
Fターム[4F206JN41]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 離型、取り出し (388)
Fターム[4F206JN41]に分類される特許
121 - 140 / 388
樹脂成形品の仕上げ加工方法、及び、樹脂成形品の仕上げ加工装置
【課題】樹脂成形品の取出しから仕上げ加工までを自動化することにより、仕上げ加工における位置決め工程を削減し、コストを低減させ、省スペースによる加工を可能とする、樹脂成形品の仕上げ加工方法、及び、樹脂成形品の仕上げ加工装置を提案する。
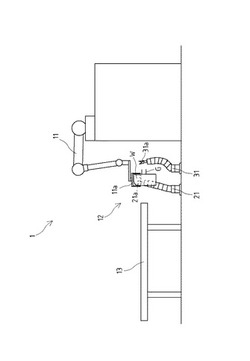
【解決手段】取出しロボット11と、搬送装置13と、の間に、仕上げ加工ユニット12が配設され、該仕上げ加工ユニット12は、前記取出しロボット11から樹脂成形品Wが位置決め状態で移載され、該樹脂成形品Wを前記搬送装置13へと移載する、位置決め装置21a付きの汎用受具ロボット21と、前記樹脂成形品Wが、前記取出しロボット11、又は、前記汎用受具ロボット21、のいずれかに支持されている時間内に、前記樹脂成形品Wのゲートカット処理を行う、ゲートカットロボット31と、で構成される、樹脂成形品の仕上げ加工装置1。
(もっと読む)
成形品取出機

【課題】 ティーチング等の手動操作が行いやすいコントローラを備え、しかも、成形品取出機本体の制御部を複雑化しなくてすむ成形品取出機を提供する。
【解決手段】 成形品取出機1は、成形品取出機本体3と主コントローラ5と副コントローラ7を備えている。副コントローラ7は、主コントローラ5の下位に存在しており、副コントローラ7からの設定は主コントローラ5を経由して伝達される。作業者は、使用用途に応じて主コントローラ5又は副コントローラのいずれを操作するかを決定することができる。
(もっと読む)
多軸機械装置及びその制御方法
【課題】 回生電力の損出をできるだけ少なくして回生電力を従来よりも有効に活用することができる多軸機械装置を提供する。
【解決手段】電源10とモータ制御回路1〜3との間に、少なくとも1つの駆動用モータが回生状態にあるときに、他の少なくとも1つの力行状態にある駆動用モータの駆動用電力として回生電力を利用するようにモータ制御回路1〜3相互と電源10との間の接続関係を切り換える接続関係切換回路11を設ける。動作タイミング出力部6は、少なくとも1つの駆動用モータが回生状態にあるときに、他の少なくとも1つの駆動用モータが力行状態における加速状態にある重合期間を含むように構成された動作タイミングを出力する。接続関係切換回路11は、重合期間において、回生状態にある駆動用モータが発生する回生電流を力行状態にある駆動用モータに負荷電流として供給するように切換動作をする。
(もっと読む)
成形品製造設備及びその制御方法
【課題】 回生電力の損出をできるだけ少なくして回生電力を従来よりも有効に活用することができる製造品製造設備を提供する。
【解決手段】射出成形機2と成形品取出機11に対して設けられた管理装置10内の動作タイミング出力部17は、少なくとも1つの駆動用モータが回生状態にあるときに、他の少なくとも1つの駆動用モータが力行状態における加速状態にある重合期間を含むように構成された動作タイミングを出力する。接続関係切換回路20は、重合期間において、回生状態にある駆動用モータが発生する回生電流を力行状態にある駆動用モータに負荷電流として供給するように切換動作をする。
(もっと読む)
成形品の製造方法並びに成形品
【課題】一方の成形部品の軸部に他方の成形部品の嵌合部が回動自在に軸支されて互いに連結された成形品を製造するに際し、組立時間の短縮等を図ることができ、さらに軸部の変形や倒れ込みを防止することができる成形品の製造方法と当該製造方法により得られた成形品を提供する。
【解決手段】一方の成形部品1と他方の成形部品5とを射出成形金型内における別々の位置で射出成形し冷却した後、一方の成形部品1を固定保持した可動金型20を他方の成形部品5を保持した別の保持金型25に向かって前進させて、可動金型20に配設されたコアピン21で後方から回動軸に沿って支持された一方の成形部品1の軸部3を他方の成形部品5の嵌合部7に切欠部7aから圧入して一方の成形部品1と他方の成形部品5とを連結した後、これらの成形部品1,5を回動軸方向に突き出して離型する。
(もっと読む)
射出成形品の設計支援方法及び装置
【課題】アンダーカット部を有する射出成形品を成形して型から取り出す場合に該射出成形品の塑性変形やアンダーカット部の傷つきが回避されるように該射出成形品の設計を支援する。
【解決手段】射出成形品を成形して型から取り出す場合に変位工程で射出成形品に発生する応力を射出成形品の部位毎に算出し(S3)、算出した応力が塑性変形判定基準値より大きい部位が存在するか否かを判定し(S4)、そのような部位が存在すると判定したときは該部位を画面に表示し(S9)、そのような部位が存在しないと判定したときは離型工程でアンダーカット部に作用する弾性復元力を算出し(S5)、算出した弾性復元力が傷つき判定基準値より大きいか否かを判定し(S6)、大きいと判定したときは該判定結果を画面に表示する(S12)。
(もっと読む)
結像素子の射出成形金型および結像素子の製造方法
【課題】
射出成形における成形サイクルタイムの短縮と、スプル詰まり現象の抑制に好適な金型とこれを用いた結像素子を得るための射出成形方法の提供。
【解決手段】
射出成形用ノズルからキャビティ内に溶融樹脂を注入する際に樹脂導入路となるスプルを形成するスプルブッシュを備え、前記スプルブッシュのキャビティ側の端面(D)は楕円形状の開口部を有し、かつ該楕円形状の長半径Daと短半径Dbの比Da/Dbが1.1≦Da/Db≦2.0であり、前記スプルの断面の最大短半径bmが2.5mm〜7.5mmである、結像素子の射出成形用金型。
(もっと読む)
インサート成形方法
【課題】本発明は、インサート部品と樹脂成形部との位置精度を高く維持しながら、インサート部品と樹脂成形部との間に中間部品が介在したインサート成形品を容易に製造することのできるインサート成形方法を提供することを課題とする。
【解決手段】金型装置10のキャビティ内に第1の部品2を配置し、且つ第1の部品10が結合する部分を有する第2の部品3を第1の部品2に対して配置する。第1の部品2を第2の部品3に向けて押圧して第1の部品2を第2の部品3に結合する。第2の部品3の周囲に樹脂部4を射出成形する。
(もっと読む)
樹脂成形品の成形方法並びに成形金型
【課題】内面にリブを一体化した樹脂成形品の成形方法並びに成形金型であって、リブを突出す直上げ駒を使用しても、製品表面に白化等の外観不良が発生することを防止する。
【解決手段】内面にリブ11を一体化したキッキングプレート(樹脂成形品)10は、可動側金型30と固定側金型40との型締め時に形成されるキャビティC内に溶融樹脂Mを射出充填することで所要形状に成形され、成形後、固定側金型40に配置したリブ用直上げ駒53のリブ対向面55にリブ用直上げ駒53の動作方向に沿う浅い段差56形状等、直上げ駒53からリブ11の外側面12に力が伝達される形状を採用することで、応力を分散させて製品表面への白化の発生を防止する。
(もっと読む)
成形品取出方法および射出成形装置。
【課題】金属容器開口部に蓋を密閉状態で固定するために、容器の開口側端部をカール状にプレスで曲げ加工する際に容器に不必要な変形等が生じるのを防止する。
【解決手段】金属製の容器2内に蓋2を挿入し、第1の押し型30により、容器2の開口側端部5の先端が容器の内側を向くように変形させる。次いで、第2の押し型により容器2の開口側端部5の内側を向いた先端を蓋4の外周縁部4aに食い込むように下向きに変形させる。第1の押し型30には、容器2の開口側端部5を曲げる際に、曲げられる部分の直ぐ下側を内側から押さえる裏当て部材35が備えられる。裏当て部材35は、拡径および縮径が可能で、容器2の開口側端部5を変形する際は、拡径して容器2の開口側端部5の内側に接触する。容器2の開口側端部5が縮径された状態に変形された際に、裏当て部材35も縮径し、狭められた開口から裏当て部材35を取り出し可能とされる。
(もっと読む)
射出成形装置及び射出成形品の冷却方法
【課題】型閉じ状態から型開き状態に亘って連続的に射出成形品の冷却を行えるようにすることによって射出成形品の成形サイクルを短縮して良質の射出成形品を効率良く生産できるようにする射出成形装置及び射出成形品の冷却方法を提供する。
【解決手段】可動型3と固定型4の型開き時に射出成形品が保持される側の型の分割面における射出成形領域の近傍位置に設けられる冷却用溝6と、可動型と固定型の前記冷却用溝が設けられていない側の型に設けられ、分割面に出口24が開口される冷媒導入流路9とを備え、冷媒導入流路は可動型と固定型が型閉じ状態にあるときは前記冷却用溝の一部と連通することで該冷却用溝内に冷媒を導き、一方、可動型と固定型が型開き状態にあるときは保持されている射出成形品に対して直接、冷媒が作用するように指向されている。
(もっと読む)
成形装置及び成形方法
【課題】樹脂成形装置から樹脂成形型を取り外すことなく、樹脂成形型の型面で離型層が摩耗・はく離した状態を、一定の膜厚を有する離型層が形成された状態にする。
【解決手段】下型1及び上型2の外側には下型1と上型2との間に進退自在にプラズマトーチ21が設けられ、プラズマトーチ21にはArガス源23とフッ素系ガス源24と高周波電源22とが接続されている。下型1と上型2とを型締めし、キャビティ8に流動性樹脂を注入し硬化させて成形品18を形成し、下型1と上型2とを型開きし、下型1と上型2との間にプラズマトーチ21を進入させる。大気圧雰囲気下において、プラズマトーチ21から型面20にプラズマジェット25を吹き出しながらプラズマトーチ21を移動させることにより、処理前の型面SBでは離型層26が摩耗・はく離していた状態を、処理後の型面SAでは均一の膜厚を有する離型層27が形成された状態にする。
(もっと読む)
樹脂成形装置
【課題】金型が進退動した場合でも、離型フィルムに掛かるテンションを一定の範囲内に調整する。
【解決手段】上型112と該上型112に対して進退動可能な下型114とを備え、該下型114の表面に離型フィルム160を介在させた状態で樹脂封止を行う樹脂封止装置であって、使用前の離型フィルム160が巻回された供給ロール150と使用後の離型フィルム160を巻回して回収する回収ロール151とを下型114に対して水平方向同じ側に配置すると共に、離型フィルム160を供給ロール150から回収ロール151まで案内する複数の案内ローラ154を備え、下型114が進退動した場合でも、離型フィルム160に掛かるテンションを一定範囲内に調整可能なバッファローラ159を備える。
(もっと読む)
自動車内装パネルの製造方法
【課題】自動車内装パネルの製造において、樹脂製の表皮材のコストを低減するとともに、成形性が良く安価なポリプロピレン樹脂を主成分とする樹脂材料を使用して基材の成形と同時に表皮材を基材に強固に融着させて一体化させる。
【解決手段】自動車内装パネルの製造方法は、樹脂製の表皮材を成形する表皮材成形工程(b)(c)と、表皮材成形工程で得られた表皮材の裏面側に変性ポリオレフィン樹脂を含有するプライマー14によりプライマー被膜を形成するプライマー処理工程(d)と、プライマー処理工程でプライマー処理された表皮材のプライマー被膜側において、ポリプロピレン樹脂を主成分とする溶融した樹脂材料Rにより基材を成形すると共に、該表皮材と該基材とをプライマー被膜を介して一体化させる一体成形工程(e)〜(g)と、を備える。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】監視対象の位置ずれに追従して監視検出画像データを得るようにし、キャビティ部分を除去した部分の明るさを合わせるように画像データを修正し、レンズ調整画面や感度設定画面を表示するようにし、安全扉の確認をするようにし、2次監視タイマの計時動作が終了する前に正常判定結果が得られたとき当該計時動作の終了を待たずに直ちに2次監視動作を終了させるようにしたことにより、取扱いが便利かつ判定精度が高い射出成形機監視装置を実現できる。
(もっと読む)
事務機器用部材およびその製造方法
【課題】本発明は、バイオマス系原料であるセルロースエステル樹脂を用いて製造される耐熱性、機械的特性に優れた事務機器用部材を提供することを目的とする。
【解決手段】下記式(S−1)〜(S−3)を満たす、セルロースアセテートプロピオネートまたはセルロースアセテートブチレート、の少なくとも一つのセルロースエステル樹脂を含むセルロースエステル樹脂組成物を、金型温度90〜130℃に設定された金型内に射出する工程(1)と、該金型温度を保ったまま該金型に射出した該セルロースエステル樹脂組成物を該金型内で5分〜1時間保持する工程(2)とを有する事務機器用部材の製造方法。
式(S−1) 2.0≦X+Y≦3.0
式(S−2) 0.1≦X≦0.5
式(S−3) 1.9≦Y≦2.7
(式(S−1)〜(S−3)中、Xはアセチル基の置換度を表し、Yはプロピオニル基またはブチリル基の置換度を表す。)
(もっと読む)
薄肉の立体成形品とその金型装置
【課題】 射出成形による薄肉容器の成形品、例えば深形のコップやブリスタのようなフィギュアケースなどの薄肉容器の一体成形には、以下の課題がある。
(1)成形品全体に熔融樹脂を均一に行き渡らせる構造が必要である。
(2)離型不良を生じない成形品の構造およびそれを実現する金型構造が必要である。
【解決手段】 本発明の薄肉の立体成形品は、以下の構成としたことを特長とするものである。
(a)底面4と側面5と開口部26を有する薄肉容器1
(b)前記薄肉容器1の開口部26の内周に形成される凸部24
(もっと読む)
樹脂成形用のゴム型、並びにこれを用いた成形装置及び成形方法
【課題】ゴム型に生じる変形を抑制することができ、樹脂成形品の生産性を向上できる樹脂成形用のゴム型、並びにこれを用いた成形装置及び成形方法を提供すること。
【解決手段】樹脂成形用のゴム型2は、所定の圧力で溶融状態の熱可塑性樹脂6を充填するキャビティ22を形成してなるゴム製の成形型である。ゴム型2は、複数の分割型部21を組み合わせてなると共に、分割型部21同士が対面する分割面20にキャビティ22を形成してなる。ゴム型2の分割面20には、ゴム型2を構成するゴムよりも硬度が高い材質からなるランナー用入子3が、着脱可能な状態で埋設してある。ランナー用入子3は、複数の分割入子部31を組み合わせてなると共に、分割入子部31同士が対面する合わせ面30に、キャビティ22内へ熱可塑性樹脂6を導くためのランナー32を形成してなる。
(もっと読む)
電池パックの製造方法、および製造装置
【課題】二次電池と回路基板とを一体化するための樹脂のモールド体を、高い生産性とコストダウンとを達成しながら成形して電池パック中間品を作製することができる電池パックの製造方法および製造装置を提供する。
【解決手段】成形材料の固化によりスプル3aの内部で形成された固化樹脂23に切れが生じない程度に小さく且つスプル3aの内部で形成された固化樹脂が断面積の縮径によりスプル3aの内周面から剥離される程度に大きな引張応力を固化樹脂23に付与する。そのために、固化樹脂23を保持したランナストリッパプレート7とノズル2およびスプルブッシュ3とを離隔させる。そして、その状態を所定時間だけ維持して、固化樹脂23をスプル3aの内周面から剥離させる。
(もっと読む)
成型体の離型性評価方法及び成型体の製造方法
【課題】連続成型を行いながら離型性を評価することができる成型体の離型性評価方法及び成形用金型からの離型性が良好で、支障なく連続成形を行うことができる成型体の製造方法を提供する。
【解決手段】成型用樹脂組成物を金属板2上でトランスファー成型し、得られた成型体1を前記金属板から剥離して、前記成型体の表面自由エネルギーを測定し、表面自由エネルギーが10mJ/m2以上30mJ/m2以下の場合を離型性良好と判断する成型体の離型性評価方法。
(もっと読む)
121 - 140 / 388
[ Back to top ]