
Fターム[4F206JM04]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形サイクル上の工程 (2,537) | 射出、充填工程 (923)
Fターム[4F206JM04]に分類される特許
141 - 160 / 923
射出成形機の制御方法

【課題】 生産効率,成形品質及び歩留まりの向上を図るとともに、動作(制御)の安定性及び省エネルギ性を高める。
【解決手段】 充填工程Sic及び保圧工程Sipを有する射出工程Siの制御を行うに際し、油圧ポンプ5に、少なくとも大流量の固定吐出流量Qmとこの大流量よりも小さい小流量の固定吐出流量Qsを設定可能な油圧ポンプ5x(5a,5b)を使用するとともに、予め、射出工程Siの動作に伴う少なくとも一つ以上の物理量(Xs,Vs,Ps)に対して固定吐出流量Qm,Qsを切換えるための少なくとも一つ以上の切換条件を設定し、射出工程Siの動作時に、大流量の固定吐出流量Qmに設定して当該射出工程Siの制御を行うとともに、物理量を監視し、少なくとも一つ以上の物理量が少なくとも一つ以上の切換条件を満たしたなら小流量の固定吐出流量Qsに切換えて射出工程Siの制御を行う。
(もっと読む)
電子構成部材を作製する方法および電子構成部材

【課題】電子構成部材作製方法を提供して、マイクロ構成素子、殊に加速度センサをその被覆部ないしはカバーに対して精確な位置でオーバーモールドできるようにすること。
【解決手段】本発明の電子構成部材(1)を作製する方法はつぎのステップ、すなわち、
− 成形型枠に対して相対的にマイクロ構成素子(2)を固定する支持装置(16)に、このマイクロ構成素子(2)を入れるステップと、
− マイクロ構成素子(2)を第1被覆(3)によってオーバーモールドするステップと、
− 第2被覆(4)によって第1被覆(3)をオーバーモールドして、第1被覆(3)および第2被覆(4)とによってケーシング(11)が構成されるようにするステップと、
− 第2被覆(4)が凝固する前および/または成形型枠を第2被覆(4)によって完全に充填する前にケーシング(11)から支持装置(16)を引き出すステップとを有する。
(もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】発泡樹脂成形品の成形方法並びに成形装置に係り、製品板厚を自由に設定できるとともに、シルバーストリーク、発泡ムラ、凹凸不良等の成形不良を解消した外観性能に優れた発泡樹脂成形品の成形方法並びに成形装置を提供する。
【解決手段】キャビティ型51、コア型52とからなる成形金型50の上方に押し出しユニット60及びダイス61を設定し、ダイス61から下方向に向けて発泡樹脂シートSを押し出し、型開き状態にあるキャビティ型51、コア型52内に垂下状態で供給した後、成形金型50を型締めして、発泡樹脂基材31を所要形状にプレス成形するとともに、コア型52に連設した射出ユニット53から溶融樹脂Mを樹脂通路521を通じてコア型52の型面に設けた凹部522内に射出充填することで、機能性樹脂部材32,33を発泡樹脂基材31の裏面所定位置に融着一体化する。
(もっと読む)
肉薄容器及びその射出成形方法
【課題】ポリ乳酸樹脂の生分解性を損なうことなく、装飾性を備える肉薄容器及びその射出成形方法を提供する。
【解決手段】肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸してなるポリ乳酸の溶融樹脂を射出成形してなり、ゆず肌の外表面を備える。肉薄容器Wは、0.45〜0.7mmの範囲の厚さを備えることが好ましい。肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸させたポリ乳酸の溶融樹脂を射出する方法により得ることができる。キャビティ29は、ゲート32とキャビティ29の先端部との間に、ゲート32の周辺部よりも肉厚である肉厚部29aを備えることが好ましい。金型12に複数のキャビティ29が配設されている場合には、各ゲート32の開閉を電磁開閉弁により行うことが好ましい。
(もっと読む)
ハイブリッド加圧成形装置
【課題】型締めシリンダにより上型に型締め力を付与する際に、ボールねじ機構の損傷を防止してその耐久性を向上するハイブリッド加圧成形装置を提供する。
【解決手段】コラム14,15に下向きに連結された型締めシリンダ32のラム36の下端部に可動上型把持体39を介して上型16を装着する。コラム14,15に固定支持基盤71を介して支持されたボールねじ軸74にボールナット75を螺合し、該ナット75にナット取付筒体76を連結する。ナット取付筒体76の下端部に設けられたフランジ部78と、可動上型把持体39との間に相対移動許容機構77を設ける。可動上型把持体39とフランジ部78とをボルト79により連結し、可動上型把持体39の上面とフランジ部78の下面との間に隙間gを設ける。型締めシリンダ32による上型16の加圧時に、相対移動許容機構77によってボールねじ機構70が損傷するのを防止する。
(もっと読む)
化粧料容器
【課題】ブローボトルのように開口部内径が胴体部内径よりも小さく、ガラス瓶のように厚肉で、且つ落下等の衝撃にも強い、耐久性と美しい外観を備えた化粧料容器を提供すること。
【解決手段】容器本体10は、化粧料の抽出口となる首部材12と、首部材12を連結する開口部を有し、開口部の最小内径が首部材12の最大内径よりも大きい胴体部材11と、2つの部材をつなぐための連結部材30とからなり、胴体部材11の上端部には、首部材12を嵌入するための嵌入溝11bと、嵌入溝11bの周縁に胴体部材の側壁の面方向に突出する胴体凸部11cが形成され、首部材12には胴体部材11に嵌入したときに胴体凸部11cと隣接するように首凸部12cが形成され、胴体部材11と首部材12とは、胴体凸部11cと首凸部12cをまたいで胴体部材の上端部に対して溶融樹脂が射出されて形成される連結部材30によって溶着固定される。
(もっと読む)
射出成形方法
【課題】容積の異なる大小複数のキャビティを有する金型を1つの射出装置で時間差を設けて溶融樹脂を順次射出充填して、1回の成形動作で所定の製品形状と製品重量が安定し、成形品毎の大きさの制約が緩和され成形品を同時に、複数成形することができる射出成形方法を提供する。
【解決手段】製品形状の異なる複数のキャビティの中から容積の大きなキャビティと小さなキャビティとの組み合わせを選択し、容積の大きなキャビティは速度制御により小さなキャビティは圧力制御により充填し、次いで、他のキャビティに充填する溶融樹脂を計量するとともに、容積の大きなキャビティは速度制御により小さなキャビティは圧力制御により充填し、以後は計量と射出充填とを繰り返す。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】可動側金型と固定側金型とを型締めした後、エアを注入し、更に、発泡樹脂材料を射出充填した後、可動側金型を型開きさせて発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法であって、製品表面のエア残りを低減し、外観性能を高める。
【解決手段】成形金型40の型締め後、冷却工程前迄製品キャビティC内に第1のエア注入管71を通じてエアを注入し続ける。そして、発泡樹脂材料Mの射出充填後、製品キャビティC内のエア圧を0.3〜1.0MPaにキープした状態で可動側金型50を型開操作し、金型外周シール部80から外部にエアを排出する一方、第2のエア注入管72を通じて可動側金型50の型面と発泡樹脂成形品20の製品面との間に薄膜のエア層Aを強制的に作り出し、外観性能を表面全面に亘り均一に保つことで外観不良をなくす。
(もっと読む)
電子部品の樹脂封止用の成形型及び樹脂封止方法
【課題】 流動性樹脂の樹脂圧に起因する基板の変形によって発生する、チップ装着面に装着されたチップの割れ、チップ装着面からのチップのはく離等の問題を抑制する。
【解決手段】 下型17と上型12とからなる電子部品の樹脂封止用の成形型において、下型17の型面に載置された基板1が有する複数の外部電極9に平面的に重ならないようにしてその型面に凸部18を設ける。凸部18は複数の外部電極9の厚さと実質的に等しい厚さを有する。これにより、下型17と上型12とが型締めした状態において流動性樹脂14の樹脂圧が基板1に加えられることに起因して発生する、基板1がチップ非装着面8の側に凸になるような変形を、凸部18が基板1を支えることによって防止する。
(もっと読む)
電磁波照射成形用のゴム型及び電磁波照射成形方法
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、キャビティの内壁面付近における熱可塑性樹脂組成物を積極的に加熱することができ、成形する樹脂成形品の外観、形状、表面精度等の品質及び機械的強度を効果的に向上させることができる電磁波照射成形用のゴム型及び電磁波照射成形方法を提供すること。
【解決手段】電磁波照射成形用のゴム型2は、ゴム材料からなり、0.78〜2μmの波長領域を含む電磁波を照射して、キャビティ22内に充填する熱可塑性樹脂組成物6Aを加熱成形するために用いる。ゴム型2は、キャビティ22の内壁面221に赤外線吸収性能を有する表面層25を有している。
(もっと読む)
溶融樹脂供給装置
【課題】加熱シリンダによって高温に晒されることがなく、ノズル先端から漏れ出た溶融樹脂によって動作不良などの悪影響を受けることのないシャットオフバルブを備えた溶融樹脂供給装置を提案すること。
【解決手段】溶融樹脂供給装置1の加熱シリンダ3の先端に取り付けたノズル5にはシャットオフバルブ6が配置されている。シャットオフバルブ6のバルブ駆動用シリンダ7は加熱シリンダ3から熱的に分離されるように離れた位置にあり、スライド式の伝達機構を介してシャットオフバルブ6に連結されている。樹脂注入時にのみ、加熱シリンダ3が後退位置3Bから前進位置3Aに移動してバルブ駆動用シリンダ7の側に接近し、シャットオフバルブ6がバルブ駆動用シリンダ7によって閉じ状態から開き状態に切り替えられる。
(もっと読む)
樹脂成型装置
【課題】オーバーモールドボトルの量産性を向上させることができる樹脂成型装置を提供する。
【解決手段】少なくとも一つの樹脂流入口101から複数の樹脂流出口102まで順次分岐されて連通している分岐樹脂流路103が形成されている。その複数の樹脂流出口102の各々に個々に複数のオーバーモールド金型300が連結され、その内部にインサートボトル500が保持される。樹脂流入口101に樹脂圧送機構200が溶融樹脂を圧送するので、インサートボトル500の外面にオーバーモールド樹脂が成型されるオーバーモールド成型が、複数のオーバーモールド金型300で同時に実行される。
(もっと読む)
成形機
【課題】タンク等を別に作成して成形機の全高を抑えた成形機を提供する。
【解決手段】固定型を保持する固定ダイプレート11と、移動型を保持し固定ダイプレートに対して型開閉方向に移動可能な移動ダイプレート12と、前記固定型と前記移動型によって形成されたキャビティに成形材料を押し出す射出プランジャと、前記射出プランジャを駆動する好ましくは横射出の射出シリンダ装置25と、を含む成形機本体部112と、作動液を貯蔵するタンクと、前記作動液を送出可能なポンプと、前記ポンプを駆動するモータと、を含むポンプユニット部154と、を有し、前記ポンプユニット部は、前記成形機本体部とは別体に配置され、前記ポンプユニット部は、前記固定ダイプレートの前記射出シリンダ装置側に配置されている。
(もっと読む)
発泡樹脂成形品の成形方法および成形装置
【課題】発泡樹脂成形品のウエルド部を補強する成形方法。
【解決手段】成形型2に形成されたキャビティ1内に溶融発泡性樹脂3を射出して供給する主供給工程と、この溶融発泡性樹脂3を流動させてキャビティ1内に略充填する流動工程と、キャビティ1内に略充填された溶融発泡性樹脂3を発泡および硬化させて発泡樹脂成形品を形成する成形工程とを含み、上記成形型2のキャビティ1内に溶融発泡性樹脂3が供給されることにより形成された複数の溶融発泡性樹脂流が合流するウェルド部分13に、当該溶融発泡性樹脂3よりも発泡剤量の少ない溶融低発泡性樹脂19または溶融ソリッド樹脂を、上記溶融発泡性樹脂3が硬化する前に追加供給する追加供給工程を備えた発泡樹脂成形品の成形方法および成形装置。
(もっと読む)
射出成型装置
【課題】装置や金型の構成を複雑化・大型化することなく、厚肉,偏肉部分の有無に関わらずに製品の所望部分を高圧で圧縮可能な射出成型装置を提供する。
【解決手段】固定側型板12に対する可動側型板22は内部にスライドコア64を収容する成型穴23を端面に開口し、成型穴のスライドコアと固定側型板間にキャビティCを形成する。可動側型板を固定したブロック30と可動側取付板20の間に傾斜面を有するスペーサ40を設ける。キャビティに溶融樹脂を射出充填したあと、冷却の途中でスペーサを抜くことにより、可動側型板が可動側取付板方向に変位するので、スライドベース60を介して可動側取付板に着座しているスライドコアが相対的に固定側型板方向にスライドして押込まれ、キャビティ内の樹脂を圧縮して、ヒケやボイドの発生を抑える。スライドコアによる押込み(再圧縮)には前記型締め機構が利用される。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
樹脂成型品の製造方法及び製造装置
【課題】射出成型法を用いて熱硬化性樹脂から成る樹脂成型品を効率よく製造する方法を提供する。
【解決手段】第1ベース金型111に着脱可能に設けられた第1入子211と第2ベース金型112に着脱可能に設けられた第2入子212を、第1ベース金型111と第2ベース金型112を押圧することにより密着させる。これにより第1入子211と第2入子212の間に形成されるキャビティ23に、そのキャビティ23に接続された圧入路24、25を通して流動状態の熱硬化性樹脂を圧入する。続いて、圧入路を封止すると共に第1入子211と第2入子212を密着させた状態で両者を固定する。そして、第1入子211及び第2入子212から成る入子ユニット21を第1ベース金型111及び第2ベース金型112から取り出し、キャビティ23内の熱硬化性樹脂を硬化させる。
(もっと読む)
動圧軸受装置
【課題】樹脂材料で形成されるスラスト軸受隙間に面する部分の平面度を容易に高める。
【解決手段】ハウジング7は、樹脂材料で射出成形されたものであり、円筒状の側部7aと平板状の底部7bとを一体に有する有底筒状をなす。このハウジング7の射出成形に用いる樹脂材料は、充填材として、繊維径が6〜8μmであると共にアスペクト比が10〜40の強化繊維を含むものである。
(もっと読む)
高粘性液体をディスペンスするための装置およびその製造のための方法(「シーラント・フレア(SealantFlair)」)
容器から媒体をディスペンスするための装置が提供される。本発明の典型的な実施形態では、典型的な容器(2)は、結合手段(8)によってその容器に連結可能な少なくとも1つの供給口(10)と、実質的にフレキシブルで変形可能な材料から製造されたディスペンス導管(12)と、そのディスペンス導管のそこでの実質的に気密な閉鎖のための閉鎖手段(18)とを有している。そのような典型的なディスペンス装置の製造のための本発明の方法の典型的な実施形態では、結合手段およびディスペンス導管を、予備成形物として射出成形し、実質的にフレキシブルで変形可能で薄壁のディスペンス導管を得るように、予備成形物の一部を延伸し、ブローし、または延伸とブローとのいずれかの組み合わせをすることを含むことができる。その代わりに、例えば結合手段(8)およびディスペンス導管(12)は、別々に生成可能で、後に一体化され又は連結され得る。 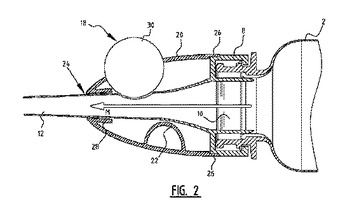 (もっと読む)
(もっと読む)
成形体の製造方法及びブリスター発生を抑制する方法
【課題】使用する液晶性樹脂組成物の種類によらず、ブリスターの発生を抑えることができるとともに、成形体の生産性を限界近くまで高めることができる成形体の製造方法及びブリスターの発生を抑制する方法を提供する。
【解決手段】所定の成形条件で液晶性樹脂組成物を射出成形した場合に、ブリスターが発生しない最大の射出容量(Vcmax)と、スプルーの出口径とノズルの出口径との比(φs/φn)と、の関係を所定の形式の関数(Vcmax=f(φs/φn))で導出し、Vcmax<f(φs/φn)を満たす条件で液晶性樹脂組成物を射出成形する。
(もっと読む)
141 - 160 / 923
[ Back to top ]