
Fターム[4F206JB28]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 多種材料物品の成形 (1,620) | 多色(異色)物品の製造 (665)
Fターム[4F206JB28]に分類される特許
61 - 80 / 665
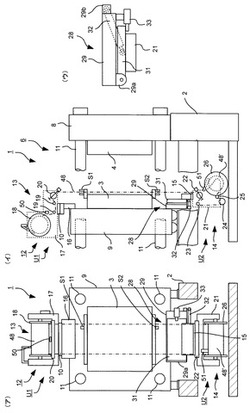
旋回可能な下ユニットを備えた転写フィルム送り装置
【課題】
転写成形に使用された使用済みのフィルムを廃棄する作業を、安全に、かつ効率よく容易に実施することができる転写フィルム送り装置を提供する。
【解決手段】
射出成形機(1)に設けられている転写フィルム送り装置(12)を、可動盤(9)の上部と下部に設けられている上ユニット(U1)と下ユニット(U2)とから構成する。上ユニット(U1)はフィルム送り出しユニット(13)と上横移動装置(10)とから、下ユニット(U2)はフィルム巻き取りユニット(14)と下横移動装置(15)とからそれぞれ構成する。下ユニット(U2)はヒンジ機構(28)を介して可動盤(9)に取り付けて、第1、2の回動位置を採ることができるようにする。第1の回動位置を採ると転写成形をすることができる。第2の回動位置を採ると下ユニット(U2)が、射出成形機(1)の側方に回動する。容易に使用済みフィルム(48’)を交換することができる。
(もっと読む)
加飾シート及びそれを用いてなる加飾樹脂成形品

【課題】加飾樹脂成形品に優れた耐摩耗性や耐擦傷性といった表面物性、成形性及び意匠性を付与し、さらには印刷作業性(生産性)に優れた加飾シート、及びそれを用いてなる加飾樹脂成形品を提供すること。
【解決手段】少なくともベースフィルムと印刷フィルムとを有する基材の該印刷フィルム上に、電離放射線硬化性樹脂組成物を架橋硬化したものからなる表面保護層を有する加飾シートであって、該印刷フィルムの25℃における曲げ弾性率がベースフィルムの25℃における曲げ弾性率よりも大きいことを特徴とする加飾シート及びそれを用いてなる加飾樹脂成形品である。
(もっと読む)
スパウト、及びスパウト付き包装袋
【課題】ガスバリア性に優れ、安価に製造することのできるスパウトを提供する。
【解決手段】スパウト10の周壁11は、第1の樹脂からなる内層11a及び外層11cと、該内層11a及び外層11cの間に位置し、ガスバリア性を有する第2の樹脂からなる中間層11bとから構成されている。また、スパウト10は共射出成形により一体に成形されている。
(もっと読む)
成形方法
【課題】ガラス板の全周に合成樹脂の成形部を、このガラス板の変形や破損をできるだけ招かない態様で、容易かつ適切に成形できるようにする。
【解決手段】雌雄一対の主型30、31と、この一対の主型30、31のいずれか一方に対しこの一対の主型30、31の金型分割方向xと同じ方向に可動可能に組み合わされると共に前進位置において主型内空間S内に位置される一部32aによってこの主型内空間Sを内側空間Saとこれを囲繞する外側空間Sbとに仕切る補助型32とを備えた金型3を用い、前記内側空間Sa内に前記ガラス板1をセットした後、前記外側空間Sbに前記成形部2を構成する一次側部分20の合成樹脂を充填し、次いで、前記補助型32を後退させてガラス板1と一次側部分20との間に空隙Scを形成させこの空隙Scに前記成形部2を構成する二次側部分21の合成樹脂を充填する。
(もっと読む)
歯間ブラシの成形方法および成形装置
【課題】歯肉を傷めず、歯垢、食物残滓等を略完全に除去できる歯間ブラシを安価に成形できる歯間ブラシの成形方法を提供する。
【解決手段】歯間ブラシは、硬質材からなる本体部(H)と軟質材からなり多数のブラシ毛がを有するブラシ部(B)とから構成する。このような歯間ブラシを、固定側金型(1)と、可動側金型(10)と、可動側金型(10)のパーティング側に設けられている成形治具(30)とからなる成形装置によって成形する。金型(1、10)には1次成形位置(X1)と2次成形位置(X2)が設けられ、成形治具(30)は180°回転させてこれらの位置を交互に移動させることができる。1次成形して本体部(H)を成形する。本体部(H)は成形治具(30)に載せて、成形治具(30)と共に2次成形位置(X2)に移動させ、2次成形によって本体部(H)にブラシ部(B)を成形する。1次成形と2次成形は実質的に同時に行う。
(もっと読む)
電磁波シールド性複合成形体とその製造方法
【課題】家庭用の電気・電子機器等から発生させる低周波の磁界波と電磁波のシールド性が優れた電磁波シールド性複合成形体と、その製造方法を提供する。
【解決手段】炭素繊維及び熱可塑性樹脂を含む第1樹脂組成物からなる第1成形体層と、メジアン径(d50)が5〜100μmで、アスペクト比が10以上である扁平軟磁性粉末及び熱可塑性樹脂を含む第2樹脂組成物からなる平板状の射出成形体層とを有する電磁波シールド性複合成形体であって、前記平板状の射出成形体層中において前記扁平軟磁性粉末が厚み方向と直交する方向に配向された状態で含有されており、前記平板状の射出成形体層が、縦120mm、横120mm及び厚み2mmの平板であるときの周波数0.1〜100MHzの範囲の磁界波シールド効果が8dB以上であり、かつ前記周波数領域の電磁波シールド効果が25dB以上である、電磁波シールド性複合成形体。
(もっと読む)
樹脂成形品の成形方法
【課題】非意匠面側に凹凸のある樹脂成形品を光輝性材料が混入している樹脂材によって成形したとき、非意匠面側での光輝性材料の乱れに伴うウェルドライン等が意匠面側では隠されて見栄えをよくする。
【解決手段】非意匠面側に凹凸のある樹脂成形品を、光輝性材料が分散状態で混入している樹脂材によって成形する樹脂成形品の成形方法であって、光輝性材料が混入した樹脂材14からなる溶融樹脂を金型10に注入して凹凸のある非意匠面22側を先に成形し、その後に同じく光輝性材料が混入した樹脂材14からなる溶融樹脂を金型10に注入して意匠面21側を成形する。
(もっと読む)
複合成形品及びその製造方法
【課題】ガーニッシュ本体部とクッション部とを接合して一体化したピラーガーニッシュにおいて、ガーニッシュ本体部からクッション部が剥がれ難くする。
【解決手段】ガーニッシュ本体部14の凹状リブ部20(クッション部15の棒状部26との接合部)に2つの突出部27を設け、クッション部15を射出成形する際に2つの突出部27を凹状リブ部20の表面から離れる方向に対して交差する方向に変形(傾斜又は湾曲又は屈曲)させることで、クッション部15の棒状部26のうちの突出部27と凹状リブ部20との間に、凹状リブ部20の表面から離れる方向において突出部27に対してアンダーカット形状となるアンダーカット部28を形成する。これにより、ガーニッシュ本体部14の凹状リブ部20の突出部27とクッション部15の棒状部26のアンダーカット部28とが係合状態となり、凹状リブ部20から棒状部26が剥がれ難くなる。
(もっと読む)
2色成形樹脂ウィンドウ及び2色成形樹脂ウィンドウの製造方法
【課題】外観品位の低下を抑制できる2色成形樹脂ウィンドウを提供する。
【解決手段】2色成形樹脂ウィンドウ1は、射出成形によりパネル形状に形成され、透明性を有する第1樹脂成形体10と、射出成形により第1樹脂成形体10の裏面10Bに一体化され、不透明性又は半透明性を有しつつ第1樹脂成形体10を補助する第2樹脂成形体20とを備える。第1樹脂成形体10の表面10Aには、第1樹脂成形体10と第2樹脂成形体20とが重なる領域である接合領域E2上で、第1樹脂成形体10のみの領域である透明領域E1と接合領域E2との境界Gに沿って延在する段差部51、52、53、54が形成されている。
(もっと読む)
加飾シート及び加飾樹脂成型品
【課題】良好な三次元成形性及び形状安定性を維持しつつ、優れた耐傷性及び耐薬品性を有する加飾シート、及び該加飾シートを用いた加飾樹脂成型品を提供する。
【解決手段】少なくとも基材11と、透明フィルム13と、表面保護層15とをこの順に有する加飾シートであって、該表面保護層がポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートを含有する電離放射線硬化性樹脂組成物の硬化物からなる加飾シート、及びそれを用いた加飾樹脂成型品。
(もっと読む)
複合成形体およびその製造方法
【課題】予め成形された予備成形体と後から供給される溶融樹脂との間で十分に高い接合強度が容易に得られるようにし、強度・剛性に優れた最終成形品としての複合成形体を効率よく製造できる方法、およびその方法により製造された複合成形体を提供する。
【解決手段】重量平均繊維長1mm以上の強化繊維を含む第1の繊維強化樹脂を用いて予備成形体を予め成形し、該予備成形体を型内に配置し、該型内に溶融した第2の繊維強化樹脂を射出し、射出された第2の繊維強化樹脂を予備成形体に接合して複合成形体を製造する方法であって、複合成形体に用いられる熱可塑性樹脂として少なくとも樹脂Aおよび樹脂Bの互いに異なる処方の樹脂を用い、予備成形体の少なくとも表層部を樹脂Bを用いて形成し、射出される第2の繊維強化樹脂には樹脂Aを使用し、樹脂Aにより与えられる熱により樹脂Bを溶融させ、該溶融を介して、第2の繊維強化樹脂を予備成形体に接合することを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
ベルトクランプ及びその製造方法
【課題】 結束された被結束物がずれにくいベルトクランプ及びその製造方法を提供することである。
【解決手段】 ベルトクランプ1のベルト部3におけるワイヤハーネス2との接触面にベルト側摩擦部16を一体に設け、同じくバックル部5におけるワイヤハーネス2との接触面にバックル側摩擦部23を一体に設ける。そして、ワイヤハーネス2を結束したときに、その外表面をベルト側摩擦部16とバックル側摩擦部23による大きな摩擦力で押圧することにより、ワイヤハーネス2が長手方向にずれること(横ずれ)を防止する。
(もっと読む)
防振装置
【課題】許容荷重と低バネ定数を両立させた防振装置を高信頼性および低コストで提供する。
【解決手段】中空筒状の弾性部材4と、防振対象物Xに固定される上側プレート2と、本体フレームYに固定される下側プレート3とを備えた防振装置1である。弾性部材4は、中間部に形成された小径部5と、小径部5から、上側プレート2に向かって内径が拡大する第1大径部6と、下側プレート3に向かって内径が拡大する第2大径部7とを備えていて、第1大径部6の端部に上側プレート2が一体に結合される一方、第2大径部7の端部に下側プレート3が一体に結合されている。上側プレート2は、第1大径部6の端部の開口を覆うように弾性部材4と一体に結合されていて、開口を覆う部位には、防振対象物Xと固定するための締結部材10が設けられている。
(もっと読む)
二色成形品
【課題】従来においては得られなかった深みのある虹色光沢を呈し、かつ色相が極めて良好で立体感に溢れた外観を有する極めて意匠性に優れ、かつ高級感に富む二色成形品を提供すること。
【解決手段】(1)二色成形品の外郭部分を構成する熱可塑性樹脂材料が、ポリカーボネート樹脂(A)100重量部、りん系酸化防止剤(B)0.01〜0.2重量部および粉砕人工オパール(C)0.1〜10重量部を必須成分として含有するポリカーボネート樹脂組成物からなり、かつ(2)当該二色成形品の内郭部分を構成する熱可塑性樹脂材料が、透明性合成樹脂(D)または不透明性合成樹脂(E)からなる、二色成形用射出成形機を用いて、二種類の熱可塑性樹脂材料をそれぞれ成形してなる。
(もっと読む)
2色成形用金型及び2色成形品の成形方法
【課題】1次成形部を凹状に成形することなく、かつ、1次成形部が可動側金型とともに第1のキャビティから移動可能な2色射出成形金型及び2色射出成形方法を提供すること。
【解決手段】2色射出成形金型1は、可動側金型3と、第1のキャビティ41を可動側金型3との間に規定する第1の固定側金型5と、可動側金型3とともに1次成形部45が第1のキャビティ41から移動した際に、第2のキャビティ61を可動側金型3との間に規定する第2の固定側金型7とを備える。可動側金型3は、1次成形部45の成形時に第1の固定側金型5の固定側ランナ51から第1の樹脂43が流入する可動側ランナ55と、可動側ランナ55からの第1の樹脂43を第1のキャビティ41に射出し、第2のキャビティ61で2次成形部65が成形されるまで、1次成形部45と可動側ランナ55に残留した第1の樹脂43とが一体化された状態が保持されるゲート57,71とを備える。
(もっと読む)
導光型装飾樹脂成型品およびその製造方法
【課題】 製品の外観上を美しく保ち、かつ、内部に配置された光源からの意図しない光の漏洩を防止することができる導光型装飾樹脂成型品およびその製造方法を提供する。
【解決手段】 導光型装飾樹脂成型品1は、1次側樹脂層として透光性を有する板状に形成された透光性樹脂層4と、2次側樹脂層としてその透光性樹脂層4の裏面側に一体的に形成され、光が透光性樹脂層4の裏面側へ漏洩することを防止する不透光性を有する不透光性樹脂層5と、透光性樹脂の外面を、光を漏洩させる領域を除いて被覆するように形成されて装飾意匠面を構成し、その光を漏洩させる領域以外の領域からの光の漏洩を防止する不透光性のものとされ、かつ先端部6が不透光性樹脂層5の側へ回り込むように位置する不透光性のシート材3と、を備える。不透光性のシート材3は、その先端部6が不透光性樹脂層5とオーバーラップする形態で、その不透光性樹脂層5と共に透光性樹脂層4を外側から囲い込む。
(もっと読む)
ドライバ用グリップ及びその製造方法
【課題】 グリップ本体が握り易いだけでなく、グリップ本体に回転トルクを加えた際に、回転トルクが効率的にコアに伝達できる工具のグリップ及びその製造方法を提供する。
【解決手段】 長尺に形成され、工具1の柄部11に固定される剛性のコア2と、筒状に形成され、コア2の外周に固定される弾性のグリップ本体3とを備え、グリップ本体3は、外周部を形成するグリップ外層31と、グリップ外層31の内側に配置され、グリップ外層31の握り変形を可能にする弾性層34とを備え、コア2は、長手方向と直交する方向に突出し且つ長手方向に沿って配置される突出部22,23を備える工具のグリップにおいて、突出部22,23は、長手方向と直交する方向において、先端部22a,23aが露出するように延設されることを特徴とする。
(もっと読む)
合成樹脂製成形品
【課題】薄い板状に形成した合成樹脂製の成形品の強度を高め、破損を抑制することを目的とする。
【解決手段】環状の薄い板状の金属製又はセラミックス製の補強部材42,43が、環状の薄い板状の合成樹脂製の本体部21,31の全周に亘って、本体部21,31に完全に被覆され、埋設され、補強部材42,43の本体部21,31内での位置を決定するための位置決め部材5が、補強部材42,43と結合し、本体部21,31内に埋設されていることを特徴とする合成樹脂製の成形品。
(もっと読む)
三次元加工用加飾シート
【課題】成形性が良好で金型離れが良く、成形により表面にクラック、傷等が入ることがなく、かつ耐擦傷性及び耐溶剤性をも改良した三次元加工用加飾シートを提供する。
【解決手段】支持体の上に少なくとも表面保護層を積層してなる三次元加工用加飾シートであって、該支持体のASTM D648法による熱変形温度より40℃高い温度において該三次元加工用加飾シートが300%を超える破断伸度(JIS K 7127に準拠)を有し、かつ該表面保護層が電離放射線硬化性樹脂組成物を架橋硬化してなり、0.2〜6.0μmの膜厚を有することを特徴とする三次元加工用加飾シートである。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】塗装面(意匠面)側の開口部端部に塗料バリが発生せず、型開きの際、塗装面側の金型への樹脂成形品の抱き付きを防止することができ、製品押し出しの際、樹脂成形品に変形を生じさせない金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】第1金型と塗料注入機を備えた第2金型とが組み合わされて形成される金型キャビティに溶融樹脂を射出充填させて成形される樹脂成形品に、貫通する開口部を形成するための凸部が型開閉方向に突出するように形成されている金型内塗装用金型であって、前記開口部を形成するための凸部が、前記樹脂成形品の非塗装面側の前記第1金型に形成された第1凸部と、前記第1凸部と対向するように塗装面側の第2金型に形成された第2凸部との突き当てにより形成されていることを特徴とする金型内塗装用金型によって達成される。
(もっと読む)
61 - 80 / 665
[ Back to top ]