
Fターム[4F206JM04]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形サイクル上の工程 (2,537) | 射出、充填工程 (923)
Fターム[4F206JM04]に分類される特許
101 - 120 / 923
射出成形方法、およびその装置
【課題】良好な微細転写が可能で、ムラの少ない射出成形方法を提供する。
【解決手段】射出装置から金型内に溶融成形材料を射出し、射出した溶融成形材料を金型内で冷却、固化させて成形品とし、この成形品を、金型内に前後進可能に設けられた押出部材を電動機により前進させて、金型内から押し出し、取り出し可能とした射出成形方法であり、金型が有するキャビティ内の所定位置まで押出部材を押し出し、かつ押出部材に所定量の力を付与して所定の押出し位置に保持させ、その後金型内に射出装置から溶融成形材料を射出し、金型内に射出した溶融成形材料による圧力が、押出部材に、押出部材に加えた所定量の力を超えたときなどに、その圧力により押出部材を金型内で後退させることとして射出成形方法を構成した。
(もっと読む)
成形機の射出装置

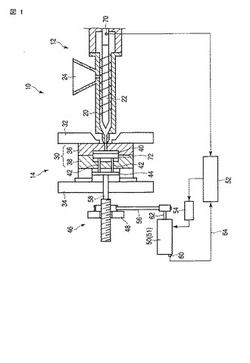
【課題】電動式の液圧供給装置を効果的に利用できる成形機の射出装置を提供する。
【解決手段】ダイカストマシンDC1の射出装置1は、射出工程においては、電動機25の駆動により供給シリンダチューブ39から射出ヘッド側室17hへ作動液を供給して低速射出を行い、その後、アキュムレータ11から射出ヘッド側室17hへ作動液を供給して高速射出を行う。また、射出装置1は、溶湯の凝固後においては、電動機25の駆動により供給シリンダチューブ39から射出ロッド側室17rへ作動液を供給してプランジャ5を後退させ、電動機25の駆動により供給シリンダチューブ39からアキュムレータ11に作動液を供給してアキュムレータ11を蓄圧する。
(もっと読む)
圧力制御装置及び圧力制御方法
【課題】圧力に応じた電圧値を周波数信号に変換してその周波数信号の周期に応じて圧力を制御する場合に、周波数信号の周期によらずに精度良く圧力を制御する
【解決手段】歪みゲージ1において射出成形機の所定箇所の圧力を電圧値として検出し、V/F変換器3にてその電圧値を周波数信号に変換して出力し、カウンタ4にてその周波数信号の周期を計測し、制御演算装置5において、V/F変換器3から出力された周波数信号の周波数がしきい値以下の場合は、その周波数信号の立ち上がりエッジから次の立ち上がりエッジまでのクロックによる時間を周波数信号の周期とし、また、V/F変換器3から出力された周波数信号の周波数がしきい値よりも高い場合は、その周波数信号のクロックによる一定時間内のパルス数によって一定時間を除算した値を周波数信号の周期とし、この周期に基づいて射出成形機における圧力制御を行う。
(もっと読む)
セルロース誘導体、樹脂組成物、成形材料、成形体、成形体の製造方法、及び電気電子機器用筐体
【課題】良好な熱可塑性、強度を有し、成形加工に適したセルロース誘導体を提供すること。
【解決手段】セルロースに含まれる水酸基の水素原子が、
下記A)で置換された基を少なくとも1つ、及び
下記B)で置換された基を少なくとも1つ
を有し、A)で置換された基に含まれる−CnH2n−O−基の総モル置換度が0.5以上3.0以下であり、
かつ数平均分子量が15万以上であるセルロース誘導体。
A)下記一般式(1)で表される構造を含む基
B)アシル基:−CO−RB(RBは炭素数1〜3の炭化水素基を表す。)
(一般式(1)中、nは2又は3を表し、RAは炭素数1〜3の炭化水素基を表す。)
(もっと読む)
射出成形装置及び射出成形方法
【課題】複数のキャビティを有する金型を用いた射出成形において、加工品の品質をより向上させること。
【解決手段】溶融樹脂が射出充填される複数のキャビティ26と各キャビティ26と連通する複数の溶融樹脂通路24を有する射出成形金型4と、溶融樹脂材料を計量・可塑化した溶融樹脂を射出成形金型4へ射出充填する樹脂射出装置6と、樹脂射出装置6が射出充填した溶融樹脂が選択したキャビティ26へ射出充填されるように各溶融樹脂通路24を開閉する溶融樹脂通路開閉機構と、選択したキャビティ26aへの一回の充填量に応じた溶融樹脂材料を計量・可塑化するように樹脂射出装置6を制御し、さらに、選択したキャビティ26aへの一回の充填量に応じた溶融樹脂材料を計量・可塑化した溶融樹脂が選択したキャビティ26aへ射出充填されるように溶融樹脂通路開閉機構を制御する射出成形制御装置8を備える。
(もっと読む)
金属調樹脂組成物及び金属調樹脂成形品
【課題】アルミフレークの偏在による色ムラの発生のない、所望の外観を有する金属調樹脂成形品と、それを有利に成形可能な金属調樹脂組成物とを提供する。
【解決手段】ABS系樹脂とポリカーボネートとを混合してなるアロイ樹脂に対して、平均粒径が5〜30μmのアルミフレークと粒度が5〜500μmのパール調顔料とを、それぞれ0.1〜5重量%の割合で配合して、金属調樹脂組成物を得た。そして、そのような金属調樹脂組成物を用いた射出成形品にて、金属調樹脂成形品10を構成した。
(もっと読む)
充填成形装置及び充填成形方法
【課題】簡素かつ低コストな構成でキャビティ内の気体の滞留を抑制し、成型品への気泡の混入を防止できる充填成形装置を提供する。
【解決手段】真空引き装置によって通気路62を真空引きし、開閉ピン6を下降させ吸気口63を材料供給口22aに突出させて、通気路62と材料供給口22aを連通状態とする。これにより、充填前のキャビティ7が予め真空状態とされる。その後、開閉ピン6を上昇させて吸気口63を開閉スリーブ5に収納した後、開閉スリーブ5を上昇させてキャビティ7に成形材料を充填する。
(もっと読む)
金属調装飾部材の製造方法
【課題】ウエルドラインのない金属調装飾部材を安価に製造できる金属調装飾部材の製造方法を提供する。
【解決手段】金型に設けられたキャビティ部13が有する複数のゲート14から溶融成形材料20を圧入して、キャビティ部13に溶融成形材料20を充填するとき、複数のゲート14から圧入された溶融成形材料20の流動先端部Sa、Sb、Scが互いに合流する際に、互いに合流される溶融成形材料20が圧入される2つのゲート14の一方における溶融成形材料20の流動圧力が、他方における溶融成形材料20の流動圧力より小さくなるように、複数のゲート14からの溶融成形材料20の圧入をそれぞれ時間差で停止させる。
(もっと読む)
燃料タンク製造方法及び燃料タンク
【課題】樹脂材料で構成されると共に燃料透過を抑制した燃料タンクを低コストで製造可能な燃料タンク製造方法と、樹脂材料で構成されると共に燃料透過を抑制でき部品点数も少なくて済む燃料タンクを得る。
【解決手段】上側燃料タンク構成体16Aを上下に挟んで、首部18及び延出部20を形成する。外型構成体62Aの凸部によって、延出部20には凹部26(薄層部28)を形成する。凹部26の下側では、延出部20を支持して補強する首部厚肉部42を形成する。
(もっと読む)
射出成形機械のハイブリッド射出アクチュエータ
多軸射出成形装置
【課題】 従来の一般的な射出成形装置を改造するだけで、容易且つ低コストで多軸化を実現することができる多軸射出成形装置を提供する。
【解決手段】 固定プラテン1と可動プラテン2の間に、キャビティ3に溶融樹脂8を充填する複数の射出機7を備えた多軸射出成形装置であって、固定金型4と固定プラテン1の間に、樹脂8の可塑化と射出を行なう一つのインライン式射出装置9から複数の射出機7に溶融樹脂8を供給するランナー11を形成した中間盤6を設けた。
(もっと読む)
射出成形機及び射出成形方法
【課題】射出工程から保圧工程への切換を適切なタイミングで行うこと。
【解決手段】本発明による射出成形機1は、シリンダ部材21内に回転可能に且つ軸方向に前進可能に設けられる射出部材20と、射出部材を前進させる駆動手段11と、駆動手段を制御する制御手段26と、樹脂の圧力を検出する樹脂圧力検出手段18とを備え、制御手段は、射出工程において所定の速度パターンで射出部材が前進するように駆動手段を制御する速度制御と、保圧工程において射出部材の前進側における樹脂の圧力が設定圧力に保たれるように駆動手段を制御する圧力制御とを実行するように構成され、制御手段は、樹脂圧力検出手段により検出された圧力が所定圧力に達したときに速度制御から圧力制御に切り換えることを特徴とする。
(もっと読む)
機能性容器成形方法、成形用金型およびこれらを用いて製造した機能性容器
【課題】 接着剤を用いることなく、低コストでスループットが高い機能性容器を製造することができる機能性容器製造方法、成形用金型およびこれらを用いて製造した機能性容器を提供すること。
【解決手段】 所定の機能面21を有する底面部材2に筐体部3を成形するための機能性容器成形方法であって、機能面21と成形用金型5との間に機能面21の機能が損失するのを防止する保護領域9を形成し、成形用金型5と底面部材2との間に形成されたキャビティ8内に溶融樹脂を充填して成形を行う。
(もっと読む)
射出成形機及び射出成形方法
【課題】 バリの発生に関する有用な情報を提供すること。
【解決手段】 本発明は、型締力を検出する型締力センサを備える射出成形機であって、保圧工程完了時の型締力センサの検出値及び/又は冷却工程完了時の型締力センサの検出値を表示出力する表示手段を備えることを特徴とする。表示手段は、好ましくは、保圧工程完了時の型締力センサの検出値及び冷却工程完了時の型締力センサの検出値の双方を表示出力する。また、表示手段は、好ましくは、更に、充填開始時の型締力センサの検出値を表示出力する。
(もっと読む)
改良型の共射出成形
コア層のブレイクスルーを制御する多層ポリマー製品の成形方法
合成樹脂成形用金型およびその成形方法
【課題】高品位外観の樹脂成形品を得る短い成形サイクルでしかも反り変形も小さい合成樹脂成形用金型およびその成形方法を提供する。
【解決手段】入れ子101のおも型204の間に樹脂断熱層205を塗布し、入れ子101の製品面側に電気ヒーター202を配置し、入れ子101のおも型204側に冷却回路102を配置し、また製品側入れ子表面103と電気ヒーター202の間もしくは電気ヒーター202間に複数の温度センサー203を配置して合成樹脂射出成形金型を構成する。入れ子101の熱収縮により、おも型204と樹脂断熱層205との間に隙間が形成されて空気断熱層となり、入れ子101の熱容量を小さくでき、入れ子101の加熱・冷却を早くすることが可能となって、成形サイクルを短できる。また、入れ子101の熱容量が小さくできることから、入れ子101の複数部位の冷却速度差も小さくなり、樹脂成形品201の反り変形も小さくできる。
(もっと読む)
射出成形用金型および射出成形方法
【課題】 成形体を構成する樹脂の性質に応じてウェルドラインが生じることを抑制するように金型内の樹脂流を制御できる射出成形用金型および射出成形方法を提供すること。
【解決手段】 射出成形用金型10は、端部において互いに接続される少なくとも2つの流路を有する空洞21と、流路に樹脂を注入する樹脂注入手段31,51と、流路内を流れる樹脂が会合し始まってから樹脂が固化するまでの間に樹脂が会合する部位近傍において樹脂が流路を画成する壁面に沿って流動することができるように、流路内を流れる樹脂が会合し始まるときの一方の流路内を流れる樹脂の先頭部分の先端面の形状と他方の流路内を流れる樹脂の先頭部分の先端面の形状との少なくとも一方を、これら流路内を流れる樹脂の性質に応じて制御する樹脂流制御手段32,33,41,52,53と、備える。
(もっと読む)
鉛蓄電池の製造方法
【課題】安価な方法にてブッシングと電池蓋との間の密着性を向上させ、電解液の染み出しを防止できる鉛蓄電池の製造方法を提供すること。
【解決手段】最上段の環状突起3Aとインサート成型用の金型10との間に第一の空隙14を設けて、この金型10をブッシング1に対して配置し、上金型11、下金型12間に樹脂材料を充填し、当該樹脂材料の圧力で、最上段の環状突起3Aを第一の空隙14の形状に合わせて塑性変形させた。
(もっと読む)
ワックスモデル射出成形装置の射出ノズル
【課題】ワックス鋳造後、ワックス射出装置のワックス供給流路内に残存し、廃棄しなければならないワックス量を減らすことができる射出ノズルを提供する。
【解決手段】ワックス樹脂の射出鋳造装置に使用される射出ノズル1であって、先端にワックス樹脂の吐出口8を有する外筒部2と、一端が該吐出口8と流体的に連通し、他端が排気系に流体的に連通するように、該外筒部2内に画定される排気流路3と、該排気流路3と該吐出口8との間を閉鎖し、または開放するように、該排気流路3内を摺動可能な排気流路封止弁4とを備え、一端が該吐出口8と流体的に連通し、他端がワックス樹脂供給源に流体的に連通するように画定されるワックス供給流路5と、該ワックス樹脂流路5と該吐出口8との間を閉鎖し、または開放するように、該ワックス樹脂流路5内を摺動可能なワックス封止弁6とを備える射出ノズル1により解決する。
(もっと読む)
101 - 120 / 923
[ Back to top ]