
Fターム[4F206JM04]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形サイクル上の工程 (2,537) | 射出、充填工程 (923)
Fターム[4F206JM04]に分類される特許
21 - 40 / 923
射出成形機の波形モニタ装置
【課題】 特定の成形方式により成形を行う射出成形機に対応した生産時の十分なモニタリングを可能にし、成形品質及び歩留まり率等の向上を実現するとともに、汎用性及び発展性に寄与する。
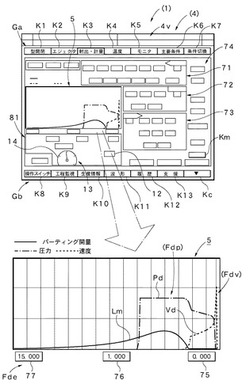
【解決手段】 特定の成形方式により成形を行う射出成形機Mに搭載することにより、少なくとも成形時の動作波形をモニタリングするための射出成形機Mの波形モニタ装置1を構成するに際して、成形時における時間に対するパーティング開量Lmの変化データを検出するパーティング開量検出手段Fpと、少なくとも金型2への樹脂充填開始ts以降から金型2の冷却時間終了teまでのパーティング開量検出手段Fpにより検出した変化データを、成形機コントローラ3に付属するディスプレイ4の画面4vの波形表示部5に表示する動作波形表示手段Fdとを備える。
(もっと読む)
成形品の製造方法

【課題】 本発明は、リサイクル性に優れており、優れた剛性及び耐衝撃性を有する成形品を製造することができる成形品の製造方法を提供する。
【解決手段】 本発明の成形品の製造方法は、金型のキャビティ内にスキン層を構成するスキン層用熱可塑性樹脂を射出した後に、上記キャビティ内にコア部を構成するコア部用熱可塑性樹脂を射出して、上記スキン層用熱可塑性樹脂及び上記コア部用熱可塑性樹脂を上記キャビティ内にて層状に流動させて、スキン層が上記スキン層用熱可塑性樹脂から構成され且つコア部がコア部用熱可塑性樹脂から構成された成形品を製造する成形品の製造方法であって、上記コア部用熱可塑性樹脂は、少なくとも一種のポリオレフィン系樹脂と0.01〜3.0重量%の塩素含有樹脂とを含むことを特徴とする。
(もっと読む)
スクリュー式射出装置
【課題】安価に実施可能であり、かつチェックリングの外面及び加熱シリンダの内面にかじりや焼き付きを生じにくいスクリュー式射出装置を提供する。
【解決手段】スクリュー8を、螺旋溝8aが形成されたスクリュー本体31と、その先端部に小径の頸部32を介して固定されたスクリューヘッド33とから構成する。また、逆流防止装置40を、スクリュー本体31のスクリューヘッド取付側の端部に固定されたチェックシート41と、頸部32に回転可能かつ前後進可能に装着されたチェックリング42とから構成する。スクリューヘッド33のチェックリング42側の端面には、深溝部44aと浅溝部44bとを有する複数のボール遊嵌溝44を形成し、スクリューヘッド33とチェックリング42との間には、各ボール遊嵌溝44内に転動可能に収納されたボール43を配置する。
(もっと読む)
筺体の製造方法
【課題】ボスやリブ等の補助部材を備え、肉薄で軽量な筺体を比較的容易に製造できる筺体の製造方法を提供する。
【解決手段】シート11の表面に接着剤12を塗布する。その後、例えば真空圧空成形機等によりシート11を基材14の表面に密着させて、接着剤12を基材14の表面に転写する。次いで、射出成形機により基材14の接着剤12が付着した部分に熱可塑性樹脂を射出して、補助部材を形成する。
(もっと読む)
トップコート付加飾シート、トップコート付加飾シートの製造方法及びインサート成形品の製造方法
【課題】表面硬度が高く、加熱した予備成形時にはクラックが発生せず、延伸性があるトップコート付加飾シート及びトップコート付加飾シートの製造方法を提供する。
【解決手段】加飾シートの片面にトップコート層を有するトップコート付加飾シートであって、前記トップコート層が、−40〜130℃では表面硬度が鉛筆硬度B以上であり、150℃での引張試験において延伸率が150%以上である、トップコート付加飾シート。
(もっと読む)
導光板及び導光板の平面度を向上させる方法
【課題】薄く且つある程度の大きさを有しながら、厚みムラの小さい導光板を提供する。
【解決手段】本発明の導光板は、厚みが0.1mm以上1mm以下であり、画面サイズ(L)と厚み(T)との比(L/T)が70以上の平板状でありながら、レーザー顕微鏡を用いて導光板中心部分の凸部の高さを測定し完全充填されている場合の高さを転写率100%とした場合に、転写率が95%以上になる。本発明の導光板は、例えば、射出加速度制御部、最大射出速度制御部、減速度調整部、型締め力制御部を備える射出成形機を用いて製造することができる。
(もっと読む)
射出装置、射出成形機、及び、射出制御方法
【課題】計量後における計量サーボモータの回転トルクを低減することで不要な電力消費を防止し、機構系の負担を軽減すること。
【解決手段】金型30を開閉する型締装置20と、金型30内に材料を射出する射出装置40とを備え、射出装置40は、金型30内に材料を射出することができるスクリュ54と、スクリュ54を回転駆動するとともに最大限界回転トルクが可変である計量サーボモータ61と、計量サーボモータ61の最大限界回転トルクを、スクリュ54により材料を計量した後、スクリュ54を金型30方向に移動させて射出する前にゼロにする又はゼロに収束させる制御部70とを備えている。
(もっと読む)
成形方法、成形品、及び金型
【課題】基板をホットメルト樹脂で一体化成形する場合において、基板の位置決め精度を確保しつつ、基板の近傍にボイドが発生することを抑制して、外観良好な成形品を作る成形方法を提供する。
【解決手段】成形方法では、キャビティ内に進入した基板位置決め用ピン4で配線基板1を下金型3に固定して、キャビティにホットメルト樹脂6を充填するとともに、キャビティ外に退出したボイド抑制用ピン7とキャビティ面14との間の補充空間13にもホットメルト樹脂6を充填して、基板位置決め用ピン4をキャビティ面11に向かって後退させつつ、ボイド抑制用ピン7をキャビティ面14に向かって前進させて、ボイド抑制用ピン7によって補充空間13内のホットメルト樹脂6をキャビティ内に押し出す。
(もっと読む)
射出成形方法、射出成形品及び射出成形金型
【課題】高い面精度が要求される高品質要求面と、高品質要求面よりも要求される面精度が低い面とを有する射出成形品において、高品質要求面に発生するヒケを要求される面精度が低い面よりも抑制すること。
【解決手段】可動入れ子6を含む固定側金型2と可動側金型4との間に形成されている成形空間へ射出された溶融樹脂Rの表面を可動入れ子6と接触した状態で冷却して固化させ、可動入れ子6と接触した状態で表面が固化した溶融樹脂Rが内部の固化を完了する前に可動入れ子6を移動させて、溶融樹脂Rと可動入れ子6とを離間させた状態で、溶融樹脂Rを冷却して内部の固化を完了させる。
(もっと読む)
成形機、及び射出制御方法
【課題】射出工程中の不具合の抑制を図ることができる成形機を提供する。
【解決手段】一つの実施形態に係る成形機1は、固定金型11が取り付けられる固定盤3と、移動金型12が取り付けられる移動盤4と、移動盤4を進退させ、移動金型12と固定金型11との型締を行う型締駆動機構6と、前記型締の状態に関する情報を検出する検出部31と、射出装置7と、射出工程中に検出部31からの情報を監視し、前記情報から得られた数値により射出装置7の射出圧力を抑制するように制御する制御手段8とを具備する。
(もっと読む)
樹脂製メガネフレーム及びその部品の製造方法
【課題】表面に金属光沢面を形成した樹脂製メガネフレームを提供する。
【解決手段】メガネフレームの部品となるフロント部1及びツル2,2はポリフェニルサルホン又はポリエーテルイミドを使用して所定の形状に射出成形されたもので、上記フロント部1及びツル2の表面に厚さが0.05μ〜0.3μのチタン粉末を密着した蒸着膜を形成し、該蒸着膜の上に150℃〜200℃の高温で塗装した厚さ10μ〜20μの塗装膜を形成している。
(もっと読む)
樹脂封止成形品の製造方法
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
逐次射出成形プロセスにおけるポリマー材料の送出制御
【課題】逐次射出成形プロセスにおいてポリマー材料の送出を制御する方法と装置。
【解決手段】複数の金型キャビティ14a〜14iへ第1の材料の第1回ショットを同時に送出するステップと、第1回ショットの送出のステップ中に対応するキャビティ14a〜14iへ送出される材料の容積または流量を示す特性を、それぞれのキャビティ14a〜14iについて独自に検知するステップと、第1回ショットの送出中に対応するキャビティ14a〜14iについて検知された特性を示す信号を変数として使用するプログラムに従って、1個以上のキャビティ14a〜14iへ第1回ショットを送出するステップを独自に停止するステップと、および第1回ショットを送出するステップを停止するステップに引続いて、第2の材料の第2回ショットをキャビティ14a〜14iへ同時に送出するステップと、を有する方法を提供する。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、プランジャ5と、シリンダ装置7と、駆動装置11と、着脱部13とを有する。プランジャ5は、キャビティ105に成形材料を押し出し可能である。シリンダ装置7は、プランジャ5と連結されたピストンロッド25を有する。駆動装置11は、被駆動部(ナット65等)を有し、ナット65等をピストンロッド25と平行な方向において駆動可能である。着脱部13は、ピストンロッド25とナット65等との連結及び当該連結の解除が可能である。
(もっと読む)
プリフォームの射出成形装置、射出成形方法及び合成樹脂製壜体
【課題】 本発明はプリフォームの周壁内で、所定の範囲に所定の層厚の着色層を高精度に主材層に積層するための、射出成形装置および射出成形方法を創出することを課題とするものである。
【解決手段】 本発明の射出成形装置に係る構成は、主材樹脂と第2の樹脂を合流させて合流樹脂体を形成するノズル部を、外側から順に、主材樹脂が流動する外流路と、第2の樹脂が流動する内流路と、これら外流路と内流路からの主材樹脂と第2の樹脂が合流する円柱状の合流路を配設し、また、外流路の合流路への第1合流部を所定の間隔を置いて、内流路の合流路への第2合流部の下流側に配設し、合流路に摺動可能に円柱状のシャットオフピンを挿入配設し、このシャットオフピンの摺動位置により、第1合流部あるいは第2合流部、またはその双方を遮断あるいは開放する機能が発揮される構成とする。
(もっと読む)
電気・電子機器外装部品の製造方法
【課題】バイオマス資源を原料として使用されたポリカーボネート樹脂を溶融押出し、その後射出成形し、耐熱性、機械特性、耐環境特性に優れた電気・電子機器外装部品の製造方法を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位を含み、250℃におけるキャピラリーレオメータで測定した溶融粘度が、シェアレート600secー1の条件下で0.2×103〜4.0×103Pa・sの範囲にあるポリカーボネート樹脂(A成分)と添加剤とを、溶融混練機に供給し、シリンダー温度220〜270℃の範囲で溶融押出しペレット化し、得られたペレットをシリンダー温度220〜270℃の範囲、金型温度40〜140℃の範囲で射出成形することを特徴とする電気・電子機器外装部品の製造方法。
【化1】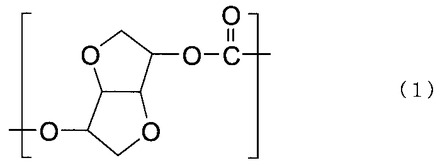 (もっと読む)
(もっと読む)
射出成形装置
【課題】ウェルドラインの発生を防止しつつ、バリの発生量を抑制可能とする射出成形装置を提供する。
【解決手段】環状のキャビティCを有する金型と、キャビティCに成形材料を射出する射出機構200と、を備える環状の成形品を成形する射出成形装置Sにおいて、金型には、射出機構200からキャビティCに成形材料を導く環状の第1供給通路T1が設けられており、射出機構200には、成形材料を第1供給通路T1の入り口まで導く環状の第2供給通路T2が設けられていることを特徴とする。
(もっと読む)
射出発泡成形用金型装置、及びこれを用いた射出発泡成形体の製造方法
【課題】シール部材を使うことなく、かつ、簡便に、高発泡倍率を有する外観の優れた発泡成形体を得ることを目的とする。
【解決手段】固定型と、前進・後退可能な可動型及び外縁部可動中子を有して構成され、外縁部可動中子は、可動型の外縁部の突き当て面に、固定型の方向に押すスプリングを介して取り付けられた可動中子であり、固定型と可動型との突き合わせ面には、固定型と可動型との間に形成されるキャビティを構成するためのキャビティ面がそれぞれ形成され、固定型及び可動型の少なくとも一方に、その外表面からキャビティ面に向かって、原料注入孔、ランナー、樹脂ゲート、ガス注入孔及びガス排出孔が形成され、成形時に上記可動型を後退させたとき、外縁部可動中子によって、キャビティの密閉状態が保持され、ガス注入孔からキャビティを経てガス排出孔にかけて、ガスを流通させるガス供給装置を配する。
(もっと読む)
液晶高分子成形体
【課題】開口部を有し、ウエルド部の強度が高く、表面性も良好な液晶高分子成形体の提供。
【解決手段】球形フィラーを含有する液晶高分子組成物を射出成形して得られた、開口部11を有する成形体1であって、開口部11から外側へ向けて延びる、射出成形で生じたウエルド部12を有し、ウエルド部12は、開口部11における厚みT1が2.5mm以下であり、且つ成形体表面1aに沿って、厚みT1の2倍以上の長さL1を有することを特徴とする液晶高分子成形体。
(もっと読む)
表面パネルの製造方法
【課題】 樹脂層と加飾フィルムとが密着した表面パネルを製造する製造方法であって、加飾フィルムに皺などが生じることなく加飾部を高精度に位置決めできる製造方法を提供する。
【解決手段】 第1の型10の成形凹部12と第2の型20の成形凸部23との間に形成されたキャビティC内に未成形の加飾フィルム5を介在させ、ゲート13からキャビティCの内部の溶融樹脂4aを射出する。溶融樹脂4aの圧力によって、加飾フィルム5が成形凸部23の表面に密着させられる。第1の型10と第2の型20との間で、加飾フィルム5を拘束せず、延伸しやすくしておくことにより、加飾フィルム5が皺を発生することなく、成形凸部23に密着できるようになる。
(もっと読む)
21 - 40 / 923
[ Back to top ]