
Fターム[4F206AD35]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 複数の挿入物等の使用 (338)
Fターム[4F206AD35]の下位に属するFターム
直列的に配列したもの (10)
Fターム[4F206AD35]に分類される特許
121 - 140 / 328
射出成形体の製造装置
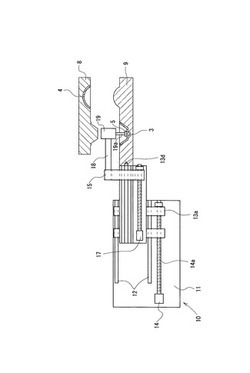
【課題】二次射出によりサイドターンランプ2を一体化する前にハウジング部3にインサート部材5を組込むための部品組込み装置10の片持ち長さを短くして安定化させる。
【解決手段】部品組込み装置を構成する第一可動架台13が基台11から突出したとき、該突出先端部となる位置決め体13dを射出成形装置側に設けた位置決め受け体9aに嵌合して両持ち状態として位置決め支持し、これによってロボット部の片持ちを第二可動架台からの状態として片持ち長さを短くし、安定化させるようにした。
(もっと読む)
インサート樹脂成形品およびその製造方法

【課題】金属製のインサート部材と樹脂成形部との境界面に硫黄を含有する接着層を備える密着性の高いインサート樹脂成形品および該製品を製造する方法を提供する。また、該成形品を備える電池の提供を他の目的とする。
【解決手段】本発明により提供される金属製のインサート部材64と熱可塑性樹脂から成る樹脂成形部70との境界面に、硫黄原子を含む成分を含有する接着剤から形成された接着層90を備えるインサート樹脂成形品の製造方法は、上記インサート部材64と上記樹脂成形部70との境界面に上記接着層90が形成されたインサート成形体を用意し、該成形体を所定の時間加熱することにより該接着層90中の遊離硫黄と該樹脂成形部70を構成する熱可塑性樹脂とを結合させて、加熱前よりも該接着層90中の遊離硫黄を減少させることを特徴とする。
(もっと読む)
電気的接続部品
【課題】バスバーを樹脂ケースにインサート成型して形成させるインサート成型タイプの電気的接続部品について、バスバーを仮に連結している連結部の切断加工時に生じるバスバーの埋込み部の露出化を防止できるようにする。
【解決手段】電気的接続部品は、窓部3を有するインサート部4が形成された樹脂ケース2を備えるとともに、インサート成型により樹脂ケースに組み込まれた複数のバスバー5を備え、バスバーの樹脂ケースへの組み込みは、各バスバーを連結部12で仮に連結して形成されるバスバーユニット22を用いてなされ、バスバーユニットをインサート成型により組み込んだ後に、窓部で露出する連結部に切断加工を施すことで各バスバーに導電路を形成させるようになっており、そして埋込み部に対する樹脂による保持力を増強させる保持力増強部23が連結部の近傍でバスバーに設けられている。
(もっと読む)
コネクタ及びその製造方法
【課題】オーバーモールドの際の端子の変形防止をより確実なものとし、上下に複数重ねられて配列された端子であっても、その後方部分を上金型によって上方から支持することにより、オーバーモールドの際にも、端子が変形することがなく、複数の端子を配置した場合の各端子間の間隔を一定に保持することができ、製造を容易にし、コストを低くすることができるようにする。
【解決手段】ハウジングは、端子の前方部分を保持する第1ハウジング部と、端子の後方部分の少なくとも一部を覆うように絶縁性材料でオーバーモールドすることによって第1ハウジング部と一体的に形成された第2ハウジング部とを備え、端子の少なくとも1つは、後方部分における絶縁性材料で覆われる部分に形成され、端子の前後方向に対して交差する方向に突出する突起部を備える。
(もっと読む)
機能性中間シート
【課題】互いに違う組成を有する樹脂フィルムを3層以上、積層する事により新たな機能を有し、2種類以上の組成の成形物を簡単に得る事が可能な機能性中間シートの確立。
【解決手段】アクリル系樹脂フィルム又はポリカーボネート系樹脂フィルムを、目的の金型の外形形態に近い形状に熱プレス加工を施し曲成させて、シート状球面体を得る。得られたシート状球面体と球面率が同じ程度の球面率を有する金型を装てんしたインサート射出成形機の金型のキャビティの表面に挿入し、射出成形する事により、目的の眼鏡用偏光レンズを得、シート状球面体の対物面を当事者がアクリル系樹脂フィルム又は、ポリカーボネート系樹脂フィルムを自在に選択する事によって、樹脂フィルム単体には無い新たな機能を有し、2種類以上の組成の成形物を製造する。
(もっと読む)
中空成形品とその製造方法
【課題】2つの分割体を突き合わせ接合されてなる樹脂製の中空成形品の接合力を増大する。
【解決手段】下側本体2と上側本体とを突き合わせ、接合されてなる樹脂製の中空成形品において、下側本体2と上側本体は内部に複数の閉断面を形成するリブ15を備え、このリブ15同士も突き合わされており、下側本体2と上側本体の突き合わせ面5の外周に沿って配置される包囲部41と、リブ15の突き合わせ面17を貫通し下側本体2と上側本体のリブ15の肉部内に没入する芯部43とが連結されてなる接合体4によって、下側本体2と上側本体を接合する。
(もっと読む)
接合薄板金属構造体
【課題】軽量化と強度強化を図り、生産性を向上させた接合薄板金属構造体の提供。
【解決手段】金属(軽金属)製の薄板をプレスにより成形し、折り曲げ部を有する第1構造部材2と、第2構造部材3とを対向して突き合わせる。この両構造部材2、3は、薄板状の構造部材で間に空間部6を有するように突き合わせ、その突合せ部に熱可塑性樹脂組成物7を射出成形し一体化して接合薄板金属構造体1とする。折り曲げ部を構造部材の周縁部や中間部に設けるようにしてねじり剛性、曲げ強度の強化を図っている。
(もっと読む)
照明式パネル及びその製造方法
【課題】金属調装飾部を備える製造容易な照明式パネル及びその製造方法をする。
【解決手段】一方の金型D1の型面に、照明部5を形成する印刷フィルム10と、金属調装飾部6を形成する光輝フィルム11とを隣り合うようにセットし、金型D1,D2を閉じて、印刷フィルム10と光輝フィルム11の裏面側に夫々異なるキャビティC1,C2を各フィルム10,11の隣り合う端部に及ぶようにして分離形成し、各キャビティC1,C2に光透過性の第一の樹脂Tを射出して、印刷フィルム10に第一の樹脂Tを積層してなる加飾部品30と、光輝フィルム11に第一の樹脂Tを積層してなる光輝部品31とを成形し、さらに、前記金型D1の型面に加飾部品30と光輝部品31を保持したまま他方の金型を交換し、加飾部品30及び光輝部品31に第二の樹脂Uを積層するようにした。
(もっと読む)
電子部品のシール構造
【課題】電子部品本体のシール構造における密着性と硫黄被毒性の問題を解決する。
【解決手段】電子部品本体部品の開口部の周囲の表面に発泡シール材が付着しており、射出成形された樹脂部品が開口部を通過し、電子部品本体の外面側では発泡シール材の表面に当接し、電子部品本体の内面側では電子部品本体の内面に当接しており、射出成形された樹脂部品と電子部品本体の間は発泡シール材で密封されている電子部品のシール構造において、該発泡シール材が極性基含有エラストマー材料と非硫黄系架橋剤との反応物であることを特徴とする電子部品のシール構造。
(もっと読む)
樹脂成形品のシボ形成方法
【課題】比較的簡素な構成にて適正且つ効果的にシボを形成し得る樹脂成形品のシボ形成方法を提供する。
【解決手段】樹脂成形品の製品意匠面にシボを形成する方法であって、成形金型10における製品意匠面に対応するキャビティ部位にシボ転写素材1及び分離フィルム2を順に添設し、シボ転写素材1が持つシボ形状を製品意匠面に転写形成する。
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】それ自体に剛性のない第1シート体が所定の形状・位置に維持されながら埋設された樹脂成形品、更に射出成形と同時に第2シート体が表面に形成される樹脂成形品の製造に用いられる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形用金型20は、固定型21と、型締めによって固定型21との間にキャビティ30を形成する可動型22と、固定型21内を型締め方向に前進後退可能なスライド型23とを備えている。2点鎖線で示したように、インサートシート32が埋設され、転写層34が表面に形成される樹脂成形品60に対応するキャビティ30が形成されている。射出成型用金型20に、インサートシート32及び転写層34を配置して所定の動作させることにより、デザインバリエーションを拡大させる樹脂成形品60を製造することができる。
(もっと読む)
車両用内装部品およびその製造方法
【課題】表皮材の成形サイクルを延長することなく、表皮材の取付開口部の周壁部を肉厚に形成する。
【解決手段】表皮材3を成形する表皮材成形工程と、基材2を成形する基材成形工程と、基材2と表皮材3との間で発泡材4を発泡成形させる発泡材成形工程と、を有する車両用内装部品の製造方法であって、表皮材成形工程を表皮コア型11及び表皮キャビティ型12からなる金型で成形するものとし、当該表皮材成形工程において、意匠面を構成する表面部3aと、当該表面部3aよりも肉厚に形成され且つ当該表面部3aに開口する取付開口部5の周縁から突設される周壁部3cを、一体成形する。
(もっと読む)
複数金属形状物の接合複合体とその製造方法
【課題】複数の金属形状物に対して、樹脂組成物を射出接合して一体化した複数金属形状物の接合複合体をえる。
【解決手段】複数の金属形状物11、12の接合部に化学エッチングによるミクロンオーダーの粗度があり、且つその表面は電子顕微鏡観察で、高さ又は深さ及び幅が10〜500nmで長さが10nm以上の仕切り状凸部、又は溝状凹部が10〜数百nm周期で全面に存在する超微細凹凸形状を形成し、その端部を金属酸化物又は金属リン酸化物の薄層を有するようにする。この複数の金属形状物の対向面間に枠体15により密封空間19を形成する。この密封空間に樹脂組成物4を射出し複数の金属形状物を接合して接合複合体26とする。
(もっと読む)
生物医学的な使用のためのチャンバユニットを成形及び組立てるための装置及び関連した方法
生物医学的な使用のためのチャンバユニット(D)を成形及び組立てるための装置であって、相互に組立てられるようになっているチャンバユニット(D)のそれぞれ2つのパーツ(A,B)の熱可塑性材料の射出成形するための、第1成形金型(3)の金型部分及び第2成形金型(4)の金型部分、及び追加の熱可塑性材料をオーバーモールディングすることによって前記2つのパーツ(A,B)の組立てのための金型(5)の前記金型部分、を支持するため、相互に平行で向かい合っており、且つ互いに近づけられたり遠ざけられたりする2つのプレート(18,22)と、及び、作動手段(M)によって前記プレート(18,22)の間で移動可能にされ且つ、パーツを前記組立成形型(5)に移送するために前記第1成形金型(3)及び第2成形金型(4)から前記パーツ(A,B)を受けるようになっている要素支持装置(6)とを含むものにおいて、前記要素支持装置(6)は、前記支持プレート(18,22)少なくとも1つと少なくとも摺動可能に直接関連する。 (もっと読む)
インサート成形品及び給水装置
【課題】強度が高く、分別が容易なインサート部材を配置させたインサート成形品及び給水装置を提供すること。
【解決手段】給水装置1の本体部2は、樹脂材で一体成型されるとともに、インサートボルト26bがインサートされ、且つ、このインサートボルト26bのボルトヘッド100aが設けられた部位に破断部91が形成されたベース部10と、自吸を行ない、内部に空間を形成する自吸室36及び自吸室36の開口を閉塞する自吸室蓋42を有する自吸部11と、ベース部10上に配置されたモータ12を有するポンプ13とを備え、ベース部10は、ベース本体20、吸込口30を有する吸込流路部31、ポンプ13のポンプケーシング34、自吸部11の自吸室36開口部37を有する連通部38、及び、連通部38に接続された吐出流路部40を有する流路部21と、が形成されている。
(もっと読む)
軸継手付太陽ローラを備えた遊星ローラ減速機
【課題】簡単な構成で低コストに入力軸と駆動モータの出力軸とを接合することができる軸継手付太陽ローラを備えた遊星ローラ減速機を提供すること。
【解決手段】入力軸15と一体の太陽ローラ15bと、ケーシング11に回転方向を固定された内ローラ13と、出力軸21と一体のキャリア16aに固設されたキャリアピン17に回転自在に支承された複数の遊星ローラ18とにより構成され、それぞれのローラ15b、13、18が予圧状態で外接及び内接されてなる遊星ローラ減速機10において、前記太陽ローラ15bの入力軸15に熱可塑性樹脂製軸継手22が一体成形してある軸継手付太陽ローラを備えたことを特徴とする。
(もっと読む)
ガラスランの製造方法
【課題】中子の安定性を高め、ひいては適正形状の型成形部を成形することのできるガラスランの製造方法を提供する。
【解決手段】ガラスランは押出成形部2,3と型成形部とからなり、断面略コ字状の本体部と一対のシールリップとを有している。型成形部を形成するための金型装置5は、本体部及びシールリップの内周面を画定するための中子18と、本体部及びシールリップの外周面を画定するための複数の型とからなる。そして、中子18の両端にそれぞれ押出成形部2,3の端部を嵌め込んだ状態で、キャビティ19内に型成形材料を充填することで型成形部が成形される。中子18のうち各押出成形部2,3が嵌め込まれる各部分には、それぞれ当該中子18を保持するための保持板21が設けられ、キャビティ19内においては、中子18を支持するサポートピン25が突出形成されている。
(もっと読む)
インサート成形用の金型とこの金型を使用するプラスチック成形体の製造方法
【課題】複数のノズル穴を有する金型の欠点を解消しながら、注入するプラスチックの温度と圧力を低くして、薄い部分にも確実にプラスチックを注入して成形する。
【解決手段】インサート成形用の金型は、製品31の表面にプラスチックを付着するようにインサート成形する金型であって、ノズル穴6から溶融状態のプラスチックを注入して製品31に付着する本体成形部21を成形する本体成形チャンバ1と、この本体成形チャンバ1で成形される本体成形部21に連結するように成形されるサブ成形部22を成形するサブ成形チャンバ2とを有する。金型は、サブ成形チャンバ2を、バイパス路8を介して本体成形チャンバ1に連結しており、ノズル穴6から本体成形チャンバ1に注入される溶融状態のプラスチックを、バイパス路8を介してサブ成形チャンバ2に注入してサブ成形部22を成形する。
(もっと読む)
懸架体用成形型及び懸架体の製造方法
【課題】複数存在する弾性層への弾性材料の注入条件を極力均一化させ、いずれの弾性層も互いに等しい成形条件で成形されて互いに等しい性能が発揮されるようにして、より品質や性能に優れる懸架体が作成可能となる懸架体用成形型を提供する。
【解決手段】懸架体用成形型において、第1支持部材と第2支持部材との間に、複数の弾性層と硬質隔壁とを交互に積層する積層ゴム構造の弾性部が介装されて成る懸架体を成形するための懸架体用成形型Kにおいて、第1,第2支持部材、及び複数の硬質隔壁をこれらの積層方向で隣合うものどうしの間に弾性層形成空間s用の間隔を空けて保持するための複数の配置溝mf,mkと、複数の弾性層形成空間sに弾性材料を注入すべく積層方向で弾性層形成空間sの全てに跨る連続した長尺空間に形成されるスリット状注入部10と、外部からスリット状注入部10に弾性材料を供給するための供給路11と、を有して構成する。
(もっと読む)
熱伝達性部材とLEDデバイスを集積する方法
少なくとも2つの熱伝達性部材を集積して、集積複合部材を提供する方法が開示され、この方法は、
a)少なくとも2つの熱伝達性部材を成形用金型キャビティの中に配置し、その際、前記熱伝達性部材の各々が、樹脂注入キャビティの表面を形成する少なくとも1つの露出面を有するようにするステップと、
b)樹脂注入キャビティの中に熱伝導性樹脂を注入し、少なくとも2つの熱伝達性部材の露出面と接触させて、集積複合部材を形成するステップと、
を含み、
熱伝導性部材の熱伝導率は少なくとも0.7W/mK以上である。
(もっと読む)
121 - 140 / 328
[ Back to top ]