
Fターム[4F206JM04]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形サイクル上の工程 (2,537) | 射出、充填工程 (923)
Fターム[4F206JM04]に分類される特許
121 - 140 / 923
内装トリム部品を製造する方法
本発明は、特殊な射出成形プロセス及び選択的な裏打ち発泡プロセスを特徴とする内装トリム部品を製造する方法に関する。 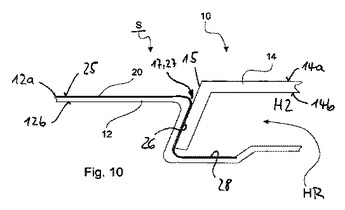 (もっと読む)
(もっと読む)
射出成形機
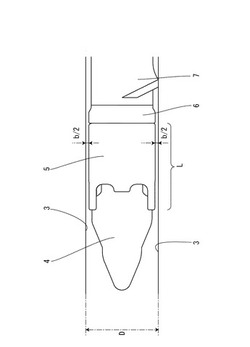
【課題】添加剤を含んだ溶融樹脂によって成形品を得る射出成形機において、添加剤が原因によるチェックリングの磨耗を防止し製品寿命を延ばすことを可能とした射出成形機を提供する。
【解決手段】フィラー等の添加剤を含んだ溶融樹脂を射出して成形得る射出成形機において、下記式によって求められるリーク速度V(mm/s)が2.0<V≦20の範囲となるよう、チェックリング5と加熱筒3との間隙b及びチェックリングの全長Lとを選択することで、バックフローを防止しつつチェックリング5の磨耗を防ぎ、射出成形機の製品寿命を長くすることができる。
【数1】
【数2】 (もっと読む)
(もっと読む)
軽量化プラスチック靴型の処方とその製造方法

【課題】本発明は、軽量化プラスチック靴型の処方とその製造方法を提供する。
【解決手段】80乃至85重量%の高密度ポリエテンと、5乃至7.4重量%の炭酸カルシウムと、5乃至7.4重量%のマグネシウム塩ひげ結晶と、微量元素と、が含有され、これにより、材料を節約だけではなく、工程が短縮され、また、完成品が軽量化でき、省力化でき、そして、産出量が向上され、リサイクルができる。
(もっと読む)
ポリアミドベースの複合物品の製造方法
本発明は、複合材料の製造のために、工業的織物生地の形態を有する強化材料の含浸に利用される高流動性のポリアミドの利用に関する。本発明の利用分野は複合材料、液体成形LCM法、この方法で得られる製品等である。本発明は、強化布を予熱した金型に挿入し、金型の温度を上昇し、場合によりついでその温度を維持し、溶融状態のポリアミド組成物を金型に射出してその樹脂を強化布に流通させ、ついで冷却して得られた物品を取り出す工程を含む射出成型法によりポリアミド複合物品を製造する方法を提供する。 (もっと読む)
積層成形品の成形方法、射出ノズルおよび積層成形品の成形装置
【課題】格別に大型の金型と型締装置を使用することなく、高い成形効率かつ低コストで積層成形品を成形できる成形方法を提供する。
【解決手段】第1、2の射出機(2、3)と、これらとノズル取付体(5)を介して接続されている1個の射出ノズル(6)とを使用して射出成形する。第1、2の射出機(2、3)の第1、2のスクリュ(9、16)を駆動して、粘性係数の等しい第1、2の溶融樹脂を同時に射出する。このとき、前記第1、2の溶融樹脂が層流を保ってスプル(61)とランナ(64)内を流れるような速度で第1、2のスクリュ(9、16)を駆動する。そうすると、前記第1、2の溶融樹脂は分離した状態で金型のキャビティに充填される。
(もっと読む)
金属石鹸ブロックもしくは金属石鹸バーを製造する方法及びそのための装置
【課題】安価で生産性に優れ、クラックやボイドの発生を防止できる金属石鹸ブロックもしくは金属石鹸バーの製造方法を提供する。
【解決手段】ステアリン酸系材料を金型2、3内部のキャビティ4に充填し、複写機、印刷機器、ファックシミリまたはスキャナに用いられる部材として利用するための金属石鹸ブロックもしくは金属石鹸バー1を製造する方法であって、
空気ポンプによりキャビティ4を減圧することにより擬似真空状態とする工程と、キャビティ4に通じるエア抜き孔を閉じ、且つ金型2、3の温度を20℃以上80℃以下もしくは室温以上80℃以下に保った状態で前記材料をキャビティ4に圧入する工程と、材料を圧入する途中もしくは圧入後に、前記エア抜き孔を必要に応じて開放する工程と、充填された材料を自然冷却する工程とを備えることを特徴とする。
(もっと読む)
光学素子の成形方法および光学素子
【課題】 小型あるいは薄型で高精度な光学素子を低コストで成形できる光学素子の成形方法および光学素子を提供すること。
【解決手段】 樹脂の冷却方向を支配することにより複屈折が光線に影響しないように樹脂を配向させる。具体的には成形中において光学素子の非光学面に対応する側面駒の温度がTgとなったときに光学素子の光学面に対応する機能駒の温度が(Tg−30)℃以上(Tg−5)℃以下となるように金型温度を制御することにより光軸方向に樹脂を配向させる。
(もっと読む)
表面実装用の電気・電子部品の製造方法
【課題】特殊な金型や金属部品の表面処理が必ずしも必要でなく、作業工程が簡易であり、金属部品と液晶性ポリマー及び/又はポリフェニレンスルフィド樹脂からなる熱可塑性樹脂との密着性に優れる、「フラックス上がり」の抑制された表面実装用の電気・電子部品の製造方法を提供すること。
【解決手段】射出成形により液晶性ポリマー及び/又はポリフェニレンスルフィド樹脂からなる熱可塑性樹脂と金属部品とを複合化して表面実装用の電気・電子部品を製造する際に、金型内表面の少なくとも金属部品と金型内表面とが接触する部分全面に断熱層が形成された金型を用いる。
(もっと読む)
表示体およびその製造方法
【課題】小面積の表示部でも明るく照光させることができると共に、外表面での光反射を抑制して意匠性を高めた表示体を提供する。
【解決手段】表示体としての操作ノブ1は、導光体3の先部3aが樹脂ベース2を貫通して両者2,3が一体化されていると共に、樹脂ベース2の外面に被着されたインサートフィルム4の一部が導光体3の先端面を覆っており、フィルム4の第1および第2の表示部4a,4bが光源5,6の光で照光可能である。操作ノブ1を製造する際には、導光体3を装着した雄型7とインサートフィルム4を装着した雌型8とを型締めし、キャビティC内へ溶融樹脂10を射出充填することにより樹脂ベース2を成形する。その際、インサートフィルム4の外表面には、第1の表示部4aと対応する領域A1に導光体3を介して型締め力が付与されたことによるシボ加工が施され、かつ残余の領域A2,A3に溶融樹脂10の射出圧によるシボ加工が施される。
(もっと読む)
射出装置
【課題】射出材料を成形型内に射出する駆動ロッドを急停止等しても、射出装置構成部材に何等の破損も生じさせることがない、射出装置を提供する。
【解決手段】電動モータ10と、リング歯車21、遊星歯車22を介して回転する内歯車23、回転軸24と、からなる電動駆動機構40と、回転軸24の回転によって直進される直動部材51,52と、直動部材51に装着されて直進する駆動ロッド61と、駆動ロッド61の直進によって射出材料Mを射出するスリーブ62と、を備え、内歯車23と遊星歯車22は、遠心クラッチ30を介して着脱自在となっており、内歯車23と遊星歯車22が遠心クラッチ30を介して摩擦係合した姿勢で射出材料Mを射出自在となっており、駆動ロッド61の直進が停止し、内歯車23に作用する慣性力が該摩擦係合を形成する摩擦力より大きくなった際に、遠心クラッチ30による内歯車23と遊星歯車22の係合が解除される。
(もっと読む)
合成樹脂中空体の製造方法
化粧料溶液、薬品および飲料などの流体物質を収容する合成樹脂中空体の製造方法において、オーバーモールド工程の間、中空成型体に冷却したガスまたは冷却した加圧ガスを充填する。 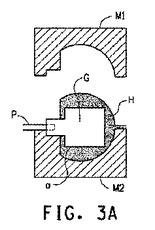 (もっと読む)
(もっと読む)
樹脂成形装置、及びその制御方法
【課題】コールドランナ方式を用いて複数の成形品を同時に成形するものにおいて、いずれの成形品をも安定した品質で成形することができる樹脂成形装置を提供する。
【解決手段】複数の加熱装置41〜48をランナ31〜35の延設上に配設し、ランナ31〜35内を流動する溶融樹脂Rがキャビティ11〜22毎の加熱態様となるように加熱装置41〜48毎の個別の加熱制御を可能に構成した。
(もっと読む)
モールド金型
【課題】低粘性で浸透性が高い封止樹脂を用いても、センターインサートの金型クランプ面に形成される隙間から漏れ出した封止樹脂をセンターインサート側のクランプ領域内に留めておくことにより、成形不良を低減したモールド金型を提供する。
【解決手段】上型センターインサート130および上型キャビティインサート140を有する上金型100と、下型センターインサート240および下型キャビティインサート250を有する下金型200とを備え、上型センターインサート130の上型キャビティインサート140と隣接する端縁部若しくは下型センターインサート240の下型キャビティインサート250と隣接する端縁部に沿って連なり、下型センターインサート240に形成された金型ランナ170と交差するように突出する突出部242が形成されていることを特徴とする。
(もっと読む)
積層射出成形用金型及び積層射出成形方法
【課題】成形材料の利用効率が高く、製品形状に制約が少なく、二層状態の肉厚が立ち面で安定し、また、基材層となる第一層の外縁を第二層で覆い製品の外観性を向上させた成形品を安価に得る積層射出成形用金型及び積層射出成形方法を提供すること。
【解決手段】一つの製品コア型と、製品形状の異なる複数の製品キャビ型とで構成され、該製品キャビ型は回転手段を備えて前記製品コア型との組み合わせを変更できるように配されるとともに、前記製品コア型には異なる溶融樹脂を射出する複数の射出ユニットと、前記製品コア型と製品キャビ型とによって形成されるキャビティとを連通する複数の樹脂流路が設けられ、一次成形後の二次成形により一次成形体の全面あるいは所定の部分に二次成形体を積層して成形品を得る成形層射出成形に用いる積層射出成形用成形金型において、二次成形を行うときに、一次成形体の外縁を二次成形体で巻き込むことができる構造とした。
(もっと読む)
クランパ収納溝の直下に冷却管を設けた射出成形装置
【課題】クランパの加熱を阻止し、クランパの保持力を一定に保ち、キャビティ内の汚染を防止した成形同時転写品用の射出成形装置を得る。
【解決手段】A金型21とB金型26からなる一対の金型、A金型のキャビティ面に転写シートを配置する第一転写シート送り装置40、A金型のパート面に突出して設けられ、第一転写シート45をクランプする第一クランパ31と、B金型のパート面に形成された第一クランパ収納溝9を備えた射出成形装置であって、第一クランパ収納溝9の直下に第一クランパ用冷却管9を設け、第一クランパ用冷却管の中を冷媒が通過する射出成形装置である。
(もっと読む)
射出成形装置及び射出成形方法
【課題】 汎用的な射出成形機と3枚構造の金型を用いて、成形できる成形品の数などを多くし、生産効率を向上させる。
【解決手段】 金型を開閉動作し型締力を負荷することが可能な型締装置と、型締装置の固定盤に取り付けられた固定型と可動盤に取り付けられた可動型と固定型と可動型の間に備え付けられた中間型からなる3枚構造の金型と、樹脂を可塑化計量し金型のキャビティ内に射出充填することが可能な射出装置とを備えた射出成形装置であって、金型には、固定型と中間型の間に1つあるいは複数のキャビティ(A群)とそれに通じる樹脂流路および樹脂流路遮断機構が形成され、また中間型と可動型の間にも1つあるいは複数のキャビティ(B群)とそれに通じる樹脂流路および樹脂流路遮断機構が形成されており、射出装置は、1回の型締中に、1回目の射出充填、続いて可塑化計量、その後2回目の射出充填を行なうことが可能である。
(もっと読む)
可塑化部の射出方法および可塑化装置
【課題】可塑化部より射出する材料の樹脂温度を安定させることができる。
【解決手段】可塑化ユニット10では、樹脂のうち溶融温度の高い方の温度に応じて加熱筒11の温度を設定し、可塑化スクリュー12を回転しつつ、樹脂を加熱筒11により所定時間だけ加熱して可塑化溶融させ、可塑化溶融された溶融樹脂M´を適宜な計量手段によって計量し、計量工程により計量した溶融樹脂M´の一部のみを射出口15aより射出するようにした。
(もっと読む)
窓部材
【課題】取付用ブラケットの少なくとも一部が埋め込まれた窓部材において、取付用ブラケットが窓部材の本体部の表面側から見えにくくして外観見栄えを良好にすると共に、取付用ブラケットを狙い通りの位置に固定できるようにする。
【解決手段】窓部材1は、光透過性を有する樹脂材で構成された板状の本体部10と、本体部10裏面における所定部分に、本体部10よりも光透過度の低い樹脂材を射出成形することによって本体部10と一体化された枠部20と、枠部20よりも高剛性な材料で構成され、枠部20に少なくとも一部が埋め込まれた取付用ブラケット30とを備えている。本体部10の裏面には、取付用ブラケット30に当接するように突出して取付用ブラケット30の位置決めを行う突出部12が設けられている。取付用ブラケット30には、枠部20の成形時における成形型に当接して取付用ブラケット30の位置決めを行う位置決め面34が設けられている。
(もっと読む)
封止装置及び封止方法
【課題】封止品の品質を保ちつつ、封止用材料の硬化時間の短縮により、生産性を向上させる。
【解決手段】封止用材料(樹脂タブレット146)を溶融させ、金型104に設けられたカル部136を介してキャビティ118に注入して、キャビティ118に配置された基板102にある被封止品を封止する封止装置100において、カル部136に対峙してカル部136を形成する金型部分の上部の空隙124の底面126Aに配置された導電体130と、導電体130の外周に配置されるコイル131と、を備え、コイル131に交流電流が流されることにより導電体130が誘導加熱される。
(もっと読む)
射出成形機における樹脂漏れセンサ装置
【課題】樹脂漏れの発生の可能性が高い金型構成部材同士との接合面に通ずる溶融樹脂の流通路の接続部より漏れる樹脂を流動抵抗の低い溝に導いてセンサにより金型内部の温度と樹脂温度の温度差を利用して感知するようにした射出成形機における樹脂漏れセンサ装置。
【解決手段】加熱溶融樹脂を射出成形させて金型内の流通路2を介して流通させて、ゲートよりキャビティ内に一定量宛供給するようにした射出成形機において、組込まれる各部材の接合部の前記流通路2の接合面の開口側に、前記流通路2を包囲する凹陥溝5を設け、この凹陥溝5と通ずる樹脂通路6を設け、かつ部材の外部にセンサ7を配設して、前記流通路2より漏出する樹脂を集合導出させて検知して成ることを特徴とする射出成形機における樹脂漏れセンサ装置。
(もっと読む)
121 - 140 / 923
[ Back to top ]