
Fターム[4F206JM04]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形サイクル上の工程 (2,537) | 射出、充填工程 (923)
Fターム[4F206JM04]に分類される特許
41 - 60 / 923
液晶高分子成形体
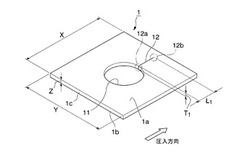
【課題】開口部を有し、ウエルド部の強度が高く、表面性も良好な液晶高分子成形体の提供。
【解決手段】球形フィラーを含有する液晶高分子組成物を射出成形して得られた、開口部11を有する成形体1であって、開口部11から外側へ向けて延びる、射出成形で生じたウエルド部12を有し、ウエルド部12は、開口部11における厚みT1が2.5mm以下であり、且つ成形体表面1aに沿って、厚みT1の2倍以上の長さL1を有することを特徴とする液晶高分子成形体。
(もっと読む)
多層樹脂成形品成形用の金型構造

【課題】第2樹脂成形部材の端末部にアール部等の形状を有する多層樹脂成形品(2色成形品)を外観見栄え良く成形し得る金型構造を提供する。
【解決手段】基材11上にパッド13を一体に成形してなるコンソールリッドアウター7を成形する金型装置101において、コア型103及び第1キャビ型105の第1キャビティC1端部外側には、型閉め状態で型抜き方向Aに移動可能に互いに接するシール面部111a,111bの端部から型抜き方向Aと交差する第1キャビティC1外方に広がり型閉め状態で互いに突き当たる突き当て面部113a,113bとでパーティング面が構成されている。コア型103の突き当て面部113aには、パッド13の端末部に対応する凹形状部115がシール面部111aに連続するように凹設されている。第2キャビ型107の型成形面107aは、型閉め状態でコア型103の凹形状部115の外側縁115aに連続している。
(もっと読む)
プラスチック筐体用成形品及び射出成形機並びに射出成形方法
【課題】 コスト面で有利に、金属コーティングされたガラス繊維を磁界によって強制的に理想な方向に設定することにより、強度を確保することができるプラスチック筐体用成形品及び射出成形機並びに射出成形方法を提供する。
【解決手段】 プラスチック筐体用成形品10は、ガラス繊維を含有し、ガラス繊維に、着磁される金属が蒸着によりコーティングされる。
(もっと読む)
射出成形装置および射出成形方法
【課題】
本発明は、ボイドとして残存する可能性が高い気泡を含んだ熱硬化樹脂がキャビティ内で加圧・硬化されることを抑制することができる、単純な構成の射出成形装置および射出成形方法を提供することを目的とする。
【解決手段】
本発明に係る射出成形装置10は、上型20および下型30と、樹脂が流入する流入口およびエアを排出する排出口を備え、上型20および下型30によって形成される所定形状の空間であるキャビティ40と、排出口から単位時間当たりに排出されたエアの排出量を計測して、計測値として出力する計測手段50と、流入口からキャビティ40内へ樹脂を流入させ、計測値が所定の値より小さくなった時、樹脂を計測値が所定の値より小さくなった時の流入速度よりも大きい所定の流入速度で流入させる樹脂流入手段60と、を備える。
(もっと読む)
射出装置と成形機および射出装置の制御方法
【課題】一方のボールねじ側に設けた力検出器と他方のボールねじ側に設けたダミー部材とを有する射出装置において、射出圧力等を正確に制御可能な射出装置を提供する。
【解決手段】射出装置13は、射出部の一例であるバレル41を支持する固定側フレーム40と、押出し部材の一例であるスクリュー42を回転可能に支持する移動側フレーム43と、一対のボールねじと、これらボールねじを回転させるサーボモータを有する射出用駆動機構とを備えている。第1のボールねじと移動側フレーム43との間に、ロードセル等の力検出器が設けられている。第2のボールねじと移動側フレーム43との間にダミー部材81が設けられている。制御部14は、力検出器の出力に基いて第1の射出用駆動機構を制御するとともに、力検出器の出力と、力検出器およびダミー部材81のそれぞれのばね定数を考慮した演算とに基いて、第2の射出用駆動機構を制御する。
(もっと読む)
液状樹脂材料用成形設備
【課題】射出装置が不要であり、材料の十分な混合が得られる液状樹脂材料用成形設備を提供することを課題とする。
【解決手段】液状樹脂材料用成形設備10は、金型11と、この金型11を型締めする型締装置12と、金型11へ液状樹脂材料を供給する供給装置20とからなる。この液状樹脂材料の供給装置20は、主剤に硬化剤などの添加剤を添加した液状樹脂材料を、十分に攪拌混合する撹拌混合機構30と、得られた液状混合材料を圧送するポンプ機構50と、このポンプ機構50から第1流路51を介して送られてきた液状混合材料を一定量計量し、間欠的に第2流路61を通じて金型11へ供給する定量計量供給機構60とからなる。
【効果】予め混合した液状混合材料を定量計量供給機構から直接金型へ供給することができる。結果、射出装置が不要となる。
(もっと読む)
射出成形機
【課題】型締中における金型コアによる溶融樹脂の圧縮をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】固定金型21の端面SF1と、可動金型22の端面SF2と、可動金型22に対してX1−X2方向にスライド可能に取り付けられる枠型コア22fの内面SF3とによって形成されるキャビティ空間CVに溶融樹脂HRを充填する射出成形機100は、キャビティ空間CV内の溶融樹脂HRに対して、可動金型22の金型コア22aを押し付ける型締装置10と、金型コア22aによる溶融樹脂HRの圧縮力及び圧縮速度の少なくとも一方を可変制御可能な圧縮制御部52とを備える。
(もっと読む)
半導体パッケージの成形装置
【課題】半導体パッケージの成形装置を提供すること。
【解決手段】半導体パッケージの成形装置は、少なくとも1つの第1半導体チップが安定して支持される下金型、前記下金型の上部に位置して少なくとも1つの第2半導体チップが安定して支持され、前記下金型と対向する面に前記第1半導体チップの成形空間のための第1キャビティを有する中金型、前記中金型の上部に位置して前記中金型と対向する面に前記第2半導体チップの成形空間のための第2キャビティを有する上金型、前記下金型を貫通して前記第1キャビティと連結される第1供給ポート、前記下金型と前記中金型とを貫通して前記第2キャビティと連結される第2供給ポート、及び前記下金型の下部に位置して前記第1及び第2供給ポートに各々備わり、前記第1及び第2供給ポート内の成形樹脂を加圧して前記第1及び第2キャビティに供給する第1及び第2トランスファー・ラムを有する加圧ユニットを含む。
(もっと読む)
射出成形方法
【課題】ポリ乳酸系樹脂、ポリリン酸塩難燃剤、及びホスファゼンを直接、射出成形装置に供給した場合において、これらの材料を均一に混合することができる射出成形方法を提供する。
【解決手段】ペレット状のポリ乳酸系樹脂50と、粉状のポリリン酸塩難燃剤52とホスファゼン化合物54とを、シリンダー14と、供給部40、圧縮部42、計量部44とを有するスクリュー16を備えた射出成形装置10に直接供給し、供給部では、ペレット状のポリ乳酸系樹脂と、粉状のポリリン酸塩難燃剤とホスファゼン化合物を砕いて混ぜながら圧縮部に送り出し、圧縮部では、ペレット状のポリ乳酸系樹脂と、粉状のポリリン酸塩難燃剤とホスファゼン化合物とを溶融し、溶融物を形成し、計量部では、溶融物を計量し、溶融物を射出成形装置からに金型30内に射出する。スクリューは、フライト16Bと、フライトの下流側の側面に隣接し、フライトより低い段差16Cを有する。
(もっと読む)
厚肉成形品の製造方法
【課題】十分な機械的特性および良好な外観を得ることができる厚肉成形品の製造方法を提供する。
【解決手段】溶融した所定の合成樹脂Pを金型11内に射出する射出成形により、互いに積層された複数の層から成るとともに所定寸法以上の厚さを有する成形品1を製造する厚肉成形品の製造方法であって、他の層と積層すべき積層面2aに沿って延びかつ積層面2aに突設された複数のリブ4を有する第1次成形層2を、射出成形によって成形する第1次成形工程と、第1次成形層2の積層面2a側に積層するよう、第2次成形層3を射出成形によって成形する第2次成形工程と、を備え、第1次成形工程において、各リブ4の幅方向の両側の少なくとも一方に、第1次成形層2と第2次成形層3の積層方向に対し、所定の角度範囲で傾斜するテーパ面4aを有するように、第1次成形層2を成形する。
(もっと読む)
樹脂成形品の製造方法
【課題】成形サイクルを長くすることなく、耐久性に優れたコート層を形成することができる、コート層を有する樹脂成形品の製造方法を提供すること。
【解決手段】射出成形用金型のコアプレート(110a)のキャビティ面に熱硬化型のコーティング剤(120)を塗布する。このとき、コアプレート(110a)の温度Tmを、コーティング剤(120)の熱硬化温度Tcよりも低くする。その後、射出成形用金型のキャビティに熱可塑性樹脂(130)を注入する。このとき、コアプレート(110a)のキャビティ面の最高温度Tpが、コーティング剤(120)の熱硬化温度Tc以上となる。これにより、コーティング剤(120)は、熱可塑性樹脂(130)の熱により硬化する。
(もっと読む)
射出成形機及び射出成形方法
【課題】シワ、ヒネリ、ジェッティングの成形不良の発生を防ぎ、容易かつ短時間に成形条件を設定する。
【解決手段】成形金型内に樹脂材料を充填するためのサーボモータと、サーボモータを制御することによって、射出速度を無段階に変化させ、かつ、樹脂材料が充填された成形金型内に加える保圧力が無段階に小さくなるように保圧力を変化させる制御部と、を備える。
(もっと読む)
スパウト、及びスパウト付き包装袋
【課題】ガスバリア性に優れ、安価に製造することのできるスパウトを提供する。
【解決手段】スパウト10の周壁11は、第1の樹脂からなる内層11a及び外層11cと、該内層11a及び外層11cの間に位置し、ガスバリア性を有する第2の樹脂からなる中間層11bとから構成されている。また、スパウト10は共射出成形により一体に成形されている。
(もっと読む)
射出成形機及び射出成形機の制御方法
【課題】金型へ射出される射出材料の射出量の均一化を図ること。
【解決手段】本発明の射出成形機は、射出シリンダと、前記射出シリンダ内に配設された押圧部を備え、前記押圧部を移動することで前記射出シリンダ内の射出材料を前記射出シリンダから射出させる駆動手段と、前記駆動手段を制御して、射出時の圧力よりも低い圧力で前記押圧部により前記射出シリンダ内の射出材料を押圧させるプリプレッシャ制御を行う駆動制御手段と、前記押圧部の位置を検出する検出手段と、前記検出手段により検出された、前記プリプレッシャ制御により移動した前記押圧部の位置に基づき、射出量が規定量となるように成形条件を設定する設定手段と、を備えたことを特徴とする。
(もっと読む)
樹脂の温度制御方法
【課題】射出ノズルから射出される射出直後の溶融樹脂の温度が、適切な温度になるように制御する方法を提供する。
【解決手段】溶融樹脂は射出ノズル(17)から射出されるときに摩擦やせん断作用によって発熱し、加熱シリンダ(13)内の射出前の溶融樹脂よりも高温になる。金型から射出ノズル(17)を離間した状態で射出し、このときに測定される射出圧力(P0)が損失して熱エネルギに変化すると仮定する。そうすると発熱による溶融樹脂の温度上昇分(ΔT)を推定することができる。射出ノズル(17)の出口側の目標温度(Tt)を定める。加熱シリンダ(13)内の溶融樹脂の温度の射出前目標温度(Tk)は、射出ノズル出口側目標温度(Tt)から温度上昇分(ΔT)を減じたものとして決定する。
(もっと読む)
型締力の適否判定方法および型締力調整方法
【課題】センサ等を格別に設ける必要がなく安価に型締力の適否を判定でき、最適な型締力に調整できる調整方法を提供する。
【解決手段】トグル式型締装置(3)を備えた電動射出成形機(1)において、射出工程あるいは保圧工程に、クロスヘッド(17)を駆動するサーボモータ(26)のトルクを監視する。トルクの変化が所定のしきい値(Ta)を越えた場合には、クロスヘッド(17)位置が変化したと判断して、型締力が不足していると判定する。型締力をΔFずつ大きくなるように調整して、射出成形を繰り返し、同様に射出工程あるいは保圧工程においてサーボモータ(26)のトルクを監視する。トルクの変化がしきい値(Ta)以内になったとき、型締力は適切であると判定し型締力の調整を完了する。
(もっと読む)
電磁波シールド性複合成形体とその製造方法
【課題】家庭用の電気・電子機器等から発生させる低周波の磁界波と電磁波のシールド性が優れた電磁波シールド性複合成形体と、その製造方法を提供する。
【解決手段】炭素繊維及び熱可塑性樹脂を含む第1樹脂組成物からなる第1成形体層と、メジアン径(d50)が5〜100μmで、アスペクト比が10以上である扁平軟磁性粉末及び熱可塑性樹脂を含む第2樹脂組成物からなる平板状の射出成形体層とを有する電磁波シールド性複合成形体であって、前記平板状の射出成形体層中において前記扁平軟磁性粉末が厚み方向と直交する方向に配向された状態で含有されており、前記平板状の射出成形体層が、縦120mm、横120mm及び厚み2mmの平板であるときの周波数0.1〜100MHzの範囲の磁界波シールド効果が8dB以上であり、かつ前記周波数領域の電磁波シールド効果が25dB以上である、電磁波シールド性複合成形体。
(もっと読む)
トーピード
【課題】射出圧力を生じさせる射出装置を小型化しても、キャビティに連通するゲートをスムーズに開放させることができるトーピードを提供すること。
【解決手段】トーピード1は、ノズルケース2の内部30に組み付けたとき、この内部30の内面に対して空隙Fが生じるように形成された本体10と、この本体10の先端から軸方向に進退可能なニードルピン20とを備え、この空隙Fに送り込まれたペレットPが溶かされて成る溶融樹脂Mが所定の圧力を超えると、ノズルケース2に組み付けられる金型3のキャビティ40に連通するゲート42をニードルピン20が開放する構造となっている。ニードルピン20は、溶融樹脂Mから射出圧力を受けるとゲート42を開放し易いように多段状20a、20bに形成されている。
(もっと読む)
電子部品実装部品
【課題】樹脂封止された電子部品の生産性を高めるために熱可塑性樹脂を使用しつつ、且つ熱可塑性樹脂を使用することにより生じる、封止樹脂の固化収縮による問題を抑制する。
【解決手段】樹脂封止の材料として、発泡熱可塑性樹脂を使用し、且つ封止樹脂部の基板に垂直な断面の外周形状が円弧状になるように設計する。上記円弧状は、略真円の円弧状であることが好ましい。また、封止樹脂部の表面は、略真球面であることが好ましい。そして、発泡熱可塑性樹脂は、低融点且つ高流動のポリブチレンテレフタレート樹脂を主成分とすることが好ましい。
(もっと読む)
トーピード
【課題】ペレットの可塑化の効率をより向上させることができつつ、ブレードを簡便に加工できるトーピードを提供すること。
【解決手段】トーピード1は、ノズルケース2の内部30に組み付けたとき、この内部30の内面に対して空隙Fが生じるように外面にブレード14が形成された略円柱状の本体10と、この本体10の先端から軸方向に進退可能なニードルピン20とを備え、この空隙Fに送り込まれたペレットPが溶かされて成る溶融樹脂Mが所定の圧力を超えると、ノズルケース2に組み付けられる金型3のキャビティ40に連通するゲート42をニードルピン20が開放する構造となっている。ブレード14は、本体10の軸方向に沿うように、本体10の周方向に均等を成すように、且つ、その軸方向の途中位置を境に本体10の周方向において互い違いを成すように複数形成されている。
(もっと読む)
41 - 60 / 923
[ Back to top ]