。
(もっと読む)
成形周辺封止部を備える封入型ウインドウアセンブリを形成するためのプロセス
【課題】成形周辺封止部を備える封入型ウインドウアセンブリを形成するためのプロセスを改善する。
【解決手段】透明シート(40)の周辺領域を包囲するガスケット部材(54)及びそのガスケット部材(54)に固定される周辺封止部アセンブリ(42)(弾性封止部及び封止部支持部材)を備える封入型ガラスアセンブリ(60)を形成するための方法である。透明シートの周辺領域並びに予備成形される周辺封止部アセンブリ(42)が型空洞部内に配置される。型空洞部内上側にはテーパ部分(18)が設けられ、その端部に隣接して封止用突出部(20)が設けられている。透明シートを入れた状態で型を閉塞すると、テーパ部分は透明シートの周辺端近傍にのみ接触し、封止用突出部の主要部(22)が弾性封止部(44)と圧縮係合し、リップ部(24)が封止部支持部材(46)と封止係合する。その後、充填、固化、取り出しを行う。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
噛みおもちゃの製造方法およびその方法で製造された噛みおもちゃ
【課題】無端状の操作部材に音を発生させるための無端状のリング状部材などが挿通された噛みおもちゃを、少ない作業工数で容易に製造することができるとともに、外周にバリなどが発生せず、水が侵入することもない噛みおもちゃの製造方法およびその方法で製造された噛みおもちゃを提供する。
【解決手段】噛み部材22と、無端状の操作部材24と、無端状のリング状部材26と、から構成される噛みおもちゃ20の製造方法であって、無端状のリング状部材26を形成し、無端状の操作部材24を成形し、
無端状操作部材24にスリット32を形成し、スリット32が形成された操作部材24にリング状部材26を装着し、その後、この組立体を噛み部材22を成形するための金型内にセットし、この金型内に射出された樹脂により一体的に組付けしたことを特徴としている。
(もっと読む)
軸受部材およびその製造方法
【課題】射出成形材料が電鋳部の内側へ回り込んで型成形部が成形される事態を可及的に回避して、型成形部の成形精度の向上を図る。
【解決手段】内周に配設される軸部材を相対回転支持する電鋳部7と、電鋳部7の周囲に一体に形成される型成形部とを有する軸受部材は、型成形部のインサート成形工程を含む製造方法により製造される。このインサート成形工程において、使用される成形金型13,14のうち、主に電鋳部7を収容する側の金型14の上部端面14aのうち電鋳部7の開口部7cと対向する領域には、溶融樹脂Pの流動抵抗を増加させる凹凸部17が形成されたものが使用される。このような金型を用いて形成された軸受部材の型成形部のうち、開口側端面の内周縁にあって、電鋳部7の開口部7c上には、型成形面として成形されていない固化面が設けられている。この固化面と軸部材の外周面との間には所定の間隔が確保されている。
(もっと読む)
皮革インサート成形品とその製造方法
【課題】 金型への皮革のセットが容易で、皮革をインサート成形品の表面に部分的に組み込んだデザインでも隙間や端面露出の問題がない皮革インサート成形品とその製造方法を提供する。
【解決手段】 皮革インサート材が外面に積層された一次成形樹脂部をコア型に密着させたまま、二次成形型に移動させ、基体シート上に剥離層、隠蔽層及び接着層が順次積層された転写シートを二次成形用キャビティに吸着させた状態で型閉めし、前記二次成形用キャビティに二次成形樹脂を射出することにより、前記一次成形樹脂部及び前記皮革インサート材と一体に且つ前記皮革インサート材が周縁部を除いて露出するように、外面に隠蔽層を形成した二次成形樹脂部を成形し、前記二次成形型と前記コア型との型開き時または型開き後に、前記基体シートを剥離する。
(もっと読む)
電子回路内蔵樹脂筐体
【課題】プリント配線板と筐体樹脂が一体化した電子回路内蔵樹脂筐体において、プリント配線板と筐体樹脂とが高い密着性を有する回路樹脂内蔵樹脂筐体を提供する。
【解決手段】電子回路内蔵樹脂筐体は、グラフト共重合体(A)の成形物の片面または両面に電子回路を形成させたプリント配線板上に、熱可塑性樹脂層が融着形成されたものである。上記グラフト共重合体(A)は、α−オレフィン系単量体または共役ジエン系単量体に基づく構成単位からなるランダムまたはブロック共重合体60〜85質量部に、芳香族系ビニル単量体15〜40質量部をグラフト重合して得られる共重合体であって、芳香族系ビニル単量体全体のうち、多官能性の芳香族系ビニル単量体が5〜35質量%に設定されている。前記熱可塑性樹脂層は、インサート成形法によって、プリント配線板上に融着されている。
(もっと読む)
吸引によってインサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および使用
本発明は、特に窓(4)の周囲上にビーディング(3)を成型するための、またはプラスチック窓を成型するためのプロセスにして、前記ビーディング(3)の、または前記プラスチック窓の構成プラスチックがそれぞれ、トリムなどの少なくとも1つのインサート(2)が事前に配置されている成型空洞(5)内に導入される成型プロセスであって、前記プラスチックが導入されている間、前記成型空洞の内面上に生じる複数の微細穴(10)を通じての吸引によって前記インサート(2)が前記成型空洞(5)内の所定位置に保持されることを特徴とする、成型プロセス、に関する。 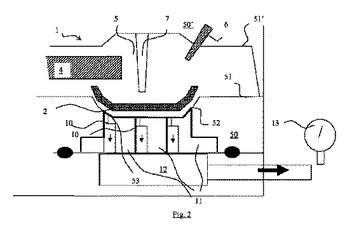 (もっと読む)
(もっと読む)
磁気によって金属インサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および前記インサートを固定するための磁石の使用
本発明は、特に窓(4)の周囲に沿って、縁取りビード(3)を成型する、またはプラスチックで作られた窓を成型するプロセスに関し、縁取りビード(3)またはプラスチック窓を形成するプラスチック材料は、トリムなどの少なくとも1つの強磁性インサート(2)が配置されている型空洞内に導入される。本発明は、2つの位置、すなわち、型空洞の内面を通じてインサート(2)に吸引力を印加する作動位置Aと、インサート(2)に吸引力を印加しない非作動位置Iと、の間を移動することができる少なくとも1つの磁石(40)によって、インサート(2)がプラスチック材料の導入中に型空洞(5)内の所定位置に保持されることを特徴とする。 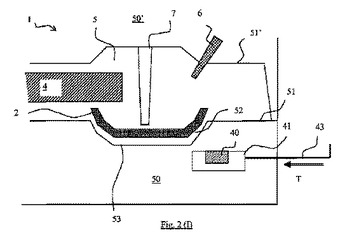 (もっと読む)
(もっと読む)
81 - 100 / 328
[ Back to top ]