
Fターム[4F206AH03]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | フィルター、濾過材 (35)
Fターム[4F206AH03]に分類される特許
1 - 20 / 35
エアフィルタユニットの製造方法
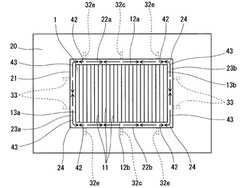
【課題】フィルタ濾材と射出成形による枠体とを備えたエアフィルタユニットのリーク発生を抑制する。
【解決手段】キャビティ21の直路22,23に少なくとも1つずつゲート32,33を配置するとともに、フィルタ濾材1の山谷線11に垂直な直路22に配置されるゲートの数が平行な直路23に配置されるゲートの数よりも多く、キャビティ21の周回路の隅角部24に最も近いゲート32eが直路22に位置するように、ゲート32,33を配置し、ゲート32eから射出されて隅角部24へと向かう樹脂42の流れが、直路23から隅角部24を経由して直路22へと回り込んできた別の樹脂43の流れと直路22において衝突するようにタイミングを定め、ゲート32,33から樹脂を射出する。この方法によれば、フィルタ濾材1の隅角部近傍における山谷形状の崩れを防止できる。
(もっと読む)
複合金属多孔体およびその製造方法

【課題】多孔体の有効面積を犠牲にせず、金属多孔体の取り扱い性を向上させる。
【解決手段】三次元網目構造を有する多孔体からなるシート状の金属部11と、この金属部11の面方向に延びる樹脂部12とが一体に形成されるとともに、金属部11がチタンまたはチタン合金により形成されている。
(もっと読む)
メッシュ、そのメッシュを用いたフィルタとそのフィルタの製造方法
【課題】フィルタにインサート成形するメッシュを金型のコアピンにセットする際の位置合わせ作業が容易となり、またその位置合わせのためにメッシュに設けた突出部が成形後に露出し不良となることを抑えたメッシュを提供する。
【解決手段】フィルタ10のフィルタ本体12にインサート成形するメッシュ14は、両端部が重ね合わせられ接合された重ね合わせ部に、軸方向に沿って内方に折り曲げて突出させた突出部30を形成する。インサート成形時には、その突出部30をコアピンの溝部に嵌め合わせてメッシュ14をコアピンにセットする。
(もっと読む)
フィルタ要素およびフィルタ要素を製造するための方法
襞折りパック(2)と、少なくとも部分的に前記襞折りパック(2)に成形して設けられたプラスチックフレーム(4)と、少なくとも部分的に前記プラスチックフレーム(4)に発泡成形して設けられた発泡プラスチックシール(7)とを備えるフィルタ要素(1)、特に自動車用の車室フィルタ。 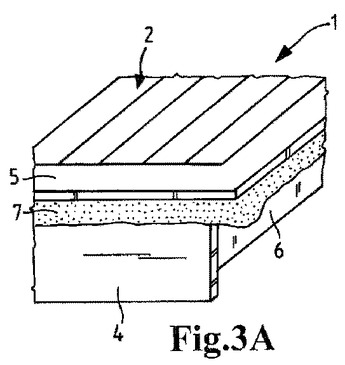 (もっと読む)
(もっと読む)
平面状薄膜モジュールの作製
本願発明は、平面状薄膜モジュールを作製する方法、前記方法によって得られる平面状薄膜モジュール、熱交換モジュールを作製する方法、及び前記方法によって得られる熱交換モジュールに向けられる。一の態様において、本願発明の方法は、固体状態の平面状薄膜を提供するステップと、前記薄膜をサポートするための1つ又は複数の注封フレーム内に注封材料を射出するステップと、好ましくは熱圧によって、前記1つ又は複数の注封フレームを前記固体状態の平面状薄膜とともに組み立て、それによって薄膜フレームを形成するステップと、必要に応じて、前記平面状薄膜の少なくとも一方の側にスペーサーを提供するステップと、平面状薄膜モジュールを形成するために、気密方法で前記薄膜フレームの積み重ねを接合するステップと、を備え、前記接合するステップは、注封材料の溶着を備える。 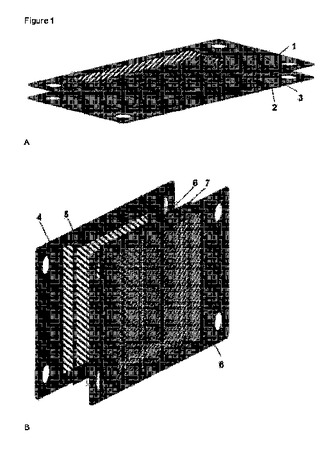 (もっと読む)
(もっと読む)
インサート成形品の製造方法
【課題】熱交換や湿度交換などの交換効率と生産性とが向上可能なインサート成形品の製造方法を提供する。
【解決手段】インサート成形品の製造方法は、薄膜状のインサート品111が吸引固定された可動側金型121と、ゲート125が形成された固定側金型122とで対をなして、インサート品111と接触する部分が曲面で構成された突起部分123が、可動側金型121と固定側金型122との間に形成されたキャビティ空間126に沿って、少なくとも可動側金型121と固定側金型122とのいずれかに形成された金型120を使用して、インサート品111を突起部分123で圧縮させた状態で、ゲート125からキャビティ空間126に成形樹脂112を射出する。
(もっと読む)
成形品の製造方法及び液体供給ユニット
【課題】第1成形部材と第2成形部材との間に可撓性のシート部材を挟み込んだ状態でこれらを一体に成形してもシート部材の変形を抑制することが可能な成形品の製造方法及び液体供給ユニットを提供する。
【解決手段】液体供給ユニットは、可動型21にケース部材14を保持させるとともに固定型22に各針部材16を保持させる保持ステップと、ケース部材14の各周壁部の内側にフィルター15をそれぞれ配置する配置ステップと、金型20の型締めを行うことで、ケース部材14と各針部材16とで各フィルター15を挟持する型締めステップと、ケース部材14と各針部材16との接合箇所に形成される接合用キャビティ27に、溶融樹脂をケース部材14の各周壁部と各針部材16との間を通って各フィルター15側に向かって流れるように射出して、ケース部材14と各針部材16と各フィルター15とを接合する射出ステップとを行うことによって製造される。
(もっと読む)
成形品の製造方法、及び熱交換用膜エレメント
【課題】フィルムの大きさを問わず、該フィルムを単独で枠体に貼設(一体成形)できる技術を確立する。
【解決手段】樹脂製枠体にフィルムを貼設した成形品は、1)フィルムを溶剤可溶性又は溶剤崩壊性の補強層で補強し、2)射出成形金型に前記補強されたフィルムを挿入し、3)前記金型に樹脂を供給して枠体を射出成形しつつ前記補強されたフィルムに貼り付け、4)得られた射出成形体を溶剤で処理して前記補強層を除去する方法によって製造する。前記フィルムは、延伸多孔質ポリテトラフルオロエチレンフィルムが好ましく、透湿性樹脂が前記延伸多孔質ポリテトラフルオロエチレンフィルムと複合化されているのが好ましい。
(もっと読む)
管状フィルタ作用媒体にキャップを施すための熱可塑性樹脂射出成型方法
【課題】少なくともその一縁部に熱可塑性樹脂エンドキャップを有する管状フィルタ要素をオーバモールドするための方法を提供する。
【解決手段】オーバモールド法は、先例のない範囲の重合体材料および重合体成分から、良好な耐久性のあるフィルタカートリッジを、容易に且つコスト効率的に製造するために使用され得る。熱可塑性樹脂オーバモールド法は、上記一端部16Bの予備ラミネーションを必要とせず、且つ管状フィルタ作用媒体における望ましくない形態的な変化を結果として生じることのない温度および圧力にて遂行され得る。オーバモールド法を通して作られる例示的なフィルタカートリッジは、熱可塑性樹脂エンドキャップ間に介挿される管状フィルタ作用媒体を備え、エンドキャップの熱可塑性樹脂材料は管状フィルタ作用媒体に浸透し、それによってその両端に機械的な連結ゾーンを作り出す。
(もっと読む)
容器又は枠体に柔軟なメッシュ部材をインサート成型により一体化する方法
【課題】パウダー状化粧料容器の内蓋のような開口部を有する合成樹脂製の容器又は枠体に、インサート成型によりきわめて柔軟なメッシュ部材を一体成型する場合に、枠体に沿った溶融樹脂の流れによるメッシュ部材の変形を防ぐ一般的な方法を提供する。
【解決手段】開口部を有する容器1又は枠体のキャビティ内に予め柔軟なメッシュ部材を装着し、溶融樹脂を射出充填して、前記容器又は枠体の開口部を覆うように前記メッシュ部材を張設する成型方法において、前記成形型を構成する金型のうち前記開口部の周囲でメッシュ部材と重なる部分に、予め凹凸形状、例えば多数の放射状のリブを設けておくことにより、下型上面に沿う溶融樹脂の流れを抑止する。
(もっと読む)
射出成形機、成形品の製造方法及び液体供給部品の製造方法
【課題】ダイスライド式射出成形等のように成形対象をショット毎に変更する場合でも、成形対象の異なるショット毎に適切な射出条件を設定することができる射出成形機、射出成形方法及び液体供給部品の製造方法を提供する。
【解決手段】同一の加熱シリンダ36を用いてダイスライド式射出成形用の金型装置17に複数種の成形部材を射出成形するための第1ショットと、複数種の成形部材を接合する第2ショットとを行って製品を製造する。操作パネル80の操作に基づき設定部71はショット毎に個別に計量条件及び射出条件を設定し、その設定内容は第1射出条件設定データD1と第2射出条件設定データD2としてメモリ72に記憶される。射出制御部55は第1射出条件設定データD1に基づき射出用モータ40を駆動制御して第1ショットを行い、第2射出条件設定データD2に基づき射出用モータ40を駆動制御して第2ショットを行う。
(もっと読む)
エアフィルタユニット
【課題】 自動車などの車両内に使用されるエアフィルタユニットに関し、フィルタ保持枠とフィルタパックとを射出成形機で一体化してエアフィルタユニットを安価に製作しょうとする方法が考えられているが、実用上今だ満足できるものではなかった。そこで、本発明はフィルタ保持枠とフィルタ濾材とを一体化する方法の改良発明を提供しょうとしたものである。
【解決手段】 一定幅にカットしたマット状フィルタ濾材を射出成形機の下部金型にセットし、セット後上部金型を閉じて金型の周辺部末端を閉塞した後、樹脂注入ゲートから溶融合成樹脂材を射出注入し、注入された溶融合成樹脂でフィルタ保持枠を形成した際、マット状フィルタ濾材を一体化したエアフィルタユニットを提供しょうとしたものである。
(もっと読む)
インサート成形品及びインサート成形品の製造方法
【課題】インサート成形時に通気性を有する多孔質材料が損傷することを防ぐことにより検査にかかるコストを削減する。
【解決手段】本発明のインサート成形品Mは、通気性を有する多孔質材料からなる内層部材10と、その内層部材10の表裏両側に積層されその積層状態において内層部材10の外周縁部11Aよりも内側に配置されていると共に、内層部材10の表裏両側に一対の通気孔24A,24Bが形成されている外層部材20と、外層部材20の外面に密着する形態でインサート成形された成形部材30とを備え、内層部材10の周縁部11Aは、成形部材30と密着している構成としたところに特徴を有する。このようにすると、両通気孔24A,24Bにより通気性を確保しつつ内層部材10が損傷することを防ぐことができると共に、内層部材10を成形部材30によって直接保持することができる。
(もっと読む)
燃料電池用セパレータ用樹脂組成物及び燃料電池用セパレータ
【課題】導電性と流動性に優れ、不純物が少ない燃料電池用セパレータ用樹脂組成物、並びに導電性及び寸法精度に優れ、固体電解質の性能低下を招くおそれも無い燃料電池用セパレータを提供する。
【解決手段】(A)エポキシ樹脂 、(B)硬化剤、(C)硬化促進剤、(D)炭素材料を必須成分とし、かつ、(A)エポキシ樹脂または(B)硬化剤の軟化温度が40℃以上90℃以下であり、(D)炭素材料の5〜100質量%が、平均粒径60μm以上500μm以下の低結晶性人造黒鉛であることを特徴とする燃料電池用セパレータ用樹脂組成物。
(もっと読む)
合成樹脂製多孔板の製造方法
【課題】合成樹脂製の厚肉の板材に多数の通孔を隣接配置した合成樹脂製厚肉多孔板を効率よく製造することができる合成樹脂製多孔板の製造方法を提供する。
【解決手段】固定型、可動型及びストリッパプレートを備え、可動型にはストリッパプレートを貫通するコアが設けられ、固定型にはゲートに連通して凹部が設けられた金型を使用し、型締め時にコアを製品多孔板の板厚寸法より大きくキャビティ内に突出させた状態で溶融樹脂をキャビティ内に流入させ、凹部内からコア同士の間の隙間に溶融樹脂を流入させて冷却硬化した後、型開きしてコアをストリッパプレート内に引き込むことによってコアで形成した有底孔を有する射出成形品を成形し、射出成形品の固定型側を切削して有底孔の底部を開口させて通孔を形成する。
(もっと読む)
フィルタ及びその製造方法
【課題】電気掃除機の遠心力集塵器用などとしてメッシュが枠体から外れにくい耐久性に優れたフィルタを提供する。
【解決手段】ABS樹脂製の枠体2と、枠体2のほぼ肉厚中心部で少なくとも周縁が保持されたPET樹脂製のシート状メッシュ3とを備えるフィルタ1において、前記枠体2が、前記メッシュ3に対して垂直方向に又は面方向内方に突き出たリブ5を要所に一体的に有することを特徴とする。
(もっと読む)
成形フィルタ端部キャップと製造方法
フィルタ媒体、第1端部キャップ、および第2端部キャップを含むフィルターエレメントを提供する。フィルタ媒体は、第1および第2フィルタ端部を有する。第1端部キャップは第1フィルタ端部に取り付けられ、第2端部キャップは第2フィルタ端部に取り付けられる。第2端部キャップはモールド成形材料により形成され、一体モールド成形される取っ手構造を備える。取っ手構造は、少なくとも部分的に横方向に貫通するよう形成される中空部を有するフランジを含む。中空部は、第2端部キャップ上に分割線が生じないよう割型なしでモールド成形される。一実施の形態では、中空部は、内部にモールド封止されるグロメットを用いて取っ手構造のフランジ内に形成される。 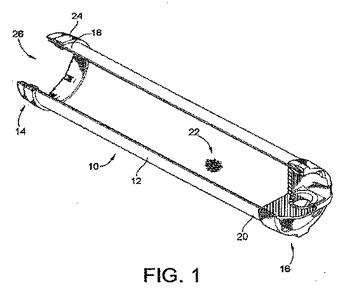 (もっと読む)
(もっと読む)
フィルタユニットおよびその製造方法
【課題】ポリテトラフルオロエチレン(PTFE)多孔質膜および通気材を含むフィルタ濾材と枠体とを有するフィルタユニットにおいて、フィルタ濾材と枠体との接着力が良好であり、かつフィルタ濾材の変形が抑制されたフィルタユニットを提供する。
【解決手段】ポリテトラフルオロエチレン多孔質膜および前記多孔質膜を挟持するように配置された2枚のポリエステル通気材を含み、当該2枚のポリエステル通気材が、両表面においてそれぞれ露出しているフィルタ濾材3と、アクリロニトリル−ブタジエン−スチレン樹脂またはポリカーボネート樹脂が成形されてなり、前記フィルタ濾材を支持する枠体4と、を有するフィルタユニット5とする。
(もっと読む)
多孔質フィルターカートリッジ及びその製造方法
【課題】自動機を用いたハンドリングにより薄膜をキャップ部材内に挿入・固定するに際し、特殊な装置を用いずに、ハンドリング起因による薄膜の浮き上がりが防止される多孔質フィルターカートリッジ及びその製造方法を得る。
【解決手段】底部13の中央に開口15が形成された有底筒状のキャップ11の内側で、多孔質フィルター25が底部13に保持された多孔質フィルターカートリッジであって、キャップ11の内周面29の底部13側で、この内周面29の周上の一部に、キャップ11の内側に突出して多孔質フィルター25の外周端25bを屈曲させる凸状リブ31を設けた。
(もっと読む)
複合多孔質体およびその製造方法
【課題】多孔質体の有効使用面積を大きく減少させることなく、この多孔質体と枠部材とを十分な接合強度で接合させるとともに、複合多孔質体が複数積層されて配置された積層体に良好なシール性を具備させる。
【解決手段】三次元網目構造を有するシート状の多孔質体11と、この多孔質体11の側部の少なくとも一部から面方向に延びる枠部材12とが一体に形成されてなる複合多孔質体10であって、枠部材12は、多孔質体11の側部に接合された樹脂部14と、この樹脂部14の外周部に接合されるとともにゴム状弾性材により形成されたシール部13とを備える。
(もっと読む)
1 - 20 / 35
[ Back to top ]