
Fターム[4F206JF23]の内容
プラスチック等の射出成形 (77,100) | 成形材料の供給 (3,852) | 供給方法、装置の特徴 (300)
Fターム[4F206JF23]の下位に属するFターム
把持 (63)
移送、ガイド(←ベルトコンベア) (23)
Fターム[4F206JF23]に分類される特許
21 - 40 / 214
樹脂成形品およびその製造方法

【課題】製造が容易であり、かつ、デザイン性の高い樹脂成形品およびその製造方法を提供する。
【解決手段】射出装置10にあるホッパ11より樹脂材料を投入する工程と、スクリュシリンダ12内でヒーター13により樹脂材料を加熱して溶融する工程と、スクリュシリンダ12の先端のノズル14より、金型21へ向けて溶融した樹脂材料を押し出す工程と、ノズル14と接する位置にある金型21のゲート23を介して、金型21のキャビティに溶融した樹脂材料を注入する工程と、金型21内で樹脂材料を固化させる工程と、を備える樹脂成形品の製造方法において、ホッパ11に投入する樹脂材料は、ガラス片含有材料と熱可塑性樹脂ペレットであることを特徴とする。
(もっと読む)
射出成形機、材料供給機能付きの射出シリンダ及び射出成形機用の材料供給装置

【課題】ホッパを取り外す際、ホッパの位置変更によってホッパ内に残留している射出材料がこぼれ落ちることを防止し、しかも射出材料を噛み込むことを回避すること。
【解決手段】本発明の射出成形機は、射出シリンダ内と連通する供給通路を形成する通路形成部材と、前記通路形成部材に設けられ、ホッパから射出材料を前記供給通路に導入する導入通路が形成されたホッパ取付部と、前記通路形成部材に設けられ、前記供給通路内に導入された射出材料を前記射出シリンダ内へ送り出す送出手段と、前記射出シリンダに設けられ、前記通路形成部材の先端部が接続されて前記通路形成部材を支持する支持部と、を備え、前記支持部は、射出材料が前記供給通路内に供給可能な第1の位置と、供給されない第2の位置との間で前記通路形成部材を回転可能に支持することを特徴とする。
(もっと読む)
軽量化プラスチック靴型の処方とその製造方法
【課題】本発明は、軽量化プラスチック靴型の処方とその製造方法を提供する。
【解決手段】80乃至85重量%の高密度ポリエテンと、5乃至7.4重量%の炭酸カルシウムと、5乃至7.4重量%のマグネシウム塩ひげ結晶と、微量元素と、が含有され、これにより、材料を節約だけではなく、工程が短縮され、また、完成品が軽量化でき、省力化でき、そして、産出量が向上され、リサイクルができる。
(もっと読む)
インモールドラベル成形品のラベル型抜き装置及びラベル型抜き方法
【課題】ラベルシートから所望形状のラベルに型抜き形成する際に、ラベルシートにラベル形状と一致するミシン目を形成することにより切断抵抗を低減してラベルが伸びたり、変形したりするのを防止してラベルシートからラベルを長期わたって確実、かつ安定的に打抜く。また、インモールドラベル成形品の不良品発生率を低減する。
【解決手段】ラベルシート供給巻取り手段によりラベルシートが卷回されたシートロールから導出されるラベルシートを、ラベル1個分の送り量で移送して巻き取る。ミシン目形成手段により移送されるラベルシートに対してレーザ光を出力してラベル外形の全体または一部に一致するミシン目を形成する。ラベル型抜き手段によりダイの中空部の内面に沿って型抜き体を突入してラベルシートをミシン目に沿って切断することによりラベルを打抜く。
(もっと読む)
樹脂供給装置、射出成形装置、及び樹脂成形品
【課題】樹脂成形における樹脂ペレットの予備加熱を均一に行うことができる樹脂供給装置、射出成形装置、及び樹脂成形品の製造方法を提供する。
【解決手段】樹脂供給装置5は、樹脂ペレットPを搬送し射出成形機3に供給する樹脂供給装置である。樹脂供給装置5は、樹脂ペレットPの搬送方向(軸線A方向)に延在すると共に、樹脂ペレットPを内側に収容し筒軸A周りに回転自在に設けられた回転筒体25と、回転筒体25内の樹脂ペレットPを筒軸A方向に移動させるためのスクリュー部37と、回転筒体25内を加熱するバンドヒータ41と、回転筒体25を筒軸A周りに正逆両方向に回転させる回転制御部35と、を有する。
(もっと読む)
ハングリー成形装置
【課題】ハングリー成形の本来の高い成形品質を確実に得ることを可能とする。
【解決手段】可塑化シリンダー101内の加熱原料から発生して当該可塑化シリンダー101の原料供給口101aと原料フィーダー機構20の供給筒202との接続部分の内壁面に至ったガス成分の流れに沿うようにして機外雰囲気Y中の空気を、前記可塑化シリンダー101の原料供給口101aと原料フィーダー機構20の供給筒202との接続部分の内部空間Xに導き入れる外気取入れ連通路202aを設けて、両者の接続部分に形成される段差部Sによるガス成分の貯留状態を回避して吸引装置等を配置したガス排出経路におけるガス成分の流動性を良好に確保するように構成したものである。
(もっと読む)
射出成形システム
【課題】遮断バルブを開く時機の設定を簡素化し、成形材料の射出成形機への供給を過剰に行うことなく、生産性を向上させる射出成形システムを提供する。
【解決手段】射出成形システムには成形材料供給装置13、真空脱気装置14、射出成形機15が具備されている。成形材料供給装置13の第1のホッパ1及び第2のホッパ2には、真空計16及び真空計17が設けられている。また、真空計16及び真空計17で測定された真空度を比較する真空比較装置18が具備されている。真空比較装置18は、各々の真空度の差を比較し、真空度差が所定の値(圧力差によって遮断バルブ3が開となったときに少なくとも第2のホッパ2に衝撃が加えられることのない値)以下になったところで真空比較装置18は遮断バルブ3を開とする。
(もっと読む)
インサート成形品の製造装置および方法
【課題】インサート成形品の製造において、インサート用部品の形状的な不良に基づく装置稼働停止時間を減少させ、生産効率を向上させる。
【解決手段】インサート用部品を部品供給テーブル上に配置し、部品供給テーブルへの配置面である部品の裏面を吸引して、吸引圧力が閾値に達した部品を良品と判定する良品判定処理を実施し、良品判定処理にて良品と判定された部品のみに対してその表面側をロボットアームにより吸着保持して、部品供給テーブルから部品を取り出し、ロボットアームにより吸着保持された部品を、金型内のインサート部材の設置部に配置し、金型内に樹脂を注入して、樹脂と部品とが一体化されたインサート成形品を製造する。
(もっと読む)
封止装置及び封止方法
【課題】開発期間の短縮が可能であると共に、低コスト化が可能となる。
【解決手段】基板102を供給する基板供給部110A、基板供給部110Aから取り出された基板102を予備加熱する予備加熱部124、予備加熱された基板102を樹脂封止する金型132を有する樹脂封止部130、及び樹脂封止された基板102を収納する基板収納部110B、を少なくとも含む複数の機構部を有する封止装置100において、基板供給部110Aから取り出された基板102を予備加熱部124に搬送する手段と、予備加熱部124で加熱された基板102を樹脂封止部130に搬送する手段とが、少なくとも第1搬送機構170で兼用される構成である。
(もっと読む)
気流分離装置
【課題】合成樹脂ペレット等の粒状材料に混入している軽い夾雑物を気流によって分離除去するための気流分離装置を提供する。
【解決手段】上部に排気口11、下端に材料搬出口12を備える縦円筒形の分離器本体1内の中間部に、円錐状の上端部21を有するバッフル筒2が配置し、バッフル筒2の円筒部20に臨んで接線方向に開口する材料供給口13が設けられ、軽い夾雑物f,pを含む粒状材料gを一次空気A1と共に材料供給口13へ供給する材料供給手段と、下部空間32に二次空気A2を導入する二次空気導入手段とを具備し、送り込まれた軽い夾雑物f,pを含む粒状材料gは、一次空気A1と下方から吹き上がる二次空気A2に乗って環状空間30を周回しつつ螺旋状に上昇し、上部空間31へ至って粒状材料gが空気流速の低下に伴って落下する一方、遊離した軽い夾雑物f,pが上昇気流に乗って排気口11より排出される。
(もっと読む)
高速高分子反応系を加工するための装置
本発明は、高速高分子反応系、特に、ポリウレタン系を機械ベースで加工するための装置に関し、原材料の消費量を抑えると同時に、高速処方変更を可能にする。本発明による装置はさらに、殆んど場所を必要とせず、例えば、立っている炉筒の運用を可能にする。 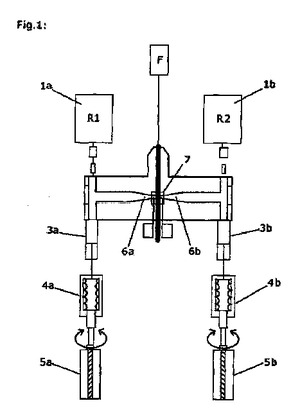 (もっと読む)
(もっと読む)
半導体のモールド加工方法および半導体モールド装置
【課題】半導体モールド加工手段において、多種の装置・機器・機構を付設することによる部品数増加により生じてくるコスト高の解決と、金型清掃の際の塵埃飛散による設備装置設置場所の制約を解決する点にある。
【解決手段】収容ラックから基板を取り出す工程、基板を金型に搬送する工程、金型に樹脂タブレットを搬送する工程、基板をゲートブレークユニットに搬送する工程、ゲートのブレークが終えた基板を収納ラックに収納させる工程、の各工程を順次行わせて、基板にモールド加工を施す半導体のモールド加工方法において、前記各工程をそれぞれ行わすツールのワーク動作を、金型装置と対面位置に配設せる一台の六軸多関節ロボットの作動アームの先端部に、前記各種のツールの中の工程に対応するツールを、作動アームの作動により順次交換・装着し、六軸多関節ロボットの作動アームの作動により動作させて、ツールに工程に応じたワーク動作を行わせる。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】生産効率が高く、小型で簡単な構造を有し、メンテナンスが容易な樹脂封止装置を提供する。
【解決手段】基板供給装置から供給された基板90を基板搬送装置100で上,下金型チェス30,50の間に搬送し、前記基板90の表裏面を上,下金型チェス30,50で挟持するとともに、前記基板90に実装した電子部品を前記金型チェス30,50に設けたキャビティ41,61内で樹脂封止する樹脂封止装置である。特に、前記基板90の両側縁部を枠体構造の基板搬送装置100で支持したままの状態で、前記基板90の表裏面を上,下金型チェス30,50で挟持し、樹脂封止する。
(もっと読む)
成形方法および成形装置
【課題】得られる成形品の性質を安定化することができる成形方法、および、その成形方法に用いる成形装置を提供すること。
【解決手段】
第1スクリュー6が内装され、材料投入口7が形成されたバレル5と、材料投入口7に接続され、バレル5に材料を投入する材料投入部3とを備える成形装置1を用いて、少なくとも材料投入口7まで常に満杯になるように、バレル5に材料を投入した状態で成形する。
(もっと読む)
肉薄容器及びその射出成形方法
【課題】ポリ乳酸樹脂の生分解性を損なうことなく、装飾性を備える肉薄容器及びその射出成形方法を提供する。
【解決手段】肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸してなるポリ乳酸の溶融樹脂を射出成形してなり、ゆず肌の外表面を備える。肉薄容器Wは、0.45〜0.7mmの範囲の厚さを備えることが好ましい。肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸させたポリ乳酸の溶融樹脂を射出する方法により得ることができる。キャビティ29は、ゲート32とキャビティ29の先端部との間に、ゲート32の周辺部よりも肉厚である肉厚部29aを備えることが好ましい。金型12に複数のキャビティ29が配設されている場合には、各ゲート32の開閉を電磁開閉弁により行うことが好ましい。
(もっと読む)
型内被覆成形方法及び型内被覆成形用金型
【課題】 基材樹脂中の成分に、塗料の硬化を阻害する成分が含まれていたような場合においても、塗料の付着性を向上させることができる型内被覆成形方法と、それに用いるに好適な金型を提供する。
【解決手段】 樹脂の表面に被覆剤を注入する前の工程において、金型キャビティ内に充填した樹脂の被覆する側の表面と金型キャビティ面との間にガスを注入するための空隙を形成し、該空隙にガスを注入した後に急激に圧縮して昇温させる。本発明であれば、例え、塗料の付着性が良くない樹脂を基材として使用した場合においても、金型キャビティ内に注入したガスを断熱圧縮することで温度を上昇させ、基材樹脂の表面の反応性を高めて塗料の付着性を向上させることが可能である。また、金型キャビティ内に注入するガスを、酸素、又は、酸素と可燃性ガスの混合ガスにすれば、基材樹脂表面について、フレーム処理したと同様の効果を得ることが可能になる。
(もっと読む)
複合材料を形成するために、カーボンナノチューブ(CNT)を流体に供給する方法およびシステム
本明細書において開示されることは、カーボンナノチューブ、CNTを粒体に供給する方法であり、CNTは、CNTの絡み合った凝集体の粉体の形で供給され、絡み合った凝集体の粉体は、投与チャンバ(16、18)に供給され、圧力パルスは、投与チャンバ(16、18)に適用されて、前記圧力および添付の剪断力によって凝集体が少なくとも部分的に崩壊されるように、投与チャンバの出口からCNTを排出し、CNTは、前記粒体の中に供給され、前記流体内に前記CNTを分散させ、かつ複合材料を形成する。 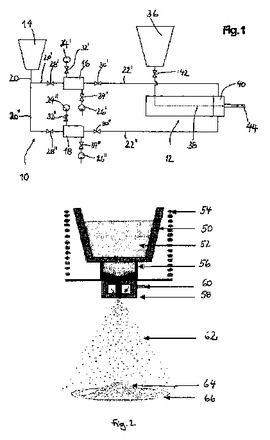 (もっと読む)
(もっと読む)
樹脂成形品の成形方法、および樹脂成形品の成形装置
【課題】成形型に設けたガスエジェクターのガス噴出口内に樹脂材料が漏れ込むことを防止することによって、離型作業時に樹脂成形品に伸びや切れが発生することを防止し、樹脂成形品の外観品質の低下を防止し得る樹脂成形品の成形方法、および樹脂成形品の成形装置を提供する。
【解決手段】樹脂成形品の成形装置300は、第1の成形面311が形成されたコア型310と、型締めによって第1の成形面311との間にキャビティ340を形成する第2の成形面321が形成されたキャビ型320と、樹脂成形品530をコア型から離型する離型用ガスを噴出するガス噴出口351を第1の成形面に備えるガスエジェクター350と、塗膜362を形成する塗料を第2の成形面に塗布するとともに塗料をガス噴出口を覆うシール部351を形成するように第1の成形面に塗布する塗布用ガンと、溶融した樹脂材料を注入する注入手段370と、を有している。
(もっと読む)
型内被覆成形方法及び型内被覆成形体
【課題】被覆膜厚を任意に制御でき、塗装欠陥のない均一な被覆膜を有する型内被覆成形体の成形方法を提供すること。
【解決手段】キャビティを形成した金型装置、型締め装置、射出装置、注入装置、キャビティ内への気体噴出装置を具備する成形装置を用いて、樹脂成形品の表面に被覆を施す型内被覆成形方法であって、
型締め装置によって型締めをされた金型装置のキャビティへ、射出装置により反応性樹脂を射出充填する第1工程、
反応性樹脂の硬化反応により成形体を得る第2工程、
キャビティ内に射出された樹脂の重合反応によって硬化収縮した状態で、キャビティ内の空間部の容積に対し40〜100%の容積の被覆剤を注入する第3工程、
被覆剤の注入完了後に成形体の裏面側から気体を噴出する第4工程、
被覆剤が硬化完了するまで被覆剤にかかる圧力が0Paよりも高い状態となるように被覆剤にかかる圧力を保持する第5工程
を有する型内被覆成形方法。
(もっと読む)
加飾成形体の製造方法及び加飾成形体
【課題】シート体の縁を外観上視認し難くし、見映えを良くする技術の提供。
【解決手段】シート体13に対し本体12における外形面12aの面縁と整合する折込線13cを形成するため、シート体13を本体12における外形面12aの面縁に合わせて容易に屈曲でき、シート体13の縁を本体12の外形面12aから本体12の内形面12c側に回すことができる。よって外観上はシート体13の縁を視認し難くすることができ、見映えを良い加飾成形体11を製造することができる。
(もっと読む)
21 - 40 / 214
[ Back to top ]